激光切割技术在液晶玻璃行业的应用及发展
2020-09-22 09:38毕相群
价值工程 2020年26期
关键词:发展
毕相群

摘要:随着激光技术的飞速发展,2000年以后逐漸在液晶玻璃基板切割应用。采用激光切割,无接触、玻璃碎屑少,切割断面平滑、玻璃性能基本无变化。通过对液晶玻璃基板进行的激光切割实验,结果表明:激光波长,功率,切割速度,对玻璃切割质量影响很大,并且由于激光焦点距离限制,要求切割物体与激光切割头距离保持稳定,所以在液晶玻璃基板生产线中目前未能普遍应用,主要应用于线下,液晶玻璃基板静止状态下切割。
关键词:激光切割;液晶玻璃;发展
Abstract: With the rapid development of laser technology, it has been gradually applied in the cutting of liquid crystal glass substrates after 2000. Laser cutting has no contact, less glass debris, smooth cutting section and no change in glass properties. Through the laser cutting experiment on the liquid crystal glass substrate, the results show that the laser wavelength, power, and cutting speed have a great influence on the quality of glass cutting, and due to the limitation of the laser focus distance, the distance between the cutting object and the laser cutting head is required to be stable, so it is currently not widely used in the liquid crystal glass substrate production line. It is mainly used for offline cutting of the liquid crystal glass substrate in a static state.
0 引言
玻璃是一种应用广泛的材料,建筑、汽车、民生等诸多行业都有大量应用,随着IT产业的迅速发展,用于平板显示器与电子产品领域的液晶玻璃需求与日俱增。玻璃激光切割作为一项创新技术,发展迅速,经历了CO2激光,皮秒激光,飞秒激光。玻璃激光切割优势明显,加工精度高,断面平整、无碎屑和粉尘问题,不需要后续二次加工,对玻璃性能无不良影响。玻璃激光切割简化了加工程序,提高了加工效率。相信激光切割技术会越来越成熟,激光切割玻璃的技术的发展也将会越来越好。
1 激光的发展历史及切割原理
激光又称“镭射”,英文叫LASER,它是大量原子由于受激辐射所产生的发光行为,最早由爱因斯坦在1917年发现其原理。1990年用于制造业,2000年以后逐渐在TFT-LCD液晶玻璃基板切割应用,代表公司为日本白井公司。
1.1 激光的特点
激光定向发光,不扩散,接近平行;能量密度大,可以在极短的时间内在特定的一点处汇聚大量的能量。
