
吨称装包系统在制糖行业的应用
2020-09-25 10:42曾德美梁清武
广西糖业 2020年4期
曾德美,梁清武
(中粮屯河崇左糖业有限公司,广西 崇左 532200)
1 概述
现白砂糖装包形式主要以50kg编织袋和30kg纸袋为主,客户在使用过程中,需人工搬运糖袋至生产溶糖区再人工拆卸糖包,要消耗大量的人力物力。此外每包30kg或50kg的白砂糖在解包拆卸过程中,存在缝包线掉入成品中的风险,可口可乐、不凡帝、雀巢、养乐多等高端客户均要求制糖企业进行技术改造,改变装包方式,降低客户使用时的人力物力消耗,提高工作效率,提高使用过程的食品安全性。
2 吨称装包系统技术介绍
2.1 结构组成
2.1.1 自动紧口及挂袋机构
挂袋机构是由4个挂袋钩组成,上袋时将吨袋的4个吊耳分别挂入4个吊钩中,吊钩自带反锁装置,吊耳不会脱落。灌装结束时反锁装置会自动打开,将袋子吊耳脱出。
袋子入料口人工套入设备下料管后,下料管外部安装全包围式自动锁紧带,锁紧时袋口与下料管紧密贴合,保证在下料过程不会有反扑粉尘外泄现象,如图1所示。

图1 袋口自动夹紧装置
2.1.2 空气净化及自动吹袋系统
白砂糖包装袋内衬PE内膜袋,人工展袋时无法将PE内膜袋完全展开,下料时白砂糖易将PE内袋冲破,白砂糖外漏至编织袋和PE袋之间,不符合食品包装要求。吨称包装系统配自动吹风机,挂袋完成后,主机通过正压向袋内吹气,在极短的时间内完成吹袋工作,使折叠的包装袋完全展开,PE内袋紧靠外袋,保护PE内袋不爆裂,如图2所示。吹袋的空气经过H13无隔板高效过滤器净化处理,达到食品包装卫生要求标准,有效保障食品卫生安全,如图3所示。

图2 高压风机

图3 H13无隔板高效过滤器
2.1.3 给料系统
给料系统配置多角度、多位置控制给料器和密封蝶阀,给料器有三位垂直门结构,可以实现快上慢三级给料。快速给料时能够充分大量的加料;中速给料时可减少加料冲力,平稳过渡到慢加料;低速给料时可稳定精确地缓慢加料,有利于提高准确度。料门关闭时,料门位于垂直重力正下方,即使切断料门动力也不会出现泄露,优于单弧双位式的侧门结构。下方配接的蝶阀,密封可靠而且寿命很长,此种结构的给料系统在来料正常的状态下其加料速度可以实现25~40包/小时,如图4所示。
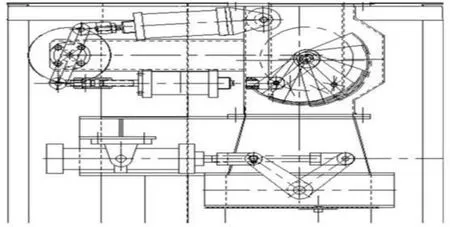
图4 给料系统示意图
2.1.4 称重系统
吨称包装称重系统采用的是国内某公司首创的上部毛重称重及传感器对角式安装的专利技术,具体结构为:在上部平台安装4个称重传感器,传感器上安装的承载板吊装称重平台,在称重平台下吊挂的包装袋重量直接传递至传感器,因而灵敏度高,稳定性好,抗过载能力强,能够克服任何方向的外力对称重系统的影响,通过GR智能程序算法可以因外力造成的称重误差排除,称重准确度、稳定性优于其他机型的称重系统。系统采用框架式结构,称量由4只不锈钢波纹管高精度称重传感器固定在包装机的框架上,具有独立的罩体,防尘、防碰,在机械上保证了电子称重的称重精度和计量速度,包装范围:1000kg/包,每包装包精确度为±0.2%,安全过载为130%,包装速度为23~40包/h,称重结构如图5所示。

图5 称重结构示意图
2.1.5 气缸式升降系统
升降部分是由四组大型气缸,四面导轨机构组成,通过连接机构作用于升降吊台,实现吨称的上下移动,配合其他系统完成灌装工作。四个气缸分别布置在平台的4个角上,端部采用万向节与升降平台链接,四个气缸同时运动完成升降动作,如图6所示。

图6 升降气缸
采用气缸做为动力源有以下优点:工作噪音小;拉力稳定,起重能力强;维护简单、性能可靠;以传统的电机作为动力源时能耗低。
在升降平台的四个面都设有X型导向轨,保障平台在升降过程中不会出现偏载现象,有效保护了气缸及连接机构,延长配件的使用寿命,杜绝因偏载导致称重误差及设备重心不稳而出现的倒塌事故,如图7所示。

