
CAXA数控车的应用研究
2020-09-26 14:25邢文娟
河南科技 2020年23期
关键词:软件
邢文娟


摘 要:随着我国制造业的飞速发展,机械制造业迎来了新的挑战。数控作为这一行业的领导者,对整个加工制造业来说,数控有着不可替代的地位,尤其是精密零件的制造、军工制造等。随着零件的越来越复杂,自动编程应用越来越广泛。
关键词:CAXA;数控车;软件
中图分类号:TG519.1文献标识码:A文章编号:1003-5168(2020)23-0072-03
Abstract: With the rapid development of China's manufacturing industry, the machinery manufacturing industry is facing new challenges. As a leader in this industry, CNC has an irreplaceable position for the entire processing and manufacturing industry, especially the manufacturing of precision parts and military manufacturing. As parts become more and more complex, automatic programming applications become more and more widespread.
Keywords: CAXA;CNC lathe;software
随着零件的日益复杂,其对编程人员的要求越来越高,手工编程已经不能满足复杂零件的加工要求。为了提高编程的准确度和效率,人们要运用编程软件进行自动编程,有效解决这些难题。复杂的曲线靠人工来完成,不仅效率低,而且会出现错误。用编程软件来完成,不仅可以提高效率,保证正确率,还能大大降低人们的工作量[1]。另外,手自结合(手工编程和自动编程)可以提高整体加工效率。自动编程不仅能解决图形问题,而且可以解决刀具补偿问题,人们可以将图形在软件中画出来并进行轨迹生成,可以在加工前看到走刀路径,这样大大缩小了出错的可能性[2]。
人们在加工中会遇到不同类型的零件,有的零件用手工编程就可以轻易解决,而有的零件则不然。复杂的外轮廓无疑增加了编程难度,虽将其程序编出,其走刀路径也不是最短的,这大大制约了加工效率,此时用自动编程就显得很方便。在近几年的数控技能大赛中,自动编程应用广泛。这就对操作人员提出了新的要求,其不仅要会手工编程,还要会用软件进行自动编程。下面就CAXA数控车软件在复杂零件加工中的应用展开论述。
1 CAXA数控车在外轮廓中的应用
在数控加工中,传统的手工编程一直处于不可替代的地位,由于现如今制造业的大力发展,零件的复杂程度不断加大,运用软件自动编程越来越方便。下面列举一个外轮廓实例谈谈CAXA数控车的应用。
