
工业铂热电阻测量结果的不确定度评定
2020-10-14 08:32罗利平
煤 2020年10期
罗利平
(山西潞安检测检验中心有限责任公司,山西 长治 046204)
1 概 述
1.1 被测对象
选用一支B级铂热电阻Pt100作为此次评定的对象,按照JJG 229-2010《工业铂、铜热电阻》检定规程规定的检定温度点为0℃和100℃,对B级Pt100铂热电阻进行误差的测量,其允许偏差:0℃:±0.15℃;100℃:±0.35℃。
1.2 测量标准
1.2.1 二等标准铂电阻温度计
二等标准铂电阻温度计证书给出的参数见表1。
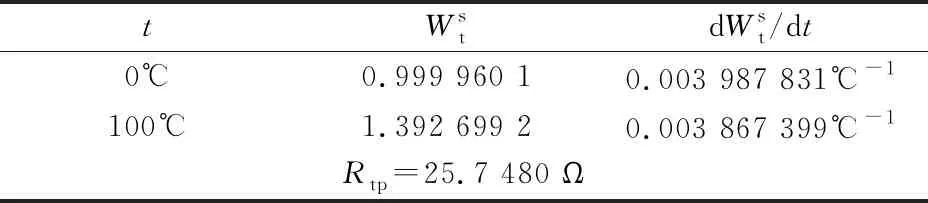
表1 标准铂电阻证书给出的参数
1.2.2 电测设备
KEITHLEY2010数字多用表,测量范围(0~1 000)Ω。

表2 数字多用表年变化量
1.3 测量方法
按照检定规程中的方法进行比较测量。将标准铂电阻温度计(以下简称标准铂电阻)和被检铂热电阻温度计(以下简称被检铂电阻)同时插入恒温槽中,将标准铂电阻与被检铂电阻的引线接入接线台与数字多用表、扫描/控制器连接,待温度稳定后采集数字多用表的标准铂电阻与被检铂电阻的电阻值,用标准铂电阻计算出恒温槽的实际温度后通过公式最终得出被检铂电阻的实际值温度值和测量误差。
2 测量模型
0℃时,测量误差的数学模型:
(1)
100℃时,测量误差的数学模型:
(2)
3 输入量△ti,△th的标准不确定度u(△ti)和u(△th)的评定
该不确定度分量主要由被检铂电阻测量结果的重复性,电测设备,恒温槽插孔之间的温差以及测量电流引起的自热四个方面引入。
3.1 测量结果的重复性所引入的不确定度u(Ri1)和u(Ri2),采用A类方法评定
以B级铂热电阻分别在制冷恒温槽和恒温油槽对其0℃和100℃进行重复10次的测量。
检定0℃时其测得的热电阻分别为:100.571 1、100.571 8、100.571 1、100.571 7、100.571 6、100.570 2、100.571 1、100.571 2、100.571 3、100.572 5(Ω)。该样本的实验标准偏差采用贝塞尔公式进行计算,得s= 5.7×10-4Ω。
实际测量取6次测量的平均值做为测量结果,故u(Ri1)=2.33×10-4Ω。转换成温度:u(△ti1)=0.60 mK。
同理检定100℃时所得的试验标准偏差s=13.50×10-4Ω。实际测量取6次测量的平均值做为测量结果,故u(Ri1)=5.51×10-4Ω。转换成温度:u(△ti1)=1.45 mK。
3.2 由电测设备引入的标准不确定度u(△ti2)和u(△th2),采用B类方法评定