激光切割是一种热切割方法。汇聚大量能量的激光束,照射到被切割的工件,激光束的焦点需要在工件表面或者表面以下,通过高温快速熔断工件,残渣被气化并被吹走,实现被切割的工件分离,达到切割工件的目的。
激光切割效率更高、可通过自动化程序控制,实现复杂路线的切割,精度更高。激光束不与工件接触,高温熔化工件,使得工件边缘强度更高,断面无裂纹和残渣,根据具体工件要求不同,可省略后续清洁等加工步骤。
1.2 玻璃的激光切割原理
与激光切割金属板料的熔断方式不同,激光切割液晶玻璃,通过汇聚高能量的激光束照射在玻璃上,玻璃局部发生熔融,造成应力变化从而使得玻璃沿激光束裂开。玻璃激光切割的方法可以分为两种:一种是熔融切割法,另一种是裂纹控制法。
熔融切割法是根据玻璃的延展性和塑性,高能量的激光束照射到玻璃表面,高温使玻璃融断,同时气流吹走熔融的玻璃碎屑,产生一道沟槽,并利用辅助的机械装置沿着沟槽把玻璃掰断,实现玻璃的切割分离。
裂纹控制法在玻璃工业内应用比较普遍。首先,汇聚高能量的激光束对玻璃表面进行加热,玻璃表面局部快速升温,从而产生很大的压应力;随后对玻璃表面快速降温冷却,快速的温度变化会使玻璃表面产生较大的拉应力和不同的温度梯度,从而使玻璃表面沿着激光束的行进方向开始裂开,再辅以机械的掰断装置加以掰断,实现玻璃的分离。
2 玻璃的激光切割实验研究及发展
在玻璃的加工过程中,影响最大的是玻璃的硬度和脆性,还有反射和透射性。机械切割玻璃的方式,具体是采用刀轮,其材质是金刚石、硬质合金或高硬度金属,刀轮通过驱动力,并有一定的压力,压在玻璃表面同时沿直线滚动,在玻璃表面划出一条沟痕,深度约为玻璃厚度的20%,刀轮在滚动过程中,使玻璃沿着切割方向产生切向张力,并沿着划出的沟痕裂开,再用辅助机械装置将玻璃沿着沟痕线进行掰断,使玻璃分割开。机械切割的玻璃边缘会因为切割效果不同,产生大小不一的裂痕和分布不均的应力,同时可能吸附大量的在切割过程中产生的粉尘和玻璃碎屑,因此必须通过后续的清洗和打磨工序对玻璃进行再次处理,增加了成品玻璃制品的造价。
2.1 激光切割玻璃的优越性
玻璃激光切割优势明显:激光束可以通过自动化程序控制,行走路线可以是直线,也可以是曲线,可以加工出不同的玻璃形状;激光切割与玻璃不接触,减少了玻璃碎屑和粉尘的产生,不会对玻璃性能产生影响;切割边缘受高温加热,产生自然回火效应,提高了玻璃边缘强度,玻璃部件更加不易破碎和损坏。玻璃激光切割断面平整、无碎屑残留,减少清洗和打磨工序,提高了加工效率。
2.2 CO2激光切割液晶玻璃實验与研究
2015年之前,激光切割玻璃大多采用CO2激光器。CO2激光器发射的激光,95%的激光能量都能被普通玻璃表面所吸收,因此CO2激光器适用于玻璃切割应用。
由于液晶玻璃不同于一般普通玻璃,液晶玻璃具有更高的稳定性,较低的密度,较高的弹性模量和韧性,所以采用CO2激光切割时具有更高的难度。
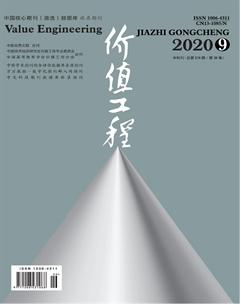
CO2激光切割厚度为0.5mm液晶玻璃实验,经过反复试验优化,选用CO2激光功率150W,切割速度300mm/s,切割效果如图1,切割试验中由于没有加冷却气体(液体)喷嘴,激光切割后,液晶面板无法快速冷却下来,导致液晶面板出现局部熔融状态,且加工表面出现热裂纹,烧边较为严重,效果不理想。
为了提高CO2激光器切割液晶玻璃的加工质量,在切割中可以引入有两个重要条件,第一个是增加冷却喷嘴,第二是预设的起始裂痕。
