钽钛钢复合板封头成型
2020-09-24 08:32陈本汕
石油和化工设备 2020年9期
陈本汕
(南京宝色股份公司, 江苏 南京 211178)
钽材具有具有优异的耐腐蚀性能,钽材几乎在任何环境下都迅速生成一层表面氧化膜紧密覆于基体上,且极为致密,对几乎所有介质具有不透性,一旦损坏能立即自愈,因此钽的耐腐蚀性能优于钛和锆,堪与玻璃媲美。除了氟、氢氟酸、含氟离子酸性溶液,发烟硫酸和强碱外,钽在大多数介质中不受腐蚀,在硫酸、硝酸、盐酸、王水、高氯酸、氯化物、溴化物、氢溴酸、磷酸、氮的氧化物、次氯酸、有机酸、过氧化氢等介质中都有良好的抗蚀性。但钽在300℃以上开始氧化,随着温度的升高,氧化速度加剧。钽钛钢复合板封头往往需要加热到一定温度后方可压制成型,这样钽复层表面就很容易会被氧化,从而导致钽层厚度减薄,可能影响设备使用寿命。
1 项目概况
某项目中有一台钽钛钢复合板制作的设备, 其封头材质为钽钛钢复合板(T a 1+T A 1+Q 3 4 5 R),封头规格为EHA1800×δ(2+2+50) (min(1.5+1.5+44))mm,为了更好地了解钽材在热处理后表面氧化的状况,从而制定钽钛钢复合板封头的热成型工艺,保证封头成型质量,对钽材进行了以下试验:
1.1 试验准备
准备与封头同材质同厚度的一块钽钛钢复合板试件,采用封头复合板边角料制作,试件厚度为δ(2+2+50)mm,材质为Ta1+TA1+Q345R。
1.2 试件的热处理
按封头成型温度对钽钛钢复合板试件进行热处理,热处理曲线见图1。
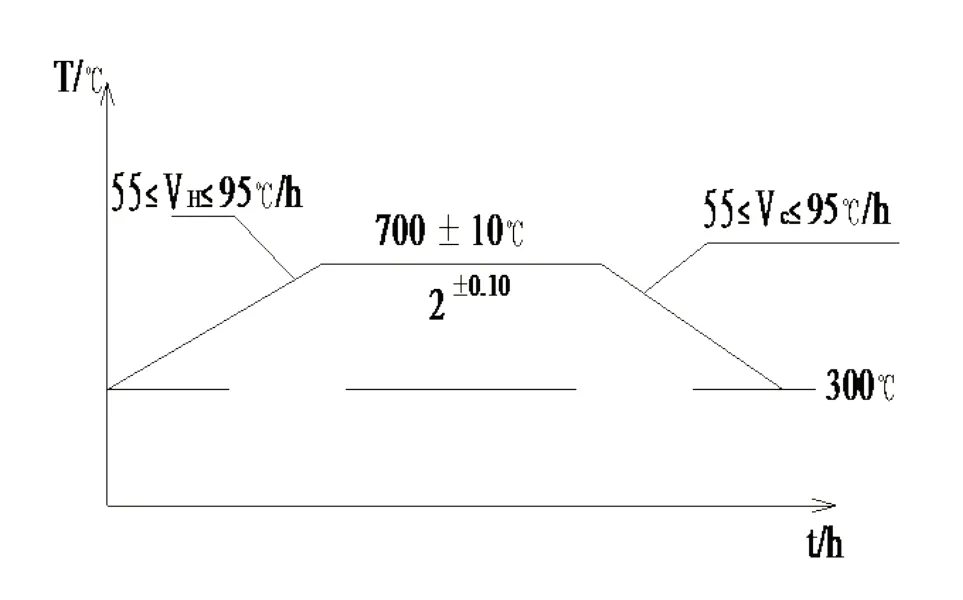
图1 试件热处理曲线
1.3 热处理后的目视检测
钽钛钢复合板试件在热处理后表面出现一层白色的氧化层,如图2所示。对钽表面进行超声波清洗,发现清洗后的溶液中有很多掉落的白色粉末,应为钽的氧化物。

图2
1.4 钽板的金相组织
在热处理后试样钽层进行取样,并对试样钽表面进行清洗。由于钽材较软(HV在100左右),较难抛磨,且容易损伤边缘倒角,不易测量其氧化层厚度,因此将钽试样进行镶嵌处理,选取合适砂纸进行磨样处理,并终选择硫酸:硝酸:40%氢氟酸以5:2:2(体积比)的配比对钽材进行浸蚀,其结果见图3、图4。
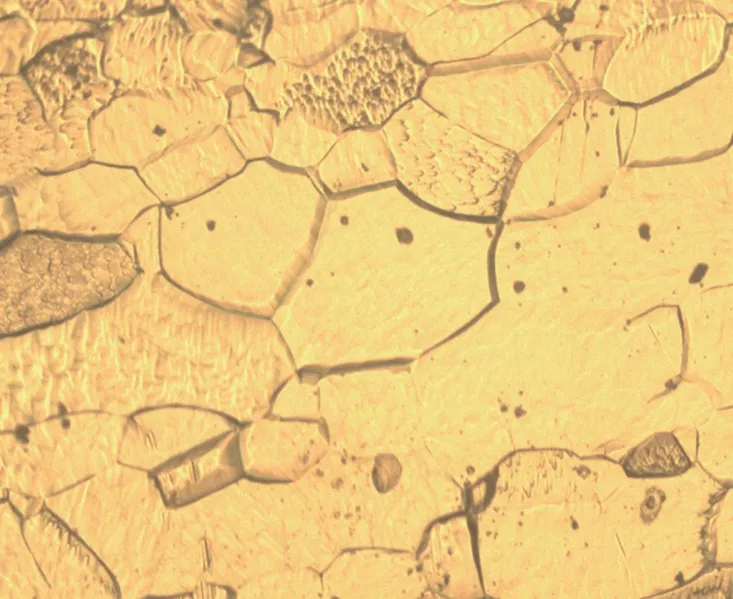
图3 试样截面200倍下的金相