图7 X型导向轨
2.1.6 自动整形系统
包装机在包装过程中可通过手动或自动方式开启整形功能,此功能是由升降系统来完成动作。在包装过程中升降平台会自动上下往复运动几次,将包装袋底与链板机接触,将袋内的物料变得紧实,分布均匀;消除袋底的凸起,提高仓储时包装站立稳定性。整形前后包装机的对比图,如图8所示。
2.1.7 除尘系统
除尘系统设计时通过包装机下料筒的三层套管的特殊机构,第一层管与第二层管所形成的空腔作为负压排尘通道,负压除尘技术可高效在灌装过程中排出袋内空气及扬尘,而且不影响计量准确度,粉尘外泄量小于20 mg/m3,如图9所示。

图8 整形前后对比图
2.1.8 自动控制系统
自动控制系统设一套独立的PLC控制系统,控制柜安装西门子SIMATIC系统和显示器。PLC采用西门子通信为PROFINET工业以太网接口,可与车间生产DCS控制系统远程联动,实现自动化包装。手动调试启动和停车,即开环控,现场任意设备可以启动和停车,根据现场需要安装蘑菇头急停按钮,便于现场停车。

图9 除尘系统除尘管结构示意
自动控制系统各模块作用说明如下。
第一,包装机自动控制系统由SIMATIC控制模块作为主控制器,通过以太网交换机同时与其他辅机的控制器相连,满足工业以太网与上位机进行通讯。
第二,PLC柜置于现场,PLC控制器用于生产过程中的逻辑和顺序控制等,可编程序控制器具有强大的集成技术功能和可扩展性强、灵活度高的设计。PLC带有二个PROFINET通讯接口,具有自动纠错功能的RJ45连接器,并提供10/100兆比特/秒的数据传输速率。
第三,每种类型的I/O通道都有备用通道,总计备用通道数量不低于15%。
第四,提供控制系统的源程序备份文件。
第五,控制柜内的信号转换器具备信号隔离功能。
第六,系统提供全套生产线主要运行状态、故障、异常、准备就绪信号,具有报表功能、报警记录,报警管理、历史数据、生产数据等实时传输,通过PROFINET以太网的变量地址形式提供给上位机,具有统计报表打印功能;完整的上下两级数据通讯方案及实施,可控制整个包装系统的工作。
第七,显示部分为西门子触摸式控制屏,中文人机交互界面,一方面可实时显示工作状态,另一方面可在触摸屏按键操作权限对可编程控制器的参数进行分级设置,并有帮助菜单进行提示。
第八,工控机为西门子SIMATICIPC3000 SMART品牌,采用工控机界面操控设备运行。界面操作显示器为24英寸,控制系统内的信息采用工业以太网采用OPC接口通讯方式将信号传递到需方指定的DCS主系统内,实现远程监视、控制及操作。
2.1.9 操作系统
核心控制部分的主屏幕画面上具有包装机正常操作所需的功能触摸按钮、数据显示、数据曲线等动态画面,在触摸屏上可以分别选择包装参数设定、误差实时曲线、误差历史曲线、数据处理等功能。可分别对包装快加料值、慢加料值、卸载和松袋进行控制及参数设定,以满足不同工况的工艺要求。
2.1.10 生产管理系统
利用核心控制部分可以显示并打印出每个班次的生产产量,如班次、重量、班累计袋数、班累计重量等。这些生产管理数据可以传输到上位计算机进行生产统计管理。
2.1.11 重量复检机系统
重量复检机的称重系统采用的是上部毛重称重及传感器对角式安装的专利技术。框架式结构,称量由四只不锈钢波纹管高精度称重传感器固定在复检机的框架上,具有独立的罩体,防尘、防碰,在机械上保证了电子称重的称重精度和计量速度。
2.2 工作流程
吨称装包系统处于待工作状态后,首先由操作工将装包带的四个吊带挂到四个吊钩上,然后将包装袋的下料口套在密封式下料筒上,此时可以启动夹袋密封开关,将袋口夹紧在下料桶上,然后启动加料开关,包装机便自动进入工作程序,快加料上下整形,增加密度下降,进入中慢加料程序达到定额重量时停止加料,跨带部分下降至输送机上。吊钩脱钩输送机自动启动,输送至重量复检称复检重量后继续输送至终点后自动停止,叉车吊走装车或者入库,工作流程如图10所示。

图10 吨称装包系统工作流程图
3 结语
随着人工成本的上涨和客户对食品安全意识的提高,对白砂糖的包装要求越来越高,根据市场摸底调查,吨糖袋已倍受客户青睐,既可以适应市场及客户的不同需求,增加白砂糖产品多样化与市场竞争力,又可以降低生产成本,提高白砂糖食品质量安全性,已成为市场发展所趋。
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
幼儿智力世界(2021年5期)2021-12-17
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
女友(2018年3期)2018-05-14
中国新技术新产品(2017年22期)2017-10-30
科技视界(2016年27期)2017-03-14
科学与财富(2016年32期)2017-03-04
西南国防医药(2016年6期)2016-12-01