第一,冷却喷嘴,添加的冷却气(水)嘴,将随着激光束的移动,冷却气(水)嘴将冷空气(水)吹出,对玻璃表面受热区域进行快速降温冷却,玻璃将沿着应力最大的方向产生断裂,从而将玻璃的切割。
第二,预设起始裂纹是为了更好的实现玻璃断裂,在切割线的起始点用机械的方法划出微小的一道裂痕。若不预设起始裂痕而直接在玻璃表面进行激光切割,切割后断裂面会存在热裂纹,在激光束的路径附近无规则的扩展,切割效果会受到影响。
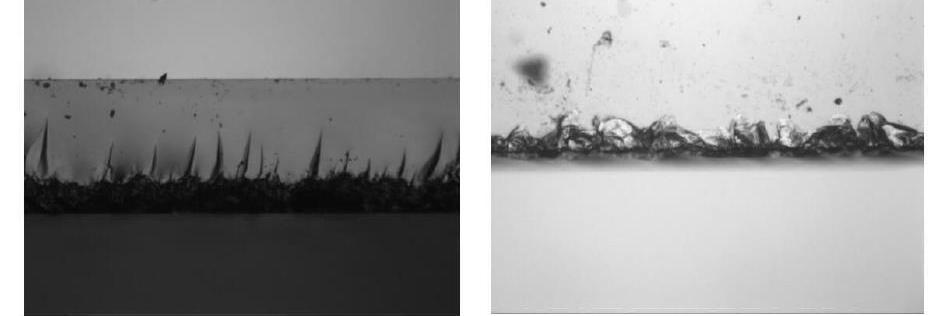
CO2激光切割液晶玻璃实验中,加入冷却喷嘴和预设的起始裂痕。切割效果如图2,基本没有产生裂痕,但是烧边依然存在,如果将烧边情况可以很好的解决,效果将不错。
通过试验结果可以看出,CO2激光切割液晶玻璃还存在一些困难,切割效果不够完美,切割速度在200~400mm/s之间,如果切割速度超过400mm/s,液晶玻璃将无法被切断,所以在大幅面的液晶玻璃切割中,CO2激光切割未能被采用。
2.3 皮秒、飞秒激光切割液晶玻璃的应用
随着激光技术的发展,2015年之后皮秒,飞秒激光器越来越多应用在玻璃切割上,可以快速,精确的切割不同形状。皮秒激光器通过快速的脉冲式打点穿透玻璃,切割完成后,玻璃并不能自身分离,需要增加一步裂片动作,使用微小的力就可以使被切割的玻璃分离。
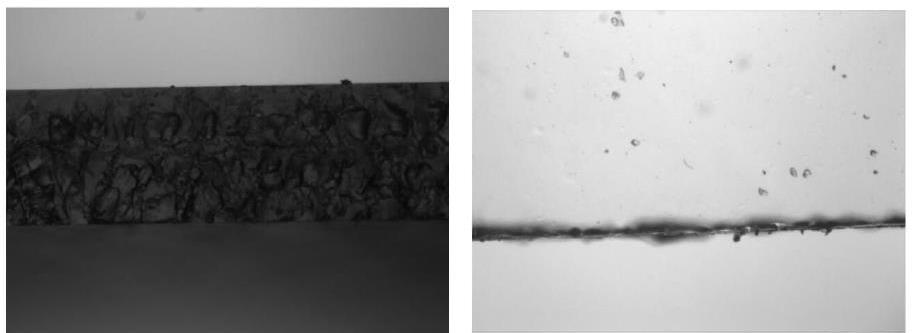
皮秒激光器切割0.3mm厚度的液晶玻璃效果,如图3所示。
可以看出,切割效果非常好,远远超过CO2激光切割和刀轮机械切割。目前液晶屏幕面板厂家进行的液晶玻璃切割都是采用皮秒或者飞秒激光器。唯一的缺点就是价格比较昂贵,一台皮秒激光器上百万人民币。
影响皮秒激光器切割的最重要一个参数是激光的焦深,激光的焦点必须精确聚集打到玻璃上面才能完成切割,激光的焦深一般在0.05mm。由于激光焦深的限制,皮秒和飞秒激光器主要应用在面板厂家小幅面的液晶玻璃切割,在线的大幅面液晶玻璃使用起来存在一定困难。需要对目前的液晶玻璃生产线进行局部改造,保证在线的液晶玻璃稳定,包括平整度和液晶玻璃的晃动或震动量在激光焦深范围内,才能很好的对液晶玻璃进行激光切割。
3 结语
激光切割技术正在快速发展,应用的领域越来越多,相信在不久的将来,激光切割可以很好的应用在液晶玻璃生产线中,充分的发挥激光切割的高精度、高效率、自动化、环保节能等优势。
参考文献:
[1]叶建斌,戴春祥.激光切割技术[M].上海:上海科学技术出版社,2012.
[2]孙晓东,王松,赵凯华,等.激光切割技术国内外研究现状[J].热加工工艺,2012.
[3]王菲,等.玻璃激光切割新技术[J].中国科技博览,2010.
[4]焦俊科,等.激光切割玻璃的研究进展[J].玻璃,2007(4).
[5]简析现代制造中激光切割技术.激光网.
猜你喜欢
中国核电(2021年3期)2021-08-13
中国临床医学影像杂志(2019年1期)2019-04-25
家庭影院技术(2018年11期)2019-01-21
红土地(2018年12期)2018-04-29
华人时刊(2017年21期)2018-01-31
北方交通(2016年12期)2017-01-15
中国卫生(2016年5期)2016-11-12
中国卫生(2015年2期)2015-11-12
当代县域经济(2015年12期)2015-03-20
创业家(2015年7期)2015-02-27