图4 试样截面500倍下金相
从金相图中可以看到,其金相组织为固溶后的等轴组织。这是由于钽材的再结晶温度在1200℃,700℃的温度不会引起组织上的变化。但这种金相为材料内部的金相,由于氧化层太薄,通过金相方法很难对氧化层厚度进行测量,需要经过电镜进行后续的验证。
1.5 扫描电镜与线扫描分析
在试件上重新取一试样在镶嵌状态下进行磨抛,并在通过扫描电镜和能谱线扫描观察钽材的形貌和截面处的氧含量分布,其结果如图5、图6所示,从氧含量的分布图谱上可以看到,在试样两端氧含量出现高峰值,氧化层厚度估计在30~40微米左右。
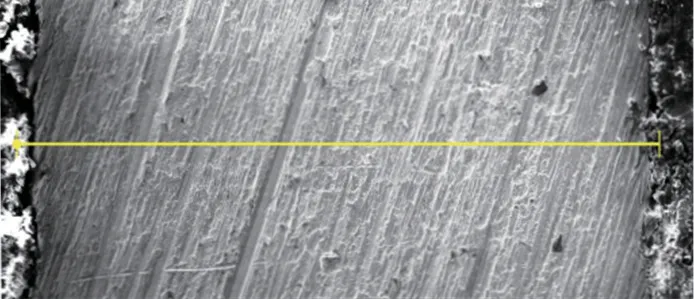
图5 试样截面的扫描电镜

图6 试样氧含量分布图谱
1.6 将上述试件剩余部分表面清理干净后再次放入热处理炉中,并按照图1再次进行热处理,热处理后发现钽表面再次出现如图2所示的白色粉末状。
1.7 试验结论
钽表面在700℃时剧烈氧化,生成一层致密的白色氧化膜,在超声波清洗时掉落白色的粉末状,氧化膜耐蚀性好,普通酸洗较难完全去除。
经过700℃的热处理,钽内部的金相组织没有变化,还未到达再结晶温度。
通过氧化量的线扫描分析,钽表面氧化层厚度预计在40微米左右,由于氧化层太薄,测量可能存在误差。
钽钛钢复合板制封头在热成型时,为保证封头成型后的厚度,需考虑钽在热加工过程中氧化减薄。
钽钛钢复合板制封头在热成型时,应减少加热次数,减少氧化减薄。
2 钽钛钢封头成型
根据上述试验结论,为保证某项目中钽钛钢复合板封头成型后封头最小厚度(1.5+1.5+44)mm,封头成型前投料厚度要求为(2+2+50)mm,成型步骤按下述要求进行。
2.1 压制前准备
(1)封头坯料钽钛钢(Ta1/TA1/Q345R)应采用爆炸复合,并对复合后板材进行100%UT检测,符合NB/T 47003.2-2009中的B2级要求。
(2)根据成型后封头尺寸,计算出封头下料尺寸为Ф2350,下料完成后将坯料四周打磨光滑,防止封头压制时四周异物掉入封头内部造成压坑。
(3)压制前对模具表面进行清理,表面不得有凸起、油污等杂物,模具表面应光滑。
2.2 封头压制
(1)封头表面清理完成后,将封头坯料送入热处理炉中进行加热,入炉温度不超过300℃,按图7加热曲线进行加热。

图7 封头加热曲线
(2)出炉后,立即将坯料放在模具上,找正并准备压制,压制前用压缩空气将钽表面氧化层吹扫去除。
(3)压制时采用一次加热压制完成,并保证终压温度大于520℃。压制时控制下压速率,避免二次加热后对钽表面再次造成氧化。
(4)封头压制成型后,空冷至常温状态。
2.3 封头成型后的检测
封头成型后按照G B/T 25198-2010标准要求对封头进行检测,尺寸、外形偏差符合标准要求;封头成型后对复合板进行100%UT检测,复合板封头贴合率应符合NB/T 47003.2-2009中B2级要求。

图8 封头压制图
3 结论
通过上述试验及封头压制,钽钛钢复合板封头或其他部件在热成型时,为保证最终成型后的复层厚度除考虑成型减薄外,还应考虑加热过程中的氧化减薄。在钽材热成型时应尽量减少加热次数,减少氧化减薄。
◆参考文献
[1] GB/T 3629-2017,钽及钽合金板材、带材和箔材[S].
[2] 张小明,王晖,张于胜,等,氧对钽合金热加工的影响[J].热加工工艺,2010,(23):201-212.
猜你喜欢
大型铸锻件(2022年1期)2022-02-12
林产工业(2021年12期)2022-01-07
火箭推进(2020年6期)2021-01-05
兵器装备工程学报(2018年9期)2018-10-11
无人机(2018年1期)2018-07-05
山东工业技术(2016年15期)2016-12-01
城市建设理论研究(2014年37期)2014-12-25
电子竞技(2014年5期)2014-03-26