
箱梁预应力孔道准确定位和成孔施工技术
2020-10-13 05:25张劲夫
中小企业管理与科技·下旬刊 2020年8期
【摘 要】预应力工程是箱梁预制的关键工序,箱梁预应力孔道的位置和成孔质量直接影响箱梁预应力张拉效果,论文详细介绍了箱梁预应力孔道准确定位和成孔施工技术。
【Abstract】The pre-stressing engineering is the key procedure of box girder prefabrication. The location and quality of box girder pre-stressed channel directly affect the effect of box girder prestressing tensioning. This paper introduces the precise location of box girder pre-stressed channel and the construction technology of hole forming.
【关键词】箱梁;预应力孔道;定位;成孔;施工技术
【Keywords】box girder; pre-stressed channel; location; hole formation; construction technology
【中图分类号】U445.4 【文献标志码】A 【文章编号】1673-1069(2020)08-0182-02
1 引言
预应力工程是后张法预应力简支双线无砟箱梁的关键工序,而预应力孔道的准确性和成孔质量直接影响预应力张拉效果。因此,预应力孔道准确定位和成孔施工在后张法预应力简支双线无砟箱梁预制施工中十分重要。本文详细介绍了如何快速准确定位箱梁预应力孔道,以及如何提高和保证箱梁预应力孔道的成孔质量。
2 工程概况
中铁十二局集团第四工程有限公司赣州制梁场地处江西省赣州市境内、属亚热带季風气候区,承担了赣深铁路1标段D1K0+000~D1K16+437.8共418孔客运专线时速350公里铁路后张法预应力简支双线无砟箱梁预制任务(其中32m箱梁358孔,24m箱梁60孔)。赣州制梁场所承担的无砟箱梁预制任务中,根据直曲线和声屏障类型共分为8种预应力施工,单孔箱梁的预应力孔道数量最多达27个,单个孔道内设计的钢绞线根数分为4种,预制箱梁的预应力施工复杂,而且预应力孔道定位准确性和成孔质量难以控制,预应力张拉效果难以保证。
3 箱梁预应力孔道的准确定位
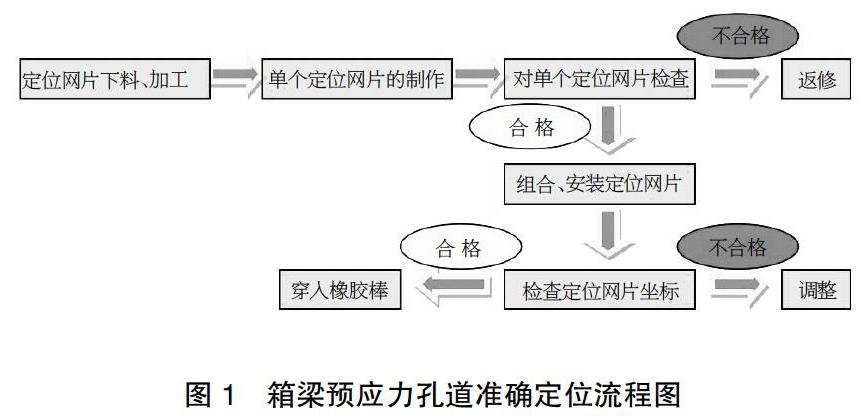
第一,根据预制箱梁的施工顺序和工艺要求,总结箱梁预应力孔道准确定位流程,如图1所示。
第二,箱梁预应力孔道准确定位过程。
首先,根据钢筋定位网片制作安装的技术交底,在钢筋加工厂用钢筋调直机对?准10mm盘圆钢筋进行调直,用切断机对加工单种定位网片所需的钢筋长度进行切断,下料长度偏差小于±10mm,分类进行堆放。
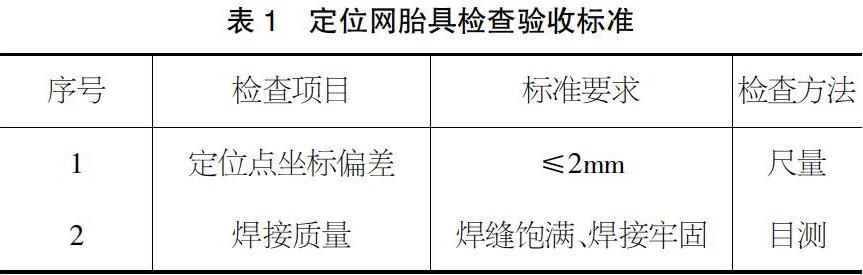
其次,在定位网胎具上对单个定位网片进行拼装。由于规范要求箱梁预应力孔道坐标位置偏差≤4mm,所以对定位网片胎具的制作精度要求非常高。定位网胎具由本梁场自行设计和加工,均采用钢材制作,牢固不变形,设计时确保了预应力孔道形状、尺寸与箱梁设计图纸一致。定位网胎具加工制作完成后必须由项目部专职技术人员进行检查验收,验收合格后方准使用,定位网胎具检查验收标准表如表1所示。定位网胎具每一个月进行一次检查验收。
由梁场质量检查科组织进行,发现不满足表1规定的质量标准时,应对钢筋工班提出整改通知单,钢筋工班整改完成后,提交质量检查科进行验收,验收合格后方可继续投入使用。
