
基于CNN的胀管工序质量状态识别方法与应用
2020-09-25 06:03李晓涛李朝晖赵松涛吴淑敏
机电工程技术 2020年8期
李晓涛,关 辉,李朝晖,赵松涛,吴淑敏
(广东省智能机器人研究院,广东东莞 523808)
0 引言
胀管工序属于冷凝管加工过程中的环节,利用胀管机将穿好铜管的两器进行机械扩张,使得铜管和翅片实现过盈配合。在空调行业冷凝管的胀管工序生产过程中,其产生的胀管质量问题主要是管口质量一致性弱,具体包括管口偏小、管口偏大和管口胀裂等问题。由于铜管质地较软、管口直径较小且单件产品的管口数量较多,人工测量误差较大且很容易发生漏检某些管口的情况。现有方案中可利用图像识别技术实现管口质量的快速识别,由于加工设备较多、生产环境复杂,视觉检测设备成本过高,调试过程复杂且存在一定的安全隐患。
胀管工序质量检测的目的是要准确识别加工后管口的4种质量状态,其问题本质与设备故障状态识别等问题类似,均可转化为一种基于间接信号进行模式识别的问题。随着人工智能、制造物联网等技术的发展,对制造过程的动态感知、智能分析的能力正在不断增强,目前人工神经网络(Artificial Neural Network,ANN)、支持向量机(Support Vector Machine,SVM)等人工智能技术已成功应用于质量异常模式识别领域[1-2]。常见的有通过将人工智能技术与控制图技术相结合,先提取控制图的统计特征和形状特征后再利用人工智能技术进行质量异常趋势的模式识别。如Du等[3]提出的基于最小欧式距离的控制图用于监控自相关过程的均值漂移,同时利用支持向量回归(Support vector regression,SVR)来预测时间序列中的正常值,并在此基础上计算欧式距离再与控制阈值比较从而判断是否异常。Addeh等[4]将控制图的统计特征和形状特征与神经网络相结合,并利用布谷鸟优化算法(Cuckoo Optimization Algorithm,COA)提高分类器的泛化性能。上述方法能够较为准确地识别到质量变化趋势,但仅是针对控制图特征而非产品本身提取过多的特征进行挖掘分析,且仍需要解决单件产品质量的检测问题。
深度学习技术能够满足从产品加工过程中获取的数据出发,自动获取相关特征,精准快速地识别产品质量状态,能够大幅度提升检测效率,节省人力成本。如Li Guoqiang等[5]利用多源传感器信号,将S-transform算法与Convolutional Neural Networks(CNN)融合,提出了一种传感器数据驱动的故障模式识别方法,有更高的诊断性能和更强的鲁棒性。Min Xia等[6]结合了传感器融合技术,利用CNN结构实现了更高、更鲁棒的诊断精度。上述研究说明CNN在模式识别中具有较好的应用效果,因此,本文将研究对象的异常质量识别问题转换为设备故障诊断等模式识别问题,针对胀管工序加工过程设计数据采集方案获取能够间接反映管口质量状态的压力数据,再利用CNN模型自动获取信号特征,实现胀管工序管口质量状态的准确识别。
