浅谈控制图在日常QI分析中的应用
2020-10-20 14:29林俊栋
锦绣·中旬刊 2020年4期

摘 要:本文通过对比分析了车间传统QI分析的特点,以及通过实例讲解了控制图在洗梗循环水水温QI分析中的运用,对比分析了两种分析方法的优劣。说明了车间引入新的统计分析工具的必要性,也为日后SPC在QI分析中的运用提供一個参考实例。
关键词:QI;SPC;控制图
前言
2017年3月我司制丝车间一区QI系统开始运行并不断地改进优化。随着精益改善的推进,设备的改善,操作手法的优化,一区QI不断提高并且日趋稳定,传统的分析方法已经无法满足当下识别QI短板及发现异常的需求。于是车间在开展精益化管理的同时也引入了新的统计分析方法,统计过程控制(SPC)[1]便是其中重要的分析方法,而过程控制图[2]则是其中重要的分析工具之一。
1 传统周QI分析方法
传统的周QI分析特点:
1、采用均值来评估参数QI情况;
2、有简单对比分析;
3、偏差大于某个值的指标进一步分析,如表1中偏差大于1的。
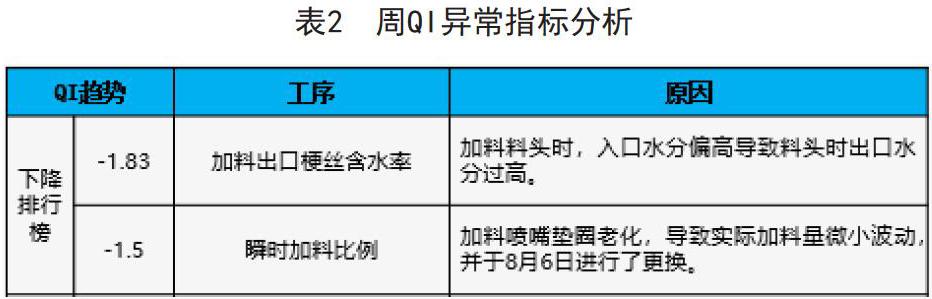
周QI异常指标分析特点:
1、采用定性描述;
2、只对一些异常因素进行简单说明;
2 控制图分析
一般来说,对于任何过程,如需要对质量进行控制的场合都可以使用控制图。为了同传统日常分析作对比,我们选取洗梗循环水水温展开分析。循环水水温是计量特性值,故可选用正态分布控制图。又由于是大量生产,不难从MES系统中获取数据,故可选用Xbar-R图。
步骤1:取预备数据,然后将数据合理分组,组距为4或5。选取4月份生产批次(剔除免责等异常批次)共58批并按投料时间段进行分组。根据实际情况选取组距为5,并且随机剔除晚班第1批中的2批,晚班第2批中的1批。最后,共选取55个批次,分为11组。(非稳态QI均为100分,故只对稳态QI进行分析)
步骤2:采用Minitab统计工具进行Xbar-R 控制图的绘制。对图像进行检验Xbar控制图是正常的,R 控制图存在1 个点距离中心线超过 3.00 个标准差,不合格点为9,需对异常点进行进一步分析。
步骤3:异常点分析。通过查找数据发现异常点来自批次号为20200406011,然后再通过MES系统查看异常批次时间序列图。通过对时序图的分析发现水温有较长一段时间低于65℃,该时段为轮吃阶段,缺少人员轮吃,只能停机,水温会不断下降且会被数采。由于停机等待时可以点击预热,使水温保持在65℃左右,固该类异常可控,可以简单地将其剔除。
步骤4:剔除异常点后重新绘制Xbar-R 控制图。根据检验结果显示,不合格点为5,需要再次进行异常点分析。
步骤5:再次分析异常点。通过查找数据发现异常点来自批次号为20200409011,经调查发现该批次异常是因为洗梗机压缩空气泄露导致补偿水阀未正常开启,引起水温异常,而这个原因出现频率极小,可以归属于异常批次。因此,可以简单地将其剔除。
步骤6:剔除异常点后重新绘制Xbar-R 控制图。Xbar-R 控制图是正常的,过程的变异度与均值均处于稳态稳态QI在74.25-83.78之间,低于目标值86.46,该项指标为改进项。
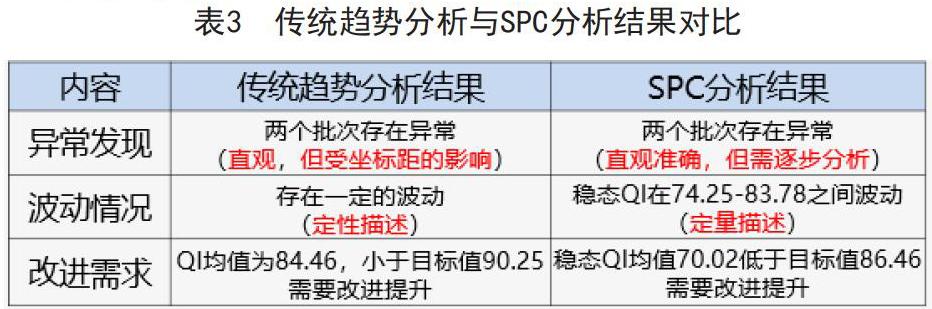
3 SPC分析VS传统趋势分析
表3 传统趋势分析与SPC分析结果对比
4 总结
本文通过对比分析了车间传统QI分析的特点,以及通过实例讲解了控制图在洗梗循环水水温QI分析中的运用,对比分析了两种分析方法的优劣。说明了车间引入新的统计分析工具的必要性,也为日后SPC在QI分析中的运用提供一个参考实例。
参考文献
[1]史狄,方维岚.基于去湿系数和SPC的烘丝机状态预测研究与应用[J].科技创新导报,2018,15(24):96-99.
[2]李剑文,卢雍卿,李建勋.小批量航天产品研制过程中SPC控制图的应用[J].科技创新与应用,2019,000(002):179-181.
作者简介:
林俊栋,1988,男,福建龙岩,厦门烟草工业有限责任公司,助理工程师,学士,研究方向:人工智能、数据分析。