西门子PLC在立式压滤机控制系统中的应用及关键技术分析
2020-09-26 11:26刘建瑞
机电信息 2020年23期
摘要:在我国工控行业,可编程控制器(PLC)是一种重要的控制装置,其应用范围涵盖了从单一逻辑控制到模拟量控制、数字量控制、机器人动作控制、多级分布式控制等一系列工控场合。现介绍了PLC工作方式、立式压滤机工作原理及控制系统组成,根据立式压滤机关键技术控制要求,分析了西门子PLC在立式压滤机控制系统中的实际应用情况。实践证明,西门子PLC能够保证立式压滤机的安全、可靠运行。
关键词:西门子;PLC;工业控制;立式压滤机;关键技术
0 引言
现阶段我国工控领域对控制系统的控制速度、工作可靠性、器件通用性、使用灵活性和维护便捷性方面的要求越来越高,传统的继电器和接触器控制方式已經不能完全满足工业生产要求。在此背景下,PLC控制系统以其独特的技术应用优势迅速发展壮大,它在简单的运动控制、多输入变量的数字化控制、多输入变量的模拟化控制、复杂的多参数集合控制以及多级运动控制等工业控制场合下,均能发挥出优异的控制性能。
1 PLC工作方式
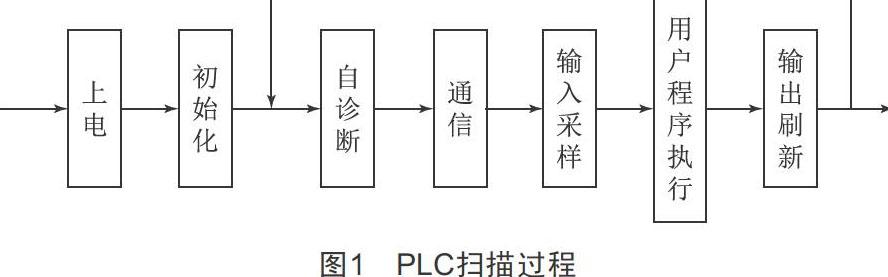
1.1 扫描过程
PLC扫描过程如图1所示。在每一个扫描周期内,PLC程序都会完成有关控制的各种动作指令,包括内部指令判断、与外部接口通信、外部信号的采集和计算判断、动作执行程序的运行等。其中,与用户应用层软件部分相关的动作指令包括3个方面:输入信号采样、用户程序执行机构控制指令的运行以及输出刷新。在一个完整的工作周期内,PLC持续按照一定周期反复执行以上输入信号采样、执行机构控制指令的运行以及输出刷新的动作。
1.2 输入信号采样阶段
外部信号的实时采样是保证系统安全稳定运行的必要条件,通过传感器将一些温度、压力、电压、电流等信号转换成电信号,并将其传输至PLC的固定单元内,这一过程中PLC会按照一定的周期依次将输入信号存入其I/O映像区。这个阶段结束后,系统会自动执行下一个任务,这一周期内的采样数据直到下一周期才会自动更新。
1.3 用户程序执行阶段
梯形图是PLC应用最为普遍的编程语言,具有简便、直观的优点,用户想要完成指令,一般要先在梯形图中按照PLC可执行的顺序对各动作进行分解,PLC执行梯形图程序时,会按照自左向右、自上而下的顺序逐个对梯形图中的逻辑进行运算。根据运算指令来刷新主控存储区相对应的状态位。
1.4 输出刷新阶段
当上述步骤执行完毕,PLC会自动对输出映像寄存器进行刷新。在内部电路中,主控芯片会根据输入输出口的状态将内部的输出锁存电路刷新,并通过输出电路驱动执行机构动作。若此时用户执行中断操作,则会触发PLC中断指令,这一指令优先级高于正在运行的其他指令,因此会被立即执行。
2 立式压滤机工作原理及控制系统组成
立式压滤机工作原理较为简单,通常是混合物流经滤布,在泵压力、固液重力、气压或水压作用下,固体停留在滤布上,并堆积形成过滤泥饼,而滤液则渗透过滤布,成为不含固体的清液。根据压滤机的不同功能,其系统整体可以分为两部分:一部分是压滤动作的执行系统,主要由电气拖动系统和液压系统组成,需要用户根据压滤介质设置相应的工艺参数,并以此为主要控制对象。另一部分是控制执行压滤动作的控制系统,一般是以PLC为核心,配置相应的保护器件和采样器件(如接近开关、位移传感器、压力变送器、编码器)等外围部件。压滤机压滤过程涉及的控制量较多,包含执行机构的动作速度、动作方向、压力大小等,且采样信号包括温度、压力、流速等多个参量,PLC可以减少硬件改动,在压滤机控制中发挥出PLC的极大优势。西门子PLC控制系统已经全面取代了继电器逻辑控制系统进行闭环控制,进一步提高了立式压滤机的性能和工作可靠性,并减少设备现场调试的工作量。
3 立式压滤机关键技术控制要求
