高速分切机张力控制系统研究
2020-09-26 11:26潘颂哲潘玉军吴江寿张明亮
机电信息 2020年23期
潘颂哲 潘玉军 吴江寿 张明亮


摘要:针对分切机张力控制系统设计不合理、张力控制精度低等问题,提出了3种基于PLC的高速分切机张力控制系统,即磁粉控制系统、气动控制系统及伺服控制系统,并通过分析各类控制系统的优缺点,实现张力控制系统的优化设计。
关键词:分切机;磁粉控制系统;气动控制系统;伺服控制系统
0 引言
随着我国经济快速发展,包装行业迅速兴起,并展现出了巨大的市场潜力。对于软包装行业来说,其原材料离不开纸张、胶带、薄膜等产品[1],而分切机作为这些原材料的重要加工设备,受到了市场的广泛重视。为了满足市场对不同材料的分切需求,提高产品分切的质量和分切效率,许多分切机生产企业不断改进设备性能,提高设备自动化程度,从而节省劳动力[2]。但就目前来说,这类设备仍然存在张力控制系统设计不合理、张力控制精度低、产品收卷质量差等问题[3],限制了分切机的整体速度。选择不合理的张力控制系统方案,也会制约设备的生产效率,影响设备的整体竞争力。
针对上述问题,笔者了提出了3种基于PLC的高速分切机张力控制系统,通过不同的张力控制系统设计,满足不同层次、差异化的设备需求。
1 磁粉控制系统
磁粉控制系统主要由磁粉控制器、张力板控制板配合变频系统实现。磁粉控制器主要包括磁粉制动器和磁粉离合器。磁粉制动器用于放卷张力控制,磁粉离合器用于收卷张力控制。磁粉控制器是根据电磁原理并利用磁粉传递转矩的,PLC通过模拟量输出0~10 V信号,控制磁粉的张力输出。此外,收卷轴的转动是通过变频系统速度控制实现的。变频系统包括变频器和变频电机,PLC通过模拟量输出0~10 V的速度信号,控制收卷轴的速度。磁粉控制系统控制原理如图1所示。
磁粉控制系统具有响应速度快、无污染、噪声低、结构简单等优点[4]。其缺点也比较明显,磁粉输入的激磁电流与输出的转矩正比例线性关系较差,虽能满足大部分中低端材料的分切需求,但是对于高端的开环控制的设备,磁粉控制系统效果一般。就目前而言,磁粉控制系统主要应用于气胀轴的张力控制。
2 气动控制系统
气动控制系统主要针对以滑差式气胀轴为核心、变频系统为动力的收卷张力控制系统和以气刹盘为核心的放卷张力控制系统。
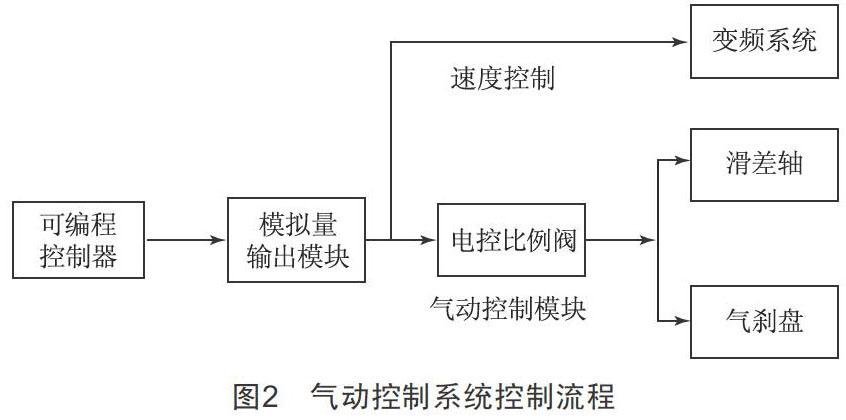
滑差式气胀轴机构设计有特殊的功能,使用空气的方法来使滑差轴运动起来,滑差轴适用的产品范围较广,对于厚、薄、宽、窄的各种产品都适合使用[5]。滑差轴主要用于分切产品质量要求比较高、速度比较快的分切设备,且滑差轴特殊分段、独立打滑及扭力设定结构,能较好地解决材料因厚薄及张力不均造成的脱卷现象,从而提升产品的分切品质。气刹盘能提供极大的扭矩张力,主要用于大卷径、宽材料的放料。无论是滑差轴张力控制或气刹盘张力控制,其控制的流程基本一致,即通过PLC输出0~10 V模拟信号,控制电控比例阀输出对应的气压给滑差轴或气刹盘,从而完成相应的张力控制。收卷轴的变频系统控制方式与磁粉控制系统的变频控制模式一致,即PLC通过模拟量输出0~10 V的速度信号,控制收卷轴的速度。气动控制系统控制流程如图2所示。
