顺序注塑工艺对塑件成型质量的改善
2020-10-20 10:06贾飞
写真地理 2020年16期
作者简介:贾飞(1964.01-),男,安徽太和人,本科,中级机电工程师,主要从事:经营管理、产品开发。
摘要: 塑料件的应用广泛,凭借其性能佳、造价低等优势,可用于诸多领域的使用过程,但目前塑件成型的质量参差不齐,影响塑件生产效益,需要对其生产工艺做出优化分析。本文选择多浇口成型工艺进行分析,通过分子流动取向,显示出成型过程塑件熔接痕迹位置,并使用Moldflow模拟顺序注塑充模过程,优化注塑工艺。采用案例分析,将实际生产塑件过程做以展示,利用顺序注塑工艺,改善塑件缺陷,获得高质量塑件产品。
关键词: 塑件成型;顺序注塑工艺;多浇口成型
【中圖分类号】 TB47【文献标识码】A【文章编号】1674-3733(2020)16-0203-02
引言:大型塑件成型所需精度较高,这是因为其成型过程的控制管理有一定难度,注塑工艺在其不良应用中,将影响到塑件性能,造成塑件质量降低现象,如何优化注塑工艺相关参数,结合模具结构配合,将塑件高质量输出,是塑件生产工作人员应格外留意的变革范围。增加塑件成型过程精度、准度,将获得较高质量塑件,为企业提高一次成型成功率,由此降低二次生产成本,提高企业收益。
1顺序注塑工艺使用优势
塑料件应用在大型工业生产领域中的比例逐渐增加,但因成型过程影响,造成塑料件在其生产中,常会出现熔接痕迹、变形等问题,造成塑件缺陷,如若该批次生产要求较高,则不合格塑件将重新生产,增大生产成本。塑件成型产生缺陷,则其后续操作流程将会受到较大影响,比如涂装、电镀工艺,由此塑件质量进一步降低,其力学性能表达中也将失去原有设计价值。
采用顺序注塑工艺,将避免多浇口注塑流程产生的熔接痕迹,提高成型质量。该工艺采用针阀热喷嘴,可实现多浇口的实时、同时控制操作,将多个浇口开闭时间过程进行良好把控,便可实现较为自由的开展注塑顺序,熔体从容具倒出,经由浇口,最终注入型腔,这一顺序是常规注塑流程,但使用针阀热喷嘴结构,则可将这一流程做出顺序、时间上的严谨控制,并且注入速度和流量,也能在较简便操作下进行控制,由此改善了传统注塑缺陷,提高塑件质量。
塑件生产中,采用CAE软件进行该注塑过程的相关数值讨论,主要针对成型缺陷和成型质量做出猜测,还可对成型过程中所使用的工艺技术进行辩证分析,从而得出优化对策,有效改善注塑过程的质量表达。
2多浇口成型的工艺选择
传统中使用的塑件成型工艺,大多采用单个浇口作为注入设备,该种工艺之所以会造成塑件缺陷,是由于单个浇口的注入速度较慢,熔体的凝固过程较快,由此便产生了成型时间差,往往单一浇口还在注入,而前阶段注入的熔体便已成型,出现塑件成型结构充不满比例的现象较高,不利于整个塑件的结构完整性。
而使用多浇口成型工艺,塑料熔体可沿多个浇口进行注入,在型腔充满前,多浇口便可完成注入工作,缩短成型时间。但多浇口也有其应用劣势,因为熔体温度较高,在注入过程中,由于模具型腔的温度较低,则在两者接触中,前期注入的熔体将会冷凝,由此在模具型腔表面产生了一层冷凝物质。在多股熔体相遇时,熔体本应达到均匀混合相融目的,但却因表面冷凝层构造,使得熔体融合不均,因此产生熔接痕,不利于塑件质量表达。