如图1所示,该零件的右端轮廓一直到130°角那个地方,FANUC系统运用G71指令就可以加工出来,但是如果想继续走往左边轮廓,用G71就走不了,这种轮廓内尺寸有增有减,要想用循环指令,只能用G73指令。G73指令是成型车削固定循环指令。
G73格式如下:
G73 U_ W_ R_;
G73 P_ Q_ U_ W_ F_;
运用G73指令手工编程,经过在实际加工中的检验,粗加工时间共计约6 min,其将近4 min走空刀,大大降低了加工效率。如果用在批量生产上,就会大大制约生产效率,所以其不适宜在批量中使用。那么换一种编程方法,即使用CAXA数控车软件自动编程,利用编程软件绘图自动生成程序并导入机床,如图2所示。
这就是在编程軟件上进行绘图,绘图后自动生成的走刀路径及程序。自动编程时可以由软件来自动加入刀具补偿,不需要经过机床加入刀具补偿值,方便快捷,其走刀路径简洁且空刀很少,加工效率得到很大提高。相比G73来说,其优势是效率高,使用方便。自动编程时,选择合理的走刀路径、切削路径、退刀路径是很重要的。同时,要运用软件设置好切削参数,并选用合理的轮廓加工方法。在生成加工轨迹时会提示刀具干涉角度,应根据提示的干涉角度进行及时调整,然后生成粗精加工的轨迹。
在代码生成之前,可利用本软件的仿真功能模拟实际切削过程,确保生成的刀具轨迹的正确性,同时要对G代码进行后置处理,以对应不同的数控机床,利用后置处理进行参数修改以适应本机床实际加工需要。软件生成好的程序可利用软件上的通信功能,直接通过数据线从计算机上传输给机床,也可用内存卡直接导入机床。
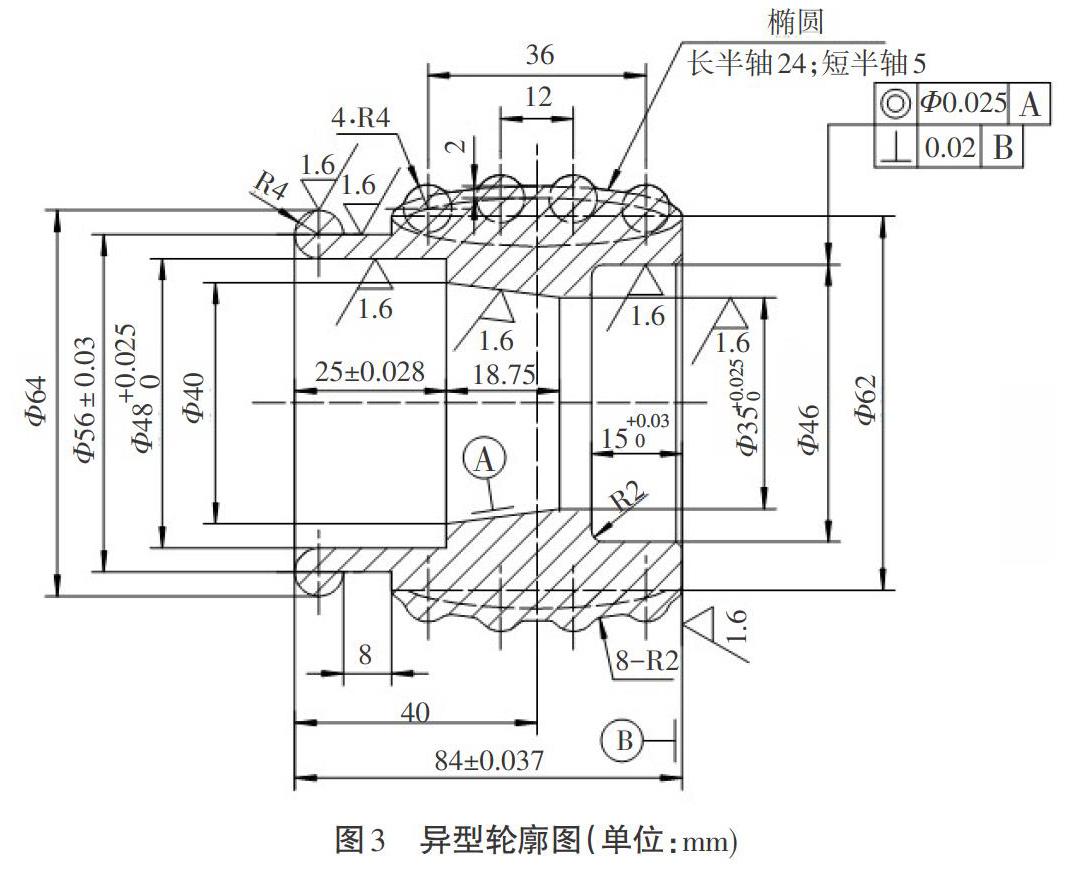
随着制造业的不断发展,零件的复杂化大大增强,手动编程的工作量也日益增大,甚至有些零件图用手工编程根本就不太实际。手工编程灵活性很强,但需要人为计算,在加工过程中,一旦出错将前功尽弃,对企业造成经济损失。下面通过图3来展示CAXA软件在计算节点时的优势。
图3不是简单线条组合,轮廓包含了椭圆和圆,它们的切点要经过计算才能确定,不难看出,这幅图有烦琐的计算,其中还有宏程序,宏程序也是这幅图的难点。如果想用手工编程,首先要解决坐标问题,上面已经提出G73的加工弊端,这幅图最简单的加工方法就是运用CAXA数控车软件辅助找点,通过软件进行自动生成程序。
图4就是自动编程软件针对CAXA数控车加工而自动生成的程序,走刀路径一目了然,不用再考虑手工的指令编程。合理的走刀路径节约了加工时间,刀补的使用保证了外轮廓精度,不用人为计算加工坐标减轻了操作者的工作量,降低了计算错误,从而提高了加工效率。
外轮廓加工中也经常会出现一些曲线,如抛物线、正弦余弦、双曲线、样条曲线等,这些曲线该如何编程呢?又該用什么样的指令来执行呢?CAXA数控车作为一款专业的编程软件,这些问题可迎刃而解。
2 CAXA数控车在内孔加工中的应用