1 胀管工序管口质量状态识别流程
如图1所示,空调冷凝管胀管工序管口质量状态识别过程如下:首先利用胀管工序加工过程的压力信号作为数据分析基础;然后对数据进行降噪和分段等处理,基于小波尺度图和CNN构建管口质量状态识别模型;最后基于识别模型实现胀管工序管口质量状态的在线识别。

图1 空调冷凝管管口质量状态识别过程
1.1 数据采集平台
如图2所示,针对胀管工序管口质量状态识别需求,设计了由视觉传感器和压力传感器组成的数据采集平台。视觉传感器仅用于为管口质量状态提供数据标签,辅助建立准确的算法模型,由于成本昂贵仅在实验设备上使用;压力传感单元用于采集单根冷凝管所受压力,为质量状态识别算法模型建立提供数据源。

图2 冷凝管胀管工序数据采集方案
视觉、压力传感器部署数量和精度等信息如表1所示。

表1 传感器部署信息
1.2 数据预处理
胀管工序对应的压力序列有着明显的分段特征,对应胀管工序中进杆、扩管、扩口、退杆、退模这5个加工过程,结合人工经验,扩口是决定胀管4类质量状态的最重要因素,因此只以扩口阶段的压力数据为分析基础,更容易提取能够反映管口质量状态的数据特征。然而在实际生产过程中,由于产品类型等不一致,导致数据采集量不同,很难凭借人工经验根据点数位置将每次加工数据准确分为5段,具体原因如下:
(1)不同类型产品的高度不一致,一次加工的压力数据长度不同;
(2)由于数据采集方案不够精确,生产同种产品时,多次加工的数据初始点并非对齐状态;
(3)由于存在噪声干扰,不同区域段相邻的数据特征差异难以区分。
为解决以上问题,本节首先对压力数据进行缺省值及奇异值处理和小波降噪,然后基于差分叠加法实现压力数据分段。
1.2.1 缺省值及奇异值处理
由于采集方案不够成熟,且不同类型的产品一次加工的数据长度不同,采集数据中不可避免包含一些奇异值、缺省值,对奇异值进行平滑处理以及缺省值进行补充,对信号采集不稳定因素导致的缺省值现象,使用空缺值前紧邻一个值补充。针对奇异值现象,假设数据满足正态分布,使用3δ原则进行异常点识别,即如果多次加工的压力数据集合中存在某个时间点的数据值距离该时间点数据分布所服从的正态分布均值μ超过了3δ范围,则认为该数据点为奇异值,使用前后两点的平均值代替该奇异值。
1.2.2 小波阈值降噪
