
江坪河水电站座环基础环安装技术
2020-09-11 09:51王勇刚
水力发电 2020年6期
王勇刚,彭 强
(1.中国葛洲坝集团机电建设有限公司,四川 成都 610000;2.湖北能源集团溇水水电有限公司,湖北 恩施 445801)
1 工程概况
江坪河水电站安装2台单机容量225 MW的立轴半伞式水轮发电机组。基础环按永久埋入混凝土中设计,下端有合适的接口,与尾水管里衬顶端焊接。座环采用无蝶形边的箱式结构,由上、下环与固定导叶焊接成刚性结构,主板采用 Q345-B 抗撕裂钢板。座环分两瓣制作、运输,在工地将座环和蜗壳各环节组焊在一起。座环用地脚螺栓固定在钢支墩上,为了校正座环在现场组装焊接和浇筑混凝土后产生的变形,利用专用精加工专机在现场加工座环与顶盖、基础环与底环的接触面。
2 施工布置
2.1 准备工作
2.1.1施工部位准备
(1)工作面已交接验收,并按机电安装要求进行现场清理。将测量控制点,尤其是机组的X-Y轴线及高程控制点,测放至安装部位的固定部位上,并进行保护。
(2)座环、基础环在组装前检查分瓣面,去除毛刺,清洗合缝面并处理高点和运输过程中造成的缺陷,保护好所有机加工面。
2.1.2技术准备
(1)仔细阅读有关设备零部件图、安装图、安装说明书、设备出厂检验记录和设备到货明细表。
(2)熟悉有关图纸及技术资料,了解设备的结构特点及各项技术要求,结合施工现场的具体情况、施工机械的配备,编制施工技术措施,经批准后施工。
(3)根据施工计划安排,按照已批准的施工方案进行技术交底,明确施工方法及质量标准、安全环保措施等。
(4)参加业主、监理工程师组织的设备开箱检查,确认数量、种类、规格无误,设备缺陷已处理。
2.1.3材料准备
钢支墩、工字钢、圆钢、拉紧器、电焊条、着色探伤剂、氧气、乙炔、磨光片及抛光片、楔子板、施工用盖板、钢平台等工装设施。
2.1.4安装设备及工器具的准备
(1)焊机、焊条烘干箱、手拉葫芦、压缝工具、组合面把合工具、气割工具、脚手架等。
(2)测试工具:3 m内径千分尺、全站仪、水准仪、钢卷尺、测温枪等。
2.2 吊装钢丝绳选用与计算
2.2.1座环吊装分析
座环采用两瓣运输,在现场把合好后,进行焊缝焊接。单瓣座环采用4点吊装,最大质量47 t,根据厂家布置的吊装吊耳位置,吊点距重心最大为3 m左右。钢丝绳长度6 m,根据计算两钢丝绳的最大夹角为38°。
2.2.2钢丝绳计算
取1.1倍的动载系数,每根钢丝绳的受力为F1=(47×9.8÷4)×1.1=126.66 kN,取安全系数k=6,则钢丝绳的破断拉力为P=126.66×6=759.99 kN,钢丝绳的抗拉强度1 770 MPa,钢丝绳的直径D2=F0×1 000×R0/k=759.99×1 000×1 770/0.33=1 301 mm,D=36.069 mm,k为某一类别钢丝绳的最小破断拉力系数取0.33。选用直径43 mm,公称抗拉强度选用1 770 MPa,长度6 m的钢丝绳可满足吊装要求。
3 施工工艺
3.1 座环、基础环安装工艺流程
设备零部件检查、清扫→基础环安装间组装及焊接→分瓣座环机坑内组装→座环焊接→基础环吊人机坑与座环把合→座环、基础环整体调整加固→蜗壳挂装焊接→蜗壳混凝土浇筑、座环、基础环监测→机坑浇筑至发电机层。
3.2 座环、基础环安装主要施工工艺
3.2.1控制点放样、基础埋设
(1)座环、基础环吊入机坑安装前,根据测量基准点、基准线和水准点及其书面资料以及国家测绘标准和本工程精度要求,将机组X、Y轴线及高程控制点用仪器引至机组轴线定位钢琴线架上。