3.3 插孔之间的温差引入的标准不确定度u(△ti3)和u(△th3),采用B类评定
按规程中的方法对温度计检定时,在0℃由于插入标准和被检温度计同时插入后管口用脱脂棉塞紧,其热损失极少,可认为插孔之间的温差很小,忽略不计,故u(△ti2)=0 mK。
3.4 自热引入的标准不确定度u(△ti4)和u(△th4) ,采用B类方法评定
换算成温度:u(△ti4)=2.95 mK,
u(△th4)=3.04 mK。
3.5 u(△ti)和u(△th)的计算
以上4个不确定度之间相互独立,因此合成不确定度按公式(3)计算:
(3)
得:u(△ti)=15.06 mK,
u(△th)=21.78 mK 。
4 输入量的标准不确定度和的评定
该不确定度分量主要由标准铂电阻的复现性、电测设备、测量电流引起的自热、标准铂电阻的周期稳定性这四个方面引入。
4.1 标准铂电阻的复现引入的标准不确定度和采用B类方法评定

4.2 电测设备数字多用表引入的标准不确定度和采用B类方法评定

(4)

0℃时:u(△t*i2)=
100℃时,u(△t*i2)=
4.3 测量电流引起热电阻自热带来的标准不确定度和采用B类方法评定

4.4 标准铂电阻温度计和引入的标准不确定度和采用B类方法评定

由于上述4个不确定度之间相互独立,因此按公式(3)进行合成:

5 合成不确定度
将以上评定的各标准不确定度分量进行汇总,汇总结果见表3、表4。

表3 0℃时标准不确定度分量汇总

表4 100℃时标准不确定度分量汇总
由于各不确定度分量之间相互独立。因此,不确定度按公式(3)合成为:
检定0℃时:uc(△t0)=25.65 mK;
检定100℃时:uc(△t100)=34.95 mK。
6 扩展不确定度
取包含因子k=2,
检定0℃时:k=2,则U=k×25.66= 51 mK;
检定100℃时k=2,则U=k×34.96= 70 mK。
7 测量不确定度评估的说明
从上述的不确定度评估中可以看出,所选的检定设备在检定B级以下铂热电阻时可以满足检定结果的扩展不确定度(k=2)不大于被检热电阻允许误差绝对值的1/4。
8 结 语
此次主要对工业铂热电阻的不确定度进行了评定,从上述的评定结果可看出:评定的温度点为0℃和100℃,这两个温度点基本覆盖了规程对被检铂热电阻的测量范围。在0℃时允差为±0.30℃,评定的扩展不确定度为0.05℃,在100℃时允差为±0.80℃,评定的扩展不确定度为0.07℃,由上述数据可得其扩展不确定度都不大于被检热电阻允许误差绝对值的1/4,满足规程对于计量器具控制的选用要求,测量结果可信。在此次评定中发现不确定度数值较大的分量来自于电测设备,也就是说电测设备是此次不确定度评定的主要来源,因此在检定铂电阻的过程中要密切关注电测设备,首先应保证电测设备在工作时始终处在符合其环境条件要求的工作场所,一般应保证温度在(20±2)℃,相对湿度在(45~75)%RH范围内,周围无振动无电磁干扰。其次按照电测设备说明书的要求对其进行定期保养和维护,使用时认真填写运行使用记录,及时发现运行过程中的影响准确度的隐患。要定期对电测设备进行溯源校准和期间核查,频繁使用时更要加大期间核查的频次。为保证检定结果的可信度,除了对电测设备进行必要关注外,标准温度计属精密测量仪器,在放置和拿取的过程中应轻拿轻放。另外在放置标准铂电阻和被检铂电阻时还要保证它们在恒温槽中有足够的深度,使其热损失尽可能小。注意到以上几个因素并在日常检定工作中认真执行就能保证测量结果的准确可靠。
猜你喜欢
城市道桥与防洪(2022年4期)2022-07-01
小哥白尼(趣味科学)(2022年2期)2022-05-25
小学生必读(高年级版)(2021年10期)2021-02-14
课外生活(小学1-3年级)(2020年8期)2020-08-14
当代陕西(2019年8期)2019-05-09
动漫星空(兴趣百科)(2019年3期)2019-03-07
军事文摘·科学少年(2017年4期)2017-06-20
军事文摘·科学少年(2017年2期)2017-04-26
小学阅读指南·低年级版(2016年8期)2016-05-14
少儿科学周刊·儿童版(2016年1期)2016-03-14