小波降噪过程就是利用小波分解将信号分解到各尺度中,然后把每一尺度中属于噪声的小波系数去掉,保留并增强属于信号的小波系数,最后利用小波逆变换将处理后的小波系数重构得出降噪后的信号。小波降噪的方法较多,其中以小波阈值降噪法的应用最为广泛,小波基函数和分解层数的选择、阈值λ的选取规则和阈值函数的设计,则是影响最终降噪效果的关键因素。如图3所示,小波降噪过程主要分为小波分解、阈值处理和小波重构3个步骤。
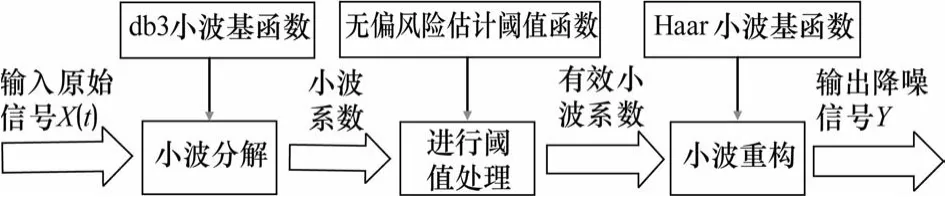
图3 小波阈值降噪流程
1.2.3 基于差分叠加法的数据分段
结合胀管加工过程特性,利用差分规则进行多次分段,不断累积分段之后新序列中点的势能大小,从而扩大和突出了不同分段区域中数据的特征,能够较为容易的选取到准确的分段点,提高了分段稳定性和效率。数据分段步骤如图4所示。
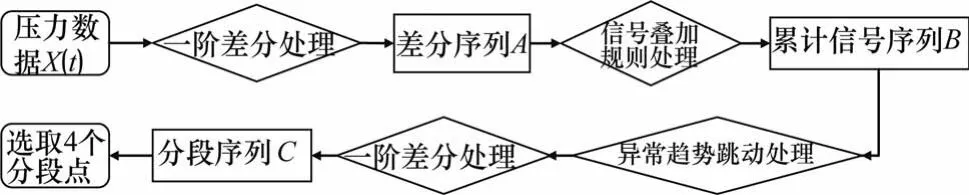
图4 基于差分叠加法的数据分段流程
1.3 小波尺度谱
小波变换是一种能够通过将时间信号系列分解到时域和频域内,从而获得时间信号系列的显著的波动模式的方法,具有多分辨率分析的特点,并且在时频两域都具有表征信号局部特征的能力。当信号完成连续小波变换后,求分解至各个子空间的信号平方和,即得到信号的小波尺度谱。小波尺度谱较好地解决信号时间和频率分辨率的矛盾,可通过调整位移和尺度变化得到能够反映信号特征变化的能量分布。对一个时间系列进行小波转换时,小波基函数的选择显得尤为重要。Morlet小波具有非正交性而且还是指数复值小波,因此采用更适用于图像识别与特征提取的Mrolet小波作为小波基函数。
1.4 基于CNN的产品质量识别模型
CNN是一种具备优异的特征提取能力的深度神经网络,现已成功应用于各种分类问题。CNN由涉及线性和非线性运算的可训练多级架构组成,每个阶段的输入和输出是一组数组,称为特征图。用于质量状态识别的卷积神经网络主要包含了以下几种层级。
(1)卷积层
在卷积层中,将输入与一组可学习的过滤器(也称为内核)进行卷积,以生成新的特征图,作为对下一层的输入。其目的是提取输入的不同特征,第一层卷积层可能只能提取一些低级的特征如边缘、线条和角等层级,更多层的网络能从低级特征中迭代提取更复杂的特征。
(2)池化层
池化层通过降低特征图的分辨率来实现空间不变性。通过将合适的运算符提取主要特征从而降低了计算复杂度,采用最大池化法进行池化操作。
(3)局部响应归一化处理层
局部响应归一化处理一般是在激活、池化后进行的一种处理方法,对局部神经元的活动创建竞争机制,使得其中响应比较大的值变得相对更大,并抑制其他反馈较小的神经元,增强了模型的泛化能力。
