
离心机高位槽自动控制系统改造
2020-09-20 10:53罗起洪
新疆有色金属 2020年4期
罗起洪
(新疆新鑫矿业股份有限责任公司阜康冶炼厂 阜康 831500)
1 存在的问题
近几年来,随着阜康冶炼厂产能的提升,离心机系统的处理能力逐年增加,设备及附属设施的台套也随之增加,从最初的3台1250下部卸料离心机,增加到目前的7台1500离心机,高位槽也相应增加到了7台。
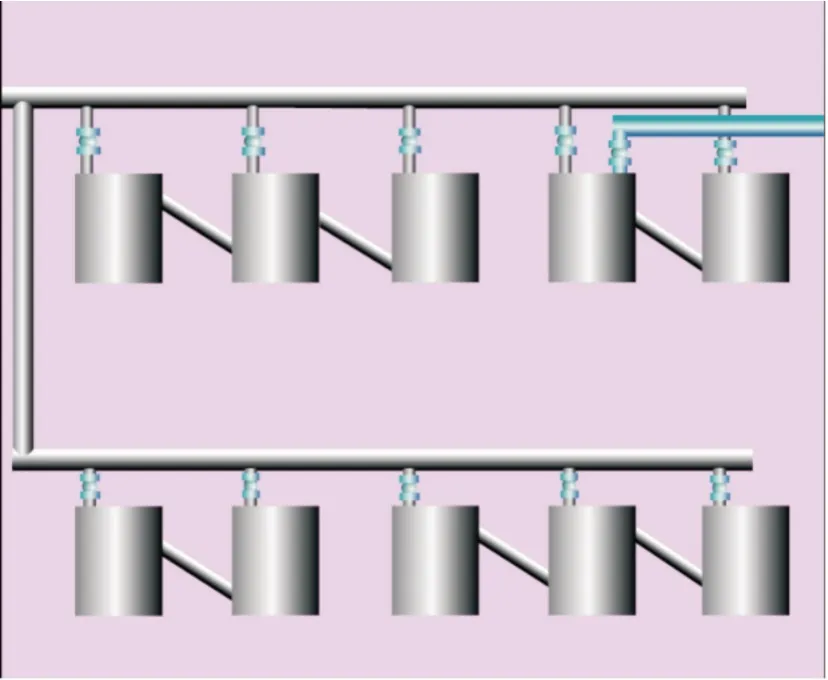
图1 离心机系统高位槽分布示意图

