浅谈舵系校正与安装方法
2020-09-22 14:53林建伟
广东造船 2020年4期
林建伟


摘 要:本文介绍了船舶悬挂式舵系校正与安装的相关工艺要求,特别是对舵杆轴颈塑性弯曲变形修复、舵销锥体其锥度套加工、舵销轴承换新、舵销轴承安装和定位、舵机磨盘修复以及舵系组装完工试验等方面的要求提供了参考,为舵系校正与安装积累经验。
关键词:舵杆热校正;舵销加工;轴承换新工艺
中图分类号:U671.95 文献标识码:A
Abstract: This paper introduces the relevant technical requirements of the ship spade rudder system correction and installation, especially, it provides reference for the repair of rudder shaft neck plastic bending deformation, processing of rudder pintle cone and the taper sleeve, replacing technology of the upper and lower rudder pintle bearings, installation and positioning of rudder pintle bearing, repair of upper and lower millstones of steering gear, testing after assembling the rudder system, the experience will be accumulated for the correction and installation of the rudder system.
Key words: Rudder stock thermal correction; Rudder pintle processing; Bearing replacement technology
1 前言
某大型航运公司57 000 DWT散货船于2018年8月份进厂紧急修理,该轮在航行时出现摆舵困难、停航时在海浪冲击下产生很大的敲击声。拆开舵系后发现:该轮舵杆轴颈及舵杆锥体部位发生了塑性弯曲变形和扭变形;舵板上、下舵销锥体和锥度套以及上、下舵销轴承均发生松动且腐蚀严重,于是对整个舵系进行修复。
2 舵杆轴颈塑性弯曲变形修复
2.1 火工校正基本原理
火工校正实质上就是利用金属局部受火焰加热后冷却时收缩所引起的变形,来微量校正金属产生的误差,最后进行150 ℃左右退火消除内应力。
2.2 火工校正轴颈弯曲变形的工艺
(1) 将舵杆放在车床上,找出舵杆轴颈产生塑性变形处的外圆跳动量最大点A点;
(2) 将舵杆吊运到带滚动轴承的水平V型支架上,重新测量跳动量,检查其与在车床上测量的跳动量是否一致;
(3) 将舵杆在带滚动轴承的水平V型支架上进行局部预加热,在A点轴颈圆周范围内加热至150 ℃~180℃。由于该部位应力集中,受热的一侧超过屈服极限后就会发生塑性变形,从而使A点的弯曲变形得到校正;
(4) 将火焰对准A点轴颈圆周內,观察舵杆上拐档表读数,当目测跳动量增至1.5倍以上时停止加温;
(5) 使用多层石棉布包夹,使其自然降温到室温6个小时;
(6)该轮舵杆主要尺度为Φ425*L6 265,根据船舶行业标准CB/T3417—92,修理后允许外圆跳动量为0.20 mm。将舵杆吊运到带滚动轴承的水平V型支架上,如图1所示。
依次测量舵杆的工作轴颈及非工作轴颈处的外圆跳动量,检查与在车床上测量的跳动量是否一致,如表1所示。
3 舵杆键槽处扭变形修理
采用火工校正舵杆时可使舵杆键槽处的扭变形有一定的改善,但还不能满足使用要求,故需将舵杆键槽处的扭变形采用下列方法予以消除:
(1) 新加工的键槽方向,应与原键槽中心线方向垂直;
(2) 新加工的键槽底部,应有R2.5的圆弧过渡;
(3) 新键槽加工后的宽度应一致,与新加工的键按船舶行业修理标准CB/T3417-92配合;
(4) 原旧键槽在舵杆吊运安装前,应填满贝尔佐纳并光滑圆正。
4 舵机上、下磨盘的修复
(1)测量上、下磨盘的各相关尺寸;
(2)根据资料查得磨盘材料为SC42铸钢,抗拉强度为420 N/mm。现采用CO2 焊丝、TWE一711进行填焊,焊丝直径为Ф1.2 mm;