(4)全连接层及Softmax分类层
卷积层、池化层和激活函数层等操作是将原始数据映射到隐层特征空间,全连接层将二维特征图转换为类别的概率分布映射,再将其传递给Softmax分类器实现质量状态分类。在全连接层后面加入一层丢失层,在训练深度学习网络的过程中,按照一定的概率将神经网络单元暂时从网络中丢弃,从而减少数据过拟合现象。
2 实例与实验结果分析
2.1 实例简介与数据处理
根据工艺标准将产品质量状态分为4个等级:胀后管口尺寸小于6.60 mm时,为偏小状态,需要进行二次扩口;胀后管口尺寸大于6.60 mm且小于7.1 mm,为正常状态,此时进行下一道焊接工序时能够得到更高的良品率;当胀后管口尺寸大于7.1 mm且小于7.4 mm时,为偏大状态,若人工判断出现裂口则视为废品;当胀后管口尺寸大于7.40 mm时,由于铜管材质限制,胀后管口为胀裂状态,属于报废产品。在训练分类模型时,将训练数据集贴上4类标签,分别代表4种产品质量状态,如表2所示。

表2 冷凝管管口质量状态划分
对实验获取的数据进行缺省值及奇异值处理后进行小波阈值降噪,如图5所示,小波阈值降噪在一定程度上降低了压力信号的异常波动情况,有利于进行下一步的基于差分叠加法的动态数据分段操作。
进行5次随机分段实验,得到扩口过程对应的压力序列段为第3段,其分段长度如表3所示。从表中可看出第3段压力序列的分段效果较为稳定,可以作为后续数据分析的基础。
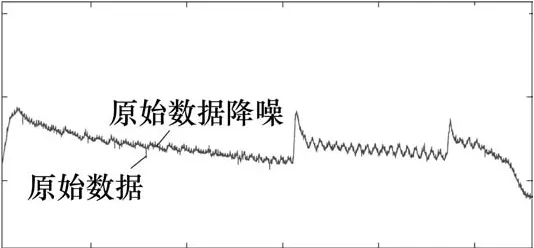
图5 小波阈值降噪
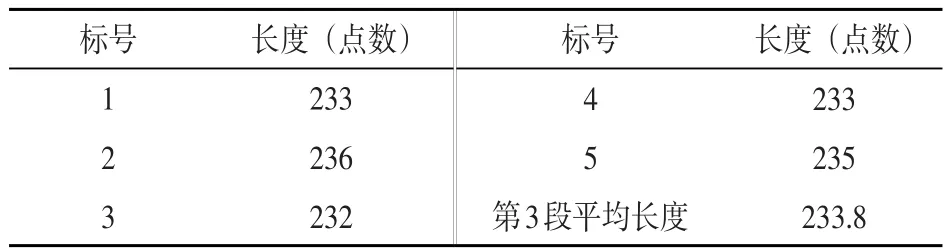
表3 5次随机分段实验分段结果对比
针对A、B两种型号产品进行实验验证,两种产品之间管口数目和冷凝管高度均不同,其中产品B的数据集仅包含偏小、正常和偏大3种管口质量状态数据,分别从产品A正确分段中的压力序列中选取2 000条、2 400条第3段分段数据序列,每种质量状态数据量相同,按照7∶3的比例分成训练集和测试集,具体如表4所示。
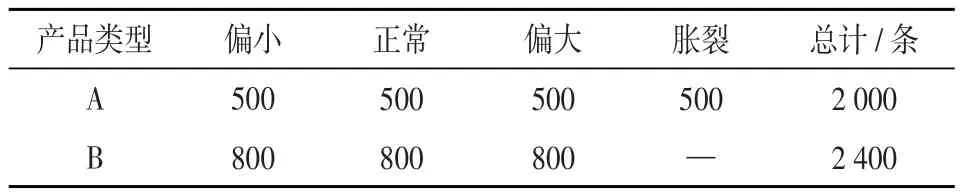
表4 实验数据集
2.2 实验过程及结果分析
在本例研究中,所有的实验使用的计算机配置为Intel(R)Core(TM) i7-7700-3.6 GHz处理器,8 GB内存和Windows版本的Matlab平台。如图6所示,CNN模型包含3次卷积和池化、2个全连接层,全连接层之间使用一次丢失层防止过拟合现象,最后采用Softmax进行分类。
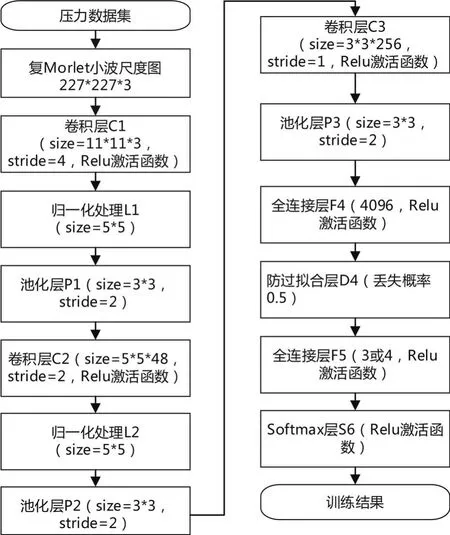