单个定位网片焊接制作完成后,采用钢筋工班长自检、项目部专职技术人员抽检的方式,确保定位网片制作的准确性,项目部专职技术人员带领钢筋工班长对现加工的单个定位网片尺寸进行检查。单个定位网片检查合格后,根据编号分类进行堆码,防止下一步进行组合、安装定位网片的时候出现因混乱拿错造成返工现象。
在箱梁底板底层钢筋绑扎完成后,开始组合、安装定位网片。组合、安装定位网片是整个箱梁预应力孔道定位过程中最为重要的组成部分,规范要求箱梁预应力孔道坐标位置偏差≤4mm。进行组合、安装定位网片时,先根据预应力管道中心坐标表找出折点位置的坐标,然后对相邻两折点拉线,最后根据相应编号单个定位网片的对应位置进行安装,这样组合、安装既迅速又正确。安装完成定位网片后,需项目部专职技术人员带领钢筋工班长对定位网中心坐标再次进行检查,对于安装不正确的定位网片及时进行调整,确保预应力孔道坐标位置偏差≤4mm。对整孔箱梁组合、安装完的定位网片坐标检查合格后,就完成了箱梁预应力孔道的定位过程,开始穿入橡胶棒[1]。
4 箱梁预应力孔道成孔
4.1 橡胶棒的安装
对组合、安装完的定位网片坐标检查合格后,开始穿入橡胶棒。橡胶棒的质量和直径根据箱梁设计图纸预应力孔道的成孔要求选用,橡胶棒的长度比预应力孔道两端头各长出2m。穿入橡胶棒时,安排1名工人负责在橡胶棒的穿入前端观察和引导橡胶棒端头穿过定位网片孔道,安排1名工人负责使用遥控机操作橡胶棒穿束机,适时推进橡胶棒,安排1名工人在橡胶棒穿束机旁将橡胶棒捋顺,严禁出现死弯和折弯。穿入橡胶棒时,由负责前端观察和引导橡胶棒的工人负责指挥,其余2个工人配合进行。通过用改良过橡胶棒穿束机,由以前传统的6个人耗时1天人工穿单孔32m箱梁的橡胶棒,改进为3个人耗时6个小时穿单孔梁的橡胶棒,不仅节省了人工,而且大大提高了橡胶棒的穿入速度,同时保证箱梁预应力孔道定位准确。
为保证橡胶棒的安装质量、橡胶棒与任何方向的偏差≤4mm,橡胶棒穿束完成后,在橡胶棒的中间插入单根钢绞线,钢绞线的长度比橡胶棒两端各长出0.8m,防止橡胶棒的下垂和死弯,从而消除箱梁混凝土浇筑时而导致橡胶棒的弯折。在单个预应力孔道中间2根橡胶棒接头的位置,接头外套薄铝皮卷制套筒,套筒长约300mm,套筒外用胶带包裹,用细铁丝进行绑扎,防止箱梁混凝土浇筑过程中漏浆堵塞预应力孔道,提高预应力孔道的成孔质量。
4.2 橡胶棒的抽拔
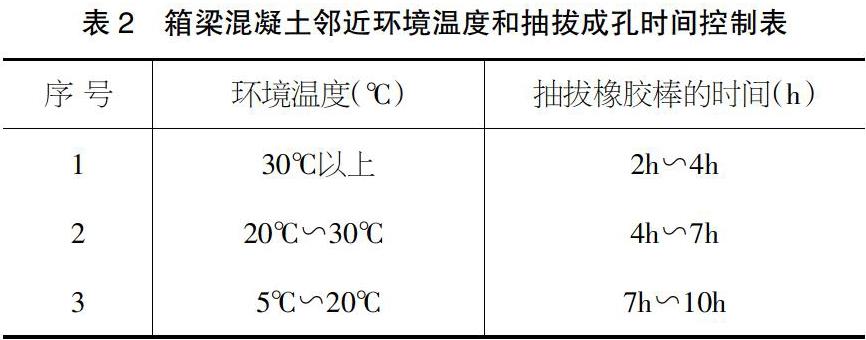
箱梁混凝土浇筑完成后,橡胶棒的抽拔时间以孔道不变形、不塌孔、无裂纹和无抽拔施工为准。一般以手指按箱梁混凝土不留凹坑即可抽拔。根据赣州制梁场的施工经验,箱梁混凝土邻近环境温度和抽拔时间关系如表2所示。
利用卷扬机抽拔橡胶棒时,用麻绳捆绑住橡胶棒外露的一头,同时防止橡胶棒的损坏,缓缓开动卷扬机,同时注意观察橡胶棒的收缩情况,杜绝硬拔、硬抽,抽拔橡胶棒时不要回力,要一直抽拔,直到全部拔出。抽拔时应该注意施工人员的安全,做好防护,特别是橡胶棒快被完全抽出时,施工人员与抽拔的橡胶棒应保持安全距离。
5 结语
赣州制梁场通过采用箱梁预应力孔道准确定位和成孔施工技术,不仅使生产箱梁的预应力孔道位置准确性和成孔质量都得到了大幅度的提高,提高了预应力张拉效果,保证了箱梁的质量,而且预应力孔道成孔速度快、材料重复利用率高、使用的人工少,经济效益非常明显。目前,赣州制梁场已经预制244孔箱梁,箱梁预应力孔道准确定位和成孔施工有序可控。
【参考文献】
【1】李建.浅谈如何确保箱梁预应力孔道定位网片准确定位施工技术[J].门窗,2014(2):144.
【作者简介】张劲夫(1987-),男,湖南益阳人,工程师,从事铁路桥梁研究。
猜你喜欢
建筑科技(2018年6期)2018-08-30
铁道学报(2018年5期)2018-06-21
江西建材(2018年4期)2018-04-10
上海铁道增刊(2017年3期)2018-01-22
城市道桥与防洪(2014年1期)2014-02-27