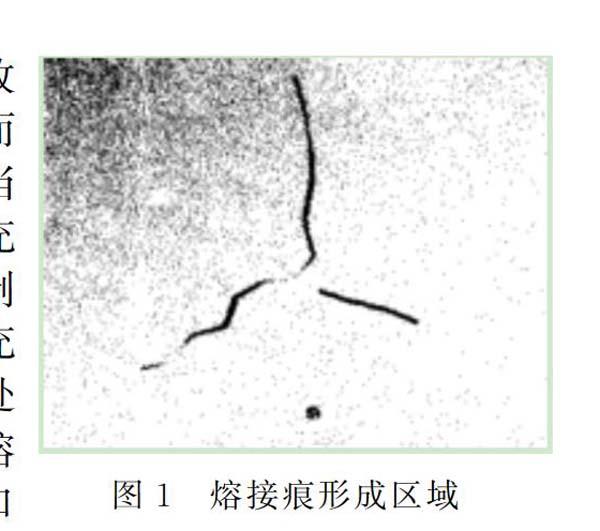
在熔体形成冷凝层的过程中,可以发现,当浇口位置距离模具型腔越远、多个浇口间位置越远,则熔接痕数量、规模越多,塑件成型后质量越差。使用Moldflow软件,做出塑件成型过程的CAE分析,能较为直观展示多浇口成型过程中的分子流动状态,当多浇口位置确定并完成熔体注入时,熔体将以浇口作为扩散中心,不断向模具型腔空隙处填充,由此便较为容易在熔体相汇处生成熔接痕[1]。图1为熔接痕的形成区域。
顺序成型工艺,可有效改善由于熔体分子的流动取向而造成的塑件质量缺陷问题,当注入成型过程进行时,浇口充模阶段应做出有效控制。控制方向是将分子流动过程做以充分管理,使得各个熔体浇口处的分子流动途中,能够避免熔接痕产生。另外,通过多浇口下的顺序成型流程实施,可通过优化其工艺参数,去将塑件翘曲、未填充完全等问题解决,提高塑件质量。
3建立顺序成型数学模型
在塑件成型过程中,分析其物理性能表达,可将其归类在粘性不可压缩的非等温传热阶段,因此针对该种注塑工艺,建立顺序成型的数学模型,并对成型过程做出合理化的假设和相应流程简化,由此便可得到CAE模型。
首先假设待注塑塑件,其厚度方向数据小于长度方向数据(扁平结构),则将熔体流动过程简化为分子剪切流动模型,则该类假设中,熔体的流动状态便是处于无滑移边界范围内。在厚度方向中的热对流数值较小,便可忽略其热传导数据,根据以上假设,便可得出顺序成型工艺下的数学模型。
在熔体注入成型整个流程中,其运动方程表达了动量守恒定律中的熔体流动情况;其能量方程则表达能量守恒定律内该熔体流动情况;其连续性方程通过质量守恒定律将熔体流动情况做出表达。模型得出过程,将熔体密度、注入时间、静压强等数据做以展示,确保熔体流动行为,可被充分描述,并能通过求解区域内的网格划分,做出有限元分析[2]。
4顺序注塑工艺案例分析
4.1塑件需求分析。
对复杂的内饰件产品需要进行注塑工艺进行优化设计,确保得出的塑件质量应满足相应设计规格,并着重要求其塑件表面不容许存在缺陷,因此采用顺序注塑工艺对其进行注塑加工,考验该工艺在塑件成型阶段的应用成果。
该塑件三边尺寸为82、300、731(单位:毫米),总体积量为429(单位:立方厘米),因其结构相对复杂,且对注塑质量的要求较高,因此在注塑过程中,操作人员应结合该内饰板的装配需求,达到塑件表面无瑕疵、变形量不大等注塑效果。
4.2顺序注塑分析。
该塑件质量要求较高,因此在顺序注塑工艺前,应进行过程设计分析,保障塑件顺利一次成型且质量达标。选用PP材料作为塑件材质,制造熔体时,将密度控制在0.73(单位:克每立方厘米)。另外通过材料剪切速率和粘度的相关数据可发现,在高温条件下,该熔体具备较好流动性,能完成注入模具型腔的全部流程。
在Moldflow软件中,导入塑件立体数据,并进行网格形式划分,选择fusion作為分析网络,模拟待成型塑件,通过网络将其充分适配,达到较高匹配率。对模拟塑件进行三点进浇工艺,发现每两股熔体之间将会产生熔接痕,并发生较大形变量,该模拟塑件质量不合格。
4.3顺序注塑过程。