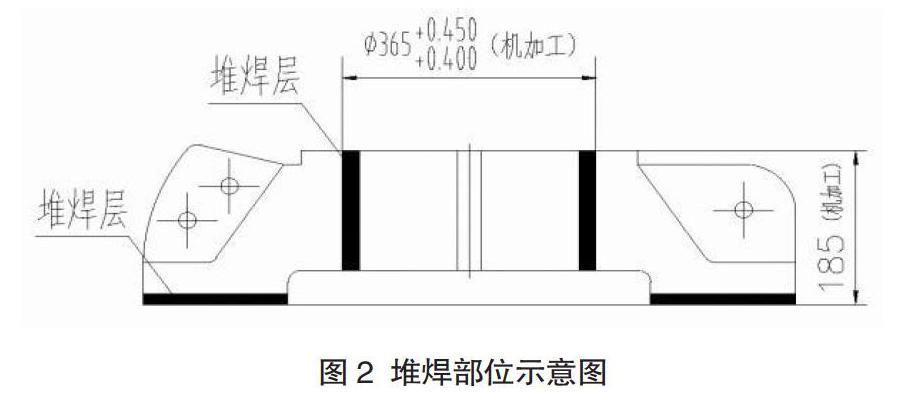
(3)对上磨盘的内孔及旧键槽预热120 ℃~150 ℃,厚度每相差3 mm堆焊一层,最后盖一层表面焊;在每层堆焊之前必须把施焊部位清洁干净,严禁用风扇等对着磨盘吹。堆焊部位,如图2所示。
(4)堆焊完毕后应对上磨盘进行退火处理,温度控制在350 ℃~450 ℃的范围,以消除焊接内应力;
(5)根据舵杆实际测量数据及上磨盘图纸尺寸对上磨盘进行加工,即将上磨盘重新上车床光内孔面及底面高度H=185,然后再上镗床重新加工键槽并与旧键原位置错开180?;
(6)上磨盘在堆焊前及加工后,都应进行磁粉探伤;
(7)下磨盘按船供图纸加工换新,材料为BC3。
5 上、下舵销锥体及锥度套加工
5.1 上下舵销锥度套本体孔加工
上、下舵销锥度套本体孔按图3所示尺寸重新镗正:
(1) 以舵叶中心线、舵杆中心线及掌面为基准,划线后校正加工内孔及平面;
(2) 划线校正后按图3所示尺寸加工锥度套本体孔;
5.2 上下舵销锥度套加工与安装
(1) 上、下舵销锥度套材料:锻纲35#;
(2) 锻件需要正火处理。
(3) 按图4所示尺寸进行加工;
(4)锥度套加工完成后用干冰作为冷剂,冷冻4小时后组装。
6 上、下舵销修理
(1) 对上、下舵销用C02保护焊在锥体腐蚀部位进行填焊,然后按图5所示尺寸加工锥体,保证锥颈长度;
(2) 在填焊时预热至150 ℃,然后对称施焊,施焊时严禁风机对着吹,焊后需要进行加热、保温、退火,并用多层石棉布包扎使其缓慢冷却至室温;
(3) 上车床校正不锈钢保护套外圆,测量跳动量及椭圆度;
(4) 车掉上、下舵销腐烂螺纹,重新加工螺纹并与新加工的螺母配妥;
(5) 下舵销加工好后应与其锥度套拂配,接触面用蓝丹着色检查,接触油斑点25 mm2不能少于3点。
7 上、下舵销轴承的换新
7.1 上、下舵销轴材料选用
舵销轴承材料有金属和非金属两大类,本次选用非金属类赛龙,其特性如下:
(1)耐磨性强: 赛龙材料的耐磨性大约是铜的100倍;
(2)摩擦系数低:赛龙的动摩擦系数为0.051,比金属轴承的 0.106低;
(3)抗冲击性强:赛龙是一种弹性很好的材料,坚韧性是橡胶的4.7倍;
(4)使用寿命长:赛龙轴承的使用寿命是其他材料的2倍以上;
(5)承载能力大:赛龙材料可以承压至70 Mpa以上。
7.2 上、下舵销轴承外径、内径、长度加工尺寸
由于上、下舵销轴承本体座孔腐蚀严重、椭圆较大,不能按过盈的方法安装舵销轴承,考虑到时间关系也不能重新镗孔,故采用填充贝尔佐纳自由定中方法。
(1) 填充物贝尔佐纳1321是在上、下舵销轴承外圆和其本体座孔之间填充,由贝尔佐纳供应商提供的填充间隙为单边6 mm,由此确定轴承外径尺寸;
(2) 舵销上车床光车,消除其椭圆度并测量其直径;
(3) 把测量得到的舵销直径数据交给赛龙的供应商计算舵销轴承内径;
(4) 由于填充了贝尔佐纳,在加工舵销轴承时,其外圆可以加工成螺纹线或在其外圆加工6条键槽,以防止轴承松動;
(5) 按照赛龙供应商给定的舵销轴承内、外径和长度等尺寸,进行轴承加工。
7.3 舵销轴承换新工艺
见图6。
贝尔佐纳1321是高分子陶瓷金属修补剂,具有防腐、耐磨、结合度高等优点,固化后具有较高的硬度、良好的化学稳定性和电绝缘性等特点。
为了保证贝尔佐纳的填充性能稳定性,对舵销、轴承座及座孔进行打砂清洁,使其露出金属表面并进行粗化和防潮处理,提高粘合度。
在轴承本体座孔底部焊一块托板,并把轴承放入本体座孔内,打紧舵销螺母进行舵销轴承的安装和定位:
(1) 试装舵销轴承,用塞尺测量轴承外圆圆周间隙,用最小值复测一次,确定最小数值并记好相应位置;
(2)在最小值位置上,选用前后左右的位置用塞尺复测一次,使其四个位置间隙相等或接近,固定好其位置再用激光复测整个舵系中线;
(3)由贝尔佐纳厂商工程师进行现场填充,约12小时后复测舵销与轴承的间隙。
8 结束语
舵系组装完毕后,按照舵系试验大纲进行转舵试验。试验结果显示:舵系平稳,没有振动现象,消除了摆舵困难的故障。通过该轮舵系修理,积累了不少宝贵经验,对今后船厂开展这方面的工作具有指导意义和借鉴作用。
参考文献
[1]船舶行业修理标准CB/T3417-92 [S]. 北京:人民交通出版社.
[2]焊接作业指导书及焊接工艺,文件编号:005,版本/版次:A/O.
[3]王亚峰主编.机械加工教程 [S]. 北京:北京理工大学出版社.