图6 基于CNN的冷凝管管口质量状态识别流程
对各类管口质量状态对应的第3段压力序列信号进行连续小波变换后,求分解至各个子空间的信号平方和,将频率归一化为0~0.5之间,从而得到信号的小波尺度谱。
图7所示为转换后的小波尺度图,4种管口质量状态对应的小波尺度谱在频带1~频带4之间有着明显的差别。经过多次实验,选择SGDM(Stochastic Gradient Descent with Momen-tum)算法优化CNN模型,MiniBatchSize设为128,设初始学习率lr=0.002,每隔50个enpoch学习率减小1倍以增快收敛速度,配置以上参数后进行训练和测试。

图7 产品A四种管口质量状态第3段序列小波尺度谱对比图
如图8所示,产品A对应的训练过程在第100个enpoch时精度已接近100%且仅出现微小的波动,设置损失值连续5次小于或等于0.001时停止训练,5次测试的平均准确率为94.46%,如表5所示。
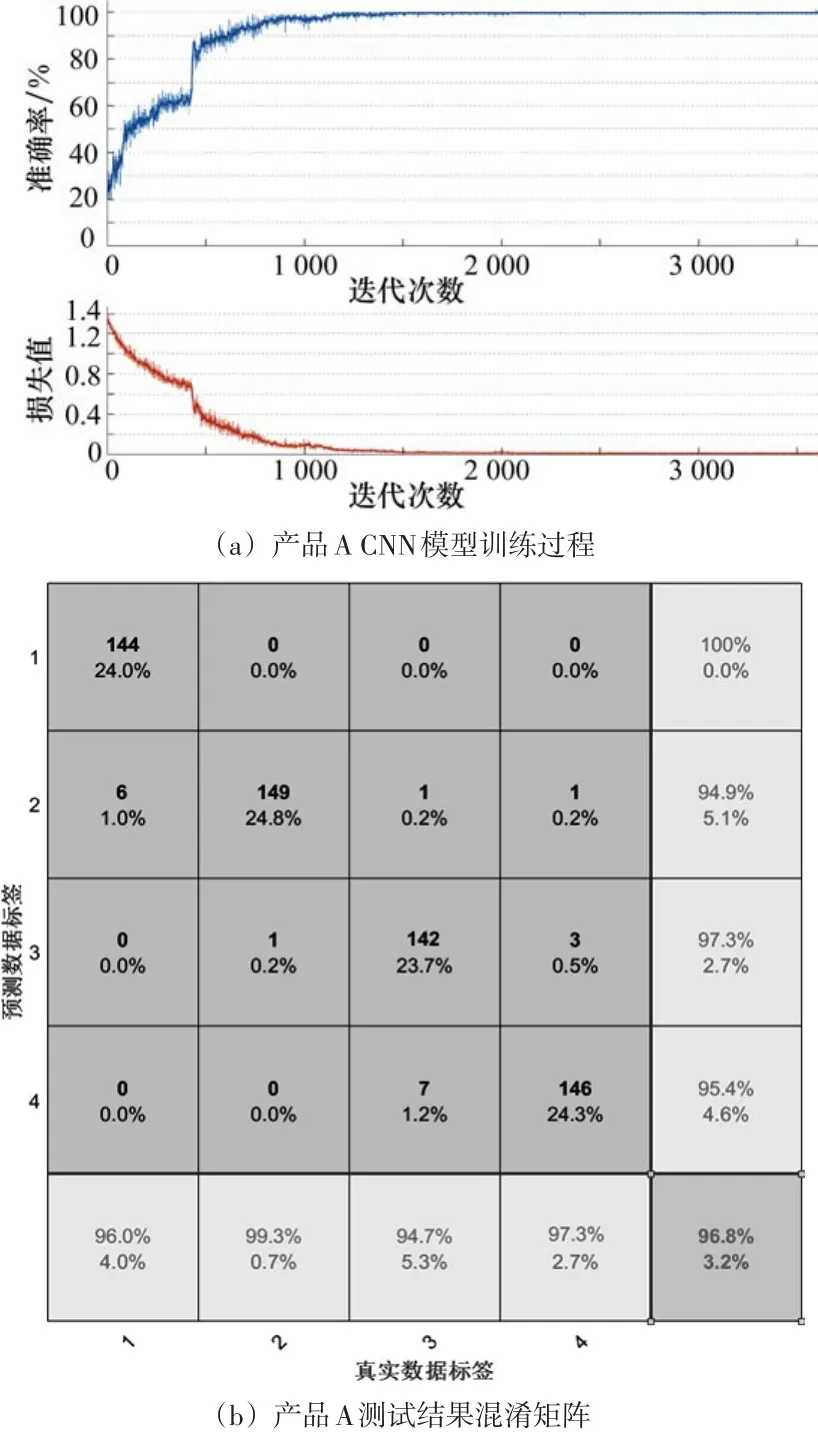
图8 训练过程和测试集结果
最后采用模式识别常用的SVM、KNN、SOM神经网络进行5次实验,求其各算法模型测试集平均准确率作为评价指标,结果如表6所示,本文提出的基于CNN的胀管管口质量状态识别模型具有更好的识别效果。
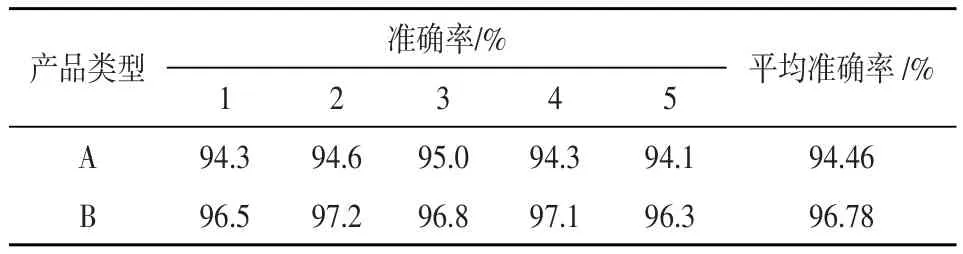
表5 5次实验结果
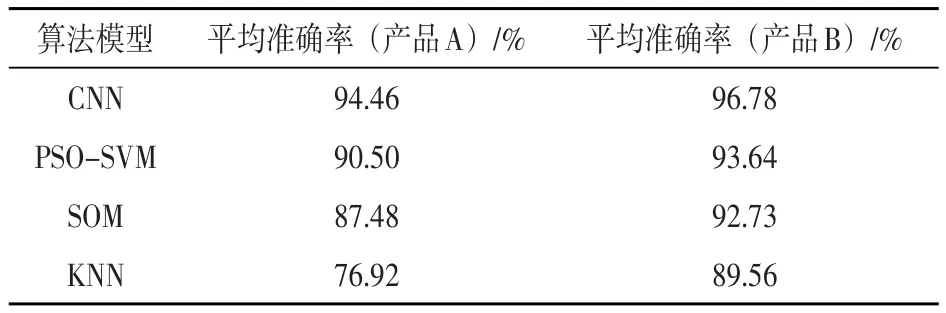
表6 不同算法识别准确率对比
3 结束语
本文针对空调冷凝管管口异常质量状态识别问题,提出了基于CNN的管口质量状态识别算法,结合胀管生产工序的特征设计了相关数据采集方案,利用小波阈值降噪和基于差分叠加法的动态数据分段技术完成对原始数据的处理,利用小波变换得到小波尺度谱,最后采用CNN网络模型进行模式识别。在测试和对比试验中,本文提出的方法得到了较好的识别效果。
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
中国特种设备安全(2022年3期)2022-07-08
科技风(2021年19期)2021-09-07
数学物理学报(2021年4期)2021-08-30
化工管理(2021年10期)2021-04-25
电子制作(2019年13期)2020-01-14
科技资讯(2019年3期)2019-04-25
小学生学习指导(低年级)(2018年11期)2018-12-03
制造技术与机床(2017年10期)2017-11-28
太空探索(2016年9期)2016-07-12