图2 离心机厂房一侧机组、高位槽分布
在生产过程中,由于设备分布情况限制(图2),给操作带来了诸多不便:离心机班每班当班3 人,分别负责7台离心机的操作:一人放料、打料;一人巡检楼下设备和管路、输送泵;一人负责机组操作。目前系统有2台浓密机对高位槽给料,料液密度高时,1#-3#机组、6#、7#机组脱浓密机料,4#、5#进行二次脱水;料液密度低时,1#-7#机组均脱离浓密机料液。
此设计应用过程中,负责打料的操作人员必须时刻不停的监控设备上的指示灯,在指示灯亮起时,及时关闭槽体进液控制按钮,如果关闭不及时,就会出现冒槽现象。据初步统计,7台离心机高位槽每月冒槽次数有时多达5 次,工艺系统不正常情况下,冒槽次数会更多,不仅造成资源浪费,也增加操作人员的工作量和劳动强度。
2 基于存在的问题进行分析
针对生产实际情况,结合电路控制图可以看出:原高位槽电路系统设计中只关注到了任务的完成情况,没有充分考虑现场人员设置等情况。如果在系统中引入自动控制,实现进料、打料、停机一系列动作的自动控制,则既可以降低操作人员的劳动强度,又可以减少操作意外—冒槽等现象的发生,实现资源的节约。
3 所采取的措施
根据工艺系统供料情况,改造措施分别采用两种方式进行:
方式一:根据离心机高位槽目前的工作状态,1#、2#、3#、6#、7#离心机甩浓密机矿时,4#、5#进行二次甩矿,我们需要解决1#、2#、3#、6#、7#离心机高位槽液位满时停止供料泵。
措施:在供料泵二次电路上加一个中间继电器的常闭点,电路图如图3:
改造实施后,操作程序如下:在离心机高位槽需进料时,操作人员手动打开进料阀门,开始进料。槽体液位到达液位计后,自动控制系统启动,自动停止供料,并关闭进料阀门。
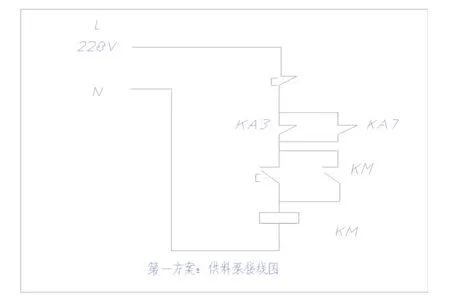
图3
方式二:1#-7#离心机都甩浓密机矿时,1#-7#高位槽均满液位才能停止供料泵运行。
措施:将3#、5#、7#高位槽液位中间继电器并联,再将5#中间继电器上串联一个小型断路器,然后把并联的KA3(3#中间继电器)、KA5(5#中间继电器)和KA7(7#中间继电器)串联到供料泵的停止按钮中。电路图如图4:
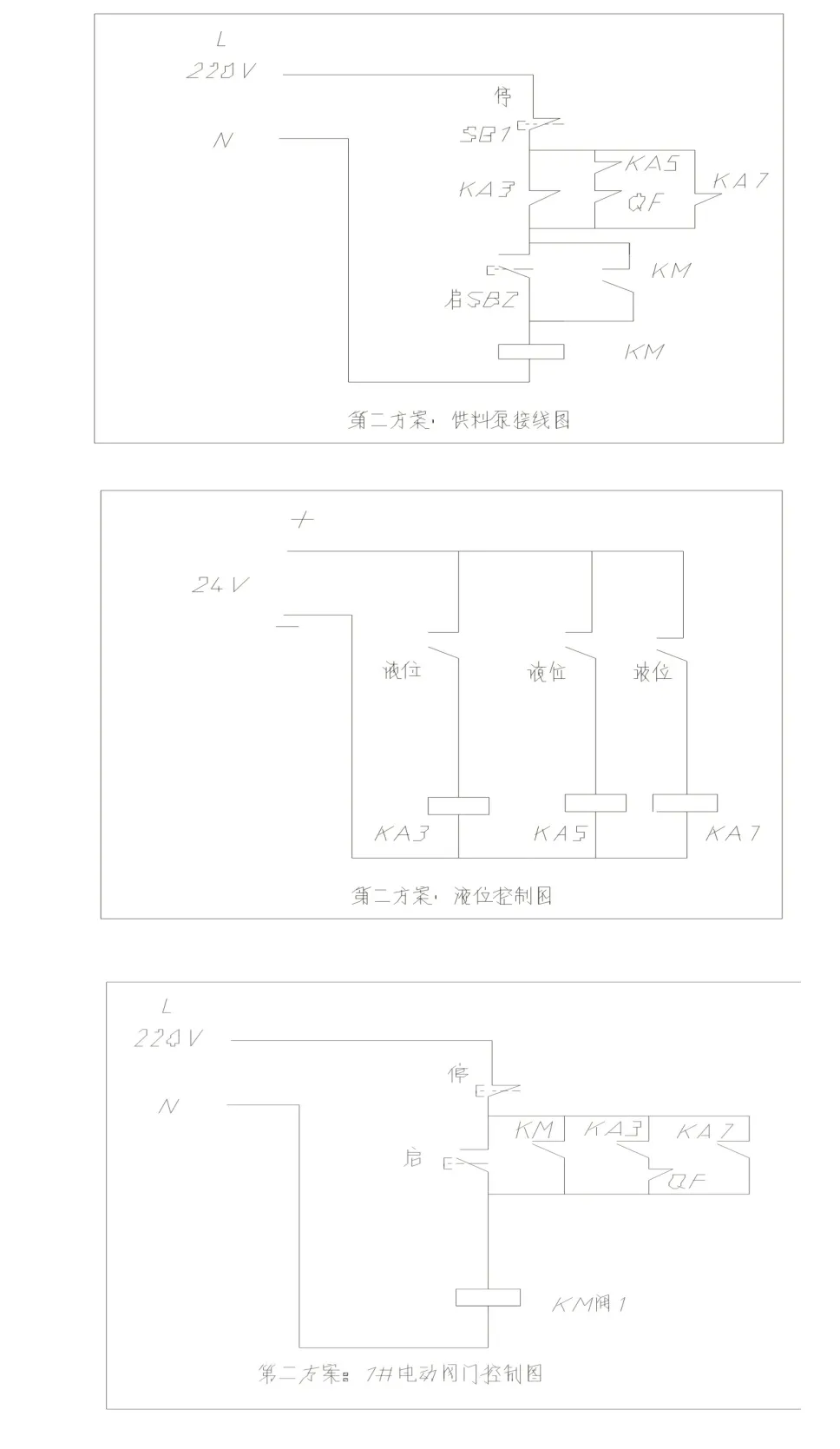

图4
改造实施后,操作程序如下:操作人员合上QF3(第二方案1#电动阀门控制图)和QF5(第二方案2#电动阀门控制图),开始进料,启动自动控制系统,如果1#、2#、3#高位槽满槽,液位到达液位计后,KA3(第二方案1#电动阀门控制图)中间继电器得电断开,自动关闭进料阀门。4#、5#高位槽继续进料,液位达到液位计后,中间继电器KA5(第二方案2#电动阀门控制图)得电断开,关闭进料阀门。6#、7#高位槽继续进料,中间继电器KA7(第二方案1#电动阀门控制图)得电断开,自动停止供料泵运行。至此,所有进料阀门均关闭,等待进入下一个循环。
4 实施效果
改造实施后,离心机7台高位槽的冒槽次数大大减少,操作人员的劳动强度大大降低,也节约了水资源。具体请看调查表1:

表1
此项改造,减轻了操作人员的劳动强度,相应减少了水资源的浪费。
5 结束语
在现代科学技术的众多领域中,自动控制技术起着越来越重要的作用。此项改造是自动控制系统在工业企业生产中间环节上的一个成功应用,改造实现了离心机高位槽进料的自动控制,对于连续生产的企业而言,具有重要意义。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
商品与质量(2020年29期)2020-11-27
探索科学(学术版)(2019年5期)2020-01-18
中国盐业(2018年20期)2019-01-14
现代制造技术与装备(2018年10期)2018-02-16
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
临床肝胆病杂志(2017年1期)2017-03-07
现代制造技术与装备(2016年3期)2016-09-05
装备环境工程(2015年5期)2015-02-28