气动控制系统适用范围广,分切质量高、速度快,可解决分切材料因厚薄及张力不均造成的脱卷现象。但是其整体价格较高,对于低端分切市场来说,竞争力一般,广泛适用于中高端的分切市场。
3 伺服控制系统
全伺服控制系统是目前分切机张力控制系统中性能最好、精度最高的系统。伺服控制系统控制简单,在转矩模式下,不需要对收放卷速度进行精确控制,只需要给出相应的速度限制以及对应的扭矩输出即可完成相应的张力控制,即通过PLC输出两路模拟量信号,一路用于伺服速度限制,其速度要大于设备正常运行的线速度,另一路用于张力控制,即可完成分切系统的张力控制。
全伺服控制系統控制张力控制精度高,响应快,但是与其他系统相比,价格昂贵。在一般的中低端生产线上,很少用全伺服系统实现张力控制。
4 张力控制算法
在实际生产过程中,以中心收卷方式为例,随着收卷长度的变化,收卷直径也会不断变化,如收卷轴直径逐渐变大,而放卷轴逐渐减小。卷径的变化会引起收卷或放卷角度及以角速度的变化,从而影响张力的控制。因此在收放卷过程中,选择合适的张力控制算法尤为重要。传统的张力控制模式分为两种,一种是开环控制,另一种是闭环控制。
开环控制模式对张力控制算法的要求较高,需要通过一定的补偿机制,才能确保不同材料、不同宽度、不同卷径下的张力稳定性。一般来说,开环控制精度相对较差,可以满足绝大部分中低端材料的生产需求。通过大量实验,本文提出了一种精度相对较高、适用性较强的开环控制算法,其计算公式如下[6]:
式中:N为实时张力输出(N);N0为初始设定张力(N);W为材料宽度(mm);D为实时卷径(mm);K为张力-半径曲线系数(%)。
K值是根据实际测试效果设定的,即在不同的材料下,通过试运行分切,根据材料的实际收卷效果,设置不同卷径下的张力系数输出值,从而使张力控制更稳定,其曲线系数设置如图3所示。
针对材料的多样性和操作的便捷性,设置多组曲线参数,操作人员可以根据设置好的曲线,完成对应材料或相似材料的张力控制。
5 结语
分切机的张力控制系统配置多样,可通过不同的搭配设计,实现性能和效益最大化。除了上述3种张力控制系统以外,还可以通过收卷滑差轴加放卷磁粉制动器、收卷伺服电机加气刹盘等组合,实现分切设备张力控制系统的优化设计。
[参考文献]
[1] 王韬,王恒升,周君.自适应滑模摩擦补偿在隔膜张力控制中的应用[J].自动化与仪表,2020,35(3):88-93.
[2] 廖黎莉,芮晓光,王传洋,等.基于智能算法的高速喷气织机恒张力控制技术的研究[J].工业控制计算机,2020,33(5):115-118.
[3] 李会荣.铝箔分切机套筒夹持装置的设计[J].机械制造,2019,57(11):87-88.
[4] 高云泽,许号永,张华杰,等.一种控制卷绕压辊张力的系统设计[J].机电工程技术,2019,48(11):49-51.
[5] 谷向磊,黄长清,蔡央,等.基于PID控制器的铝热连轧张力控制系统的设计与实现[J].测控技术,2019,38(2):133-136.
[6] 潘颂哲,郑巧美,边立健,等.基于PLC的高速分切机自动控制系统的研制[J].南方农机,2020,51(8):143-144.
收稿日期:2020-07-28
作者简介:潘颂哲(1989—),男,浙江温州人,硕士研究生,助教,主要从事分切机、水钻机、模切机等PLC控制系统研发工作。