在一般零件中,孔可分为两大类,分别是通孔和盲孔。孔的加工要素和外轮廓比起来要稍简单一些,以台阶居多,在数控上做台阶孔并不难,人们大多选用G71循环指令进行加工。但G71只能做单调变化零件,而有些孔不仅有台阶,还不是单调变化,那该怎么办呢?是不是用G73指令就能解决呢?G73指令也会面临一个问题,即它的退刀量是根据人们设置的刀偏值自动给定的,这样会造成刀具干涉。如果换用CAXA数控车软件,就可以解决这个问题。
这里用CAXA数控车来解决刀具干涉问题,通过绘图,人们可以清楚看到其加工的走刀路径,如图5所示。
3 CAXA数控车在复杂槽加工中的应用
在零件中,槽是很常见的加工要素,如退刀槽、燕尾槽、T型槽、键槽等。一般数控车零件图中出现的大多为退刀槽和燕尾槽,还有一些复杂的深槽。像一些简单的退刀槽、燕尾槽,手工编程就可以完成,但是一些连续的深槽,如果用手工编程进行分层切削就很麻烦。普通槽直接利用G01和G00指令进行编程,加工简单快捷,甚至有些退刀槽不需要编程便可加工,直接用机床上的手轮进行加工,这种方法针对深度浅且编程量不大的槽实用,对于那种复杂程度较高且较深的槽就不好解决。在加工深槽时,如果不做分层切削,排屑不便,加工过程中很容易出现崩刃情况,对工件表面及加工效率造成较大影响。但是,运用软件自动编程就不一样,它可以通过调整加工参数来调节每次吃刀深度,下面通过实例来具体分析CAXA数控车的加工轨迹,如图6所示。
类似于图6这样的槽比较多见,如果都采用手工编程不太方便。人们要合理运用编程软件进行自动编程,直观地展现加工轨迹,并根据实际情况改变加工参数,提高零件加工精度和效率。
4 结论
随着计算机技术和自动化技术的飞速发展,数控车床的优点越来越突出,其在机械制造行业的应用也越来越广泛。为了充分发挥数控车床的作用,操作者要在编程中掌握更多的编程技巧,编制合理、高效的加工程序。近年来,自动编程软件快速发展,给加工制造业带来翻天覆地的变化,其方便快捷的运用提高了加工效率,也降低了编程人员的劳动强度,是工业现代化的一个体现。如今,自动编程软件的操作已经列入数控技师考核内容,这是对现代技师的新要求,作为一名合格的数控技师,应熟练掌握该技能,每一位数控人都应该为现代制造业的发展添砖加瓦。
参考文献:
[1]苑剑业,马英强,吴永国,等.CAXA数控车实用教程[M].北京:化学工业出版社,2005.
[2]张超英.数控编程技术:手工编程[M].北京:化学工业出版社,2008.
猜你喜欢
计算机辅助工程(2022年1期)2022-04-08
作文·初中版(2021年11期)2021-12-05
中国新闻周刊(2021年8期)2021-03-17
电脑爱好者(2019年16期)2019-10-30
电脑爱好者(2018年14期)2018-08-05
创新作文(1-2年级)(2017年12期)2018-04-17
CHIP新电脑(2015年10期)2015-10-15
微型计算机(2009年23期)2009-06-01
电子世界(2004年6期)2004-07-27