因分析过程中,发现原有三点进浇工艺将造成塑件质量较低现象,因此实际进浇过程选择在三点进浇的理论基础之上,融合针阀控制方式,通过进料顺序的保持稳定和延时保压系统的双重控制下,完成热流道注入操作。
在对熔体填充做出控制前,使用针阀来操作浇口开启、关闭,以此来改进注塑过程,持续控制、优化整个成型工艺。在初步完成控制优化后,设计注塑过程中的熔体温度为200摄氏度,型腔温度为40摄氏度,可供冷却时间设为20秒。判断浇口与型腔之间距离,结合熔体流速,确定熔体完整流过三点进浇的浇口位置为1.6秒,由此设定针阀控制浇口的实际开关时间。
4.4塑件成型结果。
按上述工艺,采用热流道顺序注射成型,利用Moldflow软件对塑料的流动及填充进行分析,列出部分重要模拟结果,重点分析锁模力、熔接痕及变形。
锁模力因素。在注塑成型中,锁模力指注射时为克服型腔内熔体对模具的胀开力,注射机施加给模具的锁紧力。为减少溢料飞边的产生,须对模具施以足够的锁模力。但锁模力过大不仅会增加模具的磨损,降低排气作用,还提高了对注射机的要求,所以应适当降低锁模力。通过模拟,最大锁模力为566.1t,对注塑机的要求不高。
熔接痕因素。采用针阀浇 口顺序进料,使熔体在进行填充过程时,能按照顺序依次进行填充,并据预先设置的工艺流程,分别在第1个浇口开启1.2s和1.6s后,再开启第2、3个浇口,避免熔体在后续注入过程中,与前期形成冷凝层汇合,使得浇口部位的熔体能够充分、有效融合,因此并无熔接痕产生,消灭熔接痕现象[3]。
变形因素。浇注系统设计过程将影响塑件形位尺寸,特别是模具浇口涉及到熔料在模具内的流动特性,塑件内应力的形成以及热收缩变形等。在设计模具的浇注系统时,应针对熔料的流动特性,使流料在充模过程中尽量保持平行流动。该塑件在长、宽方向上的变形因素,主要表现为材料本身的收缩,其中,长度方向的收缩可通过调整保压曲线,来控制收缩率在正常范围内,厚度上的变形表现为塑件产品翘曲。根据使用不同的顺序进行熔体注入方式,可减少塑件变形数据。
顺序注塑工艺在其应用中,可对材料成型的质量进行良好改善,从最终数据可知,顺序注塑可将塑件质量进行良好保持,尤其针对熔接痕这一表面缺陷行为,可有效避免出现该问题。另外,采用顺序注塑作为提高塑件质量的一个工艺技术,其注塑过程中,因为顺序注塑可控制注入速度、流量等环节,所以减少对相关注塑设备的强制要求,并且有效优化塑件变形情况,减少形变量。
结论:综上,塑件成型有一定技术难度,应在塑件生产中,提高顺序注塑工艺的应用强度,使用针阀浇口的顺序,将原料进行控制填充,则可在该工艺的使用中提高塑件最终成型质量。在塑件工艺的具体实例中,分析塑料件的制备要求,将成型过程采用顺序注塑工艺,最终获得成型塑件,分析成型结果,将成型时间控制在2.2秒内,并且将塑件熔接痕进行较好改善,提高了塑件抗变形性能,成功完成本次注塑。
参考文献
[1]丁宇. 塑件矩形微沟槽的超声辅助注塑成型质量研究[D].大连理工大学,2018.
[2]王自立. 面向低碳的注塑装备结构与注塑工艺方案融合设计技术及应用[D].浙江大学,2018.
[3]王永峰. 短玻璃纤维增强薄壁类注塑件成型工艺模拟与结构优化[D].武汉工程大学,2018.