立式压滤机的常规工作模式有两种:一种是长程序控制工作模式,另一种是短程序控制工作模式。其中,长程序控制工作模式有6个环节:(1)过滤,滤板合拢,泵入物料悬浮液。(2)一次隔膜挤压,至达到油缸压力上限设定值停止,保压置位,挤压成滤饼。(3)滤饼洗涤,保压、滤液阀开限位,洗涤阀开限位,洗涤泵启动,清水洗滤。(4)二次隔膜挤压,重新挤压滤饼,保压、排污阀关限位,挤压阀开限位,回水阀关限位,挤压泵启动。(5)滤饼吹干,保压、排污阀关限位,入料阀关限位,母液阀关限位,入料阀关限位,洗涤阀关限位,打开干燥阀、风包阀,高压风吹干,带走少量水分。(6)滤饼排出与滤布洗涤,板框松开限位。两侧落下滤饼,卸料,同时洗涤滤布。在卸料工序结束后停止压滤机工作,关闭手动阀,切断总开关。短程序控制工作模式包括4个环节:(1)过滤,滤板合拢,开启过滤。(2)隔膜挤压。(3)滤饼吹干。(4)滤饼排出与滤布洗涤。
立式压滤机滤板组合拢后,给料系统将料浆输送至滤板组过滤腔,完成静压过滤,经隔膜挤压、高压风干燥、滤板洗涤等工序完成过滤,安装在机体上部的液压油缸与压紧板相连接,工作时液压油缸驱动压紧板下压,将滤板组合拢至密封状态,滤板组打开,滤布驱动装置启动,立式压滤机采用液压马达驱动滤布卷绕装置,液压马达由主驱动和辅助驱动两部分组成,驱动扭矩的大小通过调节液压油压力大小来实现。液压马达驱动滤布循环运行,料饼被拖出滤板组的过滤腔落入压滤机两端的收集料斗。滤布运行的同时,滤布清洗装置启动,高压水对滤布进行清洗,待料饼全部被拖出后,完成一个循环。控制系统以PLC为核心,通过各分散输入输出模块实时控制底层执行机构工控机对系统进行监控。控制系统主要部件有人机操作部分、显示模组、电控柜。其中,电控柜作为电气部件的集成设备,内部主要包括PLC及其扩展模块、光电纠偏开关、变频器、入料压力变送器、接缝检测开关、挤压压力变送器等。
4 西门子PLC在立式压滤机控制系统中的实际应用
本文选择西门子S7-300系列PLC作为压滤机电气控制系统的控制主机。压滤机电气控制系统包含较多的控制变量,且压滤效果对工艺流程中的多项参数要求较高,所以对控制系统性能提出了严格要求。根据实践经验,笔者采用CPU313C型高性能CPU作为控制系统核心。此外,由于系统具有较多的输入输出点,系统还需要扩展一定数量的I/O模块,通常选用输入/输出混合扩展模块,能满足控制系统的I/O需求。西门子不同系列的CPU具有不同的性能参数,一些CPU集成了I/O、点对点接口以及PROFIBUS DP、PROFINET等功能,有些还包括了用于数字量和模拟量输入/输出的信号模块(SM),用于连接总线和点对点连接的通信处理器,用于高速计数、开环/闭环定位及PID控制的功能模块。通过分布式中央控制器和扩展装置相组合,SIMATIC S7-300能够操作的模块数量得到了扩展。
立式压滤机工作过程中能准确采集相关的模拟量是实现模拟量准确控制的前提,此功能可以通过PLC配置模拟量扩展模块来实现。西门子S7-300系列PLC和SM323功能模块相配合,既能够满足对模拟量数据采集的准确度要求,又能够为系统控制提供足够的驱动功率。变频器VFD370CP43B-21的正转启动通过中间继电器实现控制,并将运转反馈信号传输至PLC输入点。除此之外,西门子PLC控制系统一般还会配置相应的安全报警功能以及紧急状态停机功能,以进一步确保设备使用者的人身安全。
5 结语
PLC已经成为未来工控产品开发中不可忽略的重要组成部分,以西门子PLC为核心构建的电气控制系统,能够保证立式压滤机的安全、可靠运行。针对模拟量采集及控制等关键技术,研究者应该深入分析基于PLC和扩展功能模块的相关性能要求,在此基础上实现可靠的控制系统设计方案。
[参考文献]
[1] 何军.BLZG38型全自动立式压滤机的开发设计[J].过滤与分离,2007,17(2):39-41.
[2] 刘建民.用PLC实现立式压滤机的全自动控制[J].自动化应用,2010(3):36-38.
收稿日期:2020-06-16
作者简介:刘建瑞(1986—),男,甘肅武威人,助理工程师,研究方向:盐湖卤水提锂电气自动化应用技术。
猜你喜欢
农业灾害研究(2022年1期)2022-05-07
中国信息化(2022年4期)2022-05-06
中国新通信(2022年4期)2022-04-23
中国新闻周刊(2014年14期)2014-05-14
中国信息化·学术版(2013年5期)2013-10-09