(2)基础埋设前,根据图纸设计尺寸,检查土建钢筋网高程、方位。满足要求后,测量放线,进行基础埋设,并与土建钢筋网可靠焊接,其高程、水平、轴线均应满足设计及相关规范要求。
3.2.2座环组装及安装
(1)座环安装工作面,用水准仪检查、测量座环支墩基础螺栓,调整座环楔子板及螺纹千斤顶高度,并做好位置记号,圆周均布摆放座环调整的8个钢支墩及32 t千斤顶。
(2)座环组焊在机坑内进行。将8个支墩上的楔子板上平面调整比座环安装高程低0.5 mm,先吊装+Y方向第1瓣座环,用主厂房桥机配合初步调整对正座环厂内加工+Y方向的标记线,用千斤顶初步调整水平后,在座环内外圆用4根Φ114无缝钢管临时可靠支撑、加固,防止倾翻。
(3)吊装第2瓣,初调合缝错牙及水平,穿好合缝把合螺栓,用千斤顶精调两瓣合缝加工面错牙小于0.04 mm后,穿入定位销钉,把紧合缝螺栓,合缝面用0.04 mm的塞尺对间隙检查。
(4)机组座环为紧凑型结构,组合螺栓无法使用常规方式紧固,现场采用热拉伸的方式对组合螺进行紧固。紧固完成后,测定螺栓的伸长值应满足设计要求。
(5)在座环内搭设临时测量平台,检查测量座环上下环圆度、水平、高程、分瓣面错牙等应满足设计及规范要求。
(6)在座环周围及合缝搭设脚手架,用防火保温篷布进行可靠遮挡防风及防雨。按厂家专门的焊接工艺要求焊接座环合缝,焊接过程中对座环8个方向架百分表监控变形情况,并根据检测数据,随时调整焊接次序,控制焊接线能量,确保焊接变形在最小范围。焊接完成后按设计要求对各部焊缝进行探伤检查合格后,再次测定热伸长螺栓的伸长值。如果伸长超出了允许值范围,需重新对螺栓进行加热紧固,并对热伸长螺栓的伸长测定过程及结果进行详细记录。
(7)调整座环圆度、同轴度、固定导叶中心线高程、水平及4个轴线方位偏差等。中心偏差不大于2 mm,高程偏差不大于2 mm,水平度0.05 mm/m。调整完成后,楔子板、垫板等点焊在支墩上。
(8)用槽钢将座环下环板与预埋基础板焊连,加固过程中应对座环圆度、高程及水平进行监控。
3.2.3基础环组装、焊接
(1)在安装间准备8个临时支墩及16 t千斤顶,用于基础环的拼装焊接调整。
(2)清扫、打磨基础环各瓣坡口。用厂房桥机按厂内预装编号依次吊装2瓣基础环,用千斤顶及楔子板调整基础环合缝焊缝错牙、转轮支撑法兰面错牙,基础环加工面圆度、水平等满足厂家技术要求后,按照热伸长螺栓要求把合。先焊接组合焊缝的纵向焊缝,保证焊缝质量合格。再组装合缝面处的2小段止漏环,并封焊坡口。
(3)焊接基础环组合缝。焊接过程中测量控制基础环的圆度及水平,并根据测量数据及时调整焊接次序。焊后将加工面组合缝打磨平整。按图纸及规范要求进行焊缝探伤检查,应满足要求(见图1)。
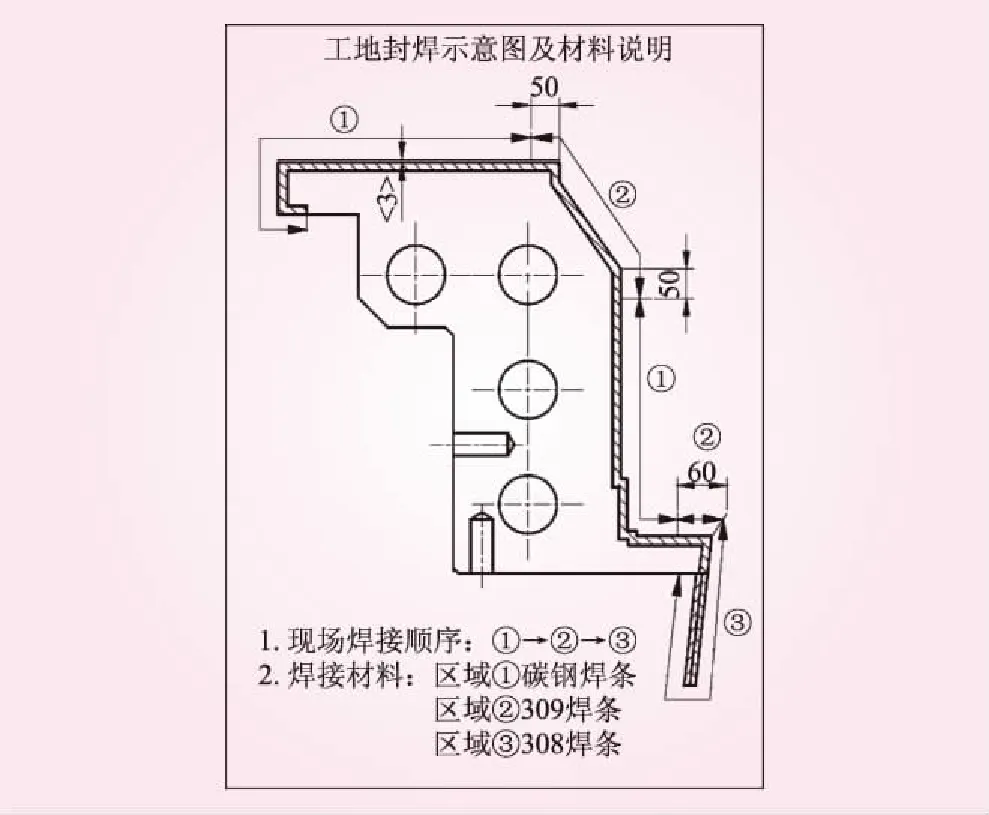
图1 基础环焊接部位示意
(4)按照图纸要求,在基础环外圆标记出基础环锚钩位置并打磨出金属光泽,按设计要求焊接锚钩。当座环焊接调整好后,将整体基础环用主厂房桥机吊入机坑与座环连接。
(5)基础环与座环的焊接在座环安装调整、基础螺杆孔二期混凝土回填及养护期达到设计要求后进行。打磨座环下环板底部焊缝连接面及基础环坡口油漆或锈蚀,用千斤顶顶起基础环,调整好与座环的同心、高程及方位后,与座环固定。
(6)根据基础环与锥管上口实测尺寸进行尾水锥管凑合节配割、安装,基础环与锥管间的环焊缝等蜗壳混凝土浇筑完成后,再进行焊接。
3.2.4座环焊接
座环焊接示意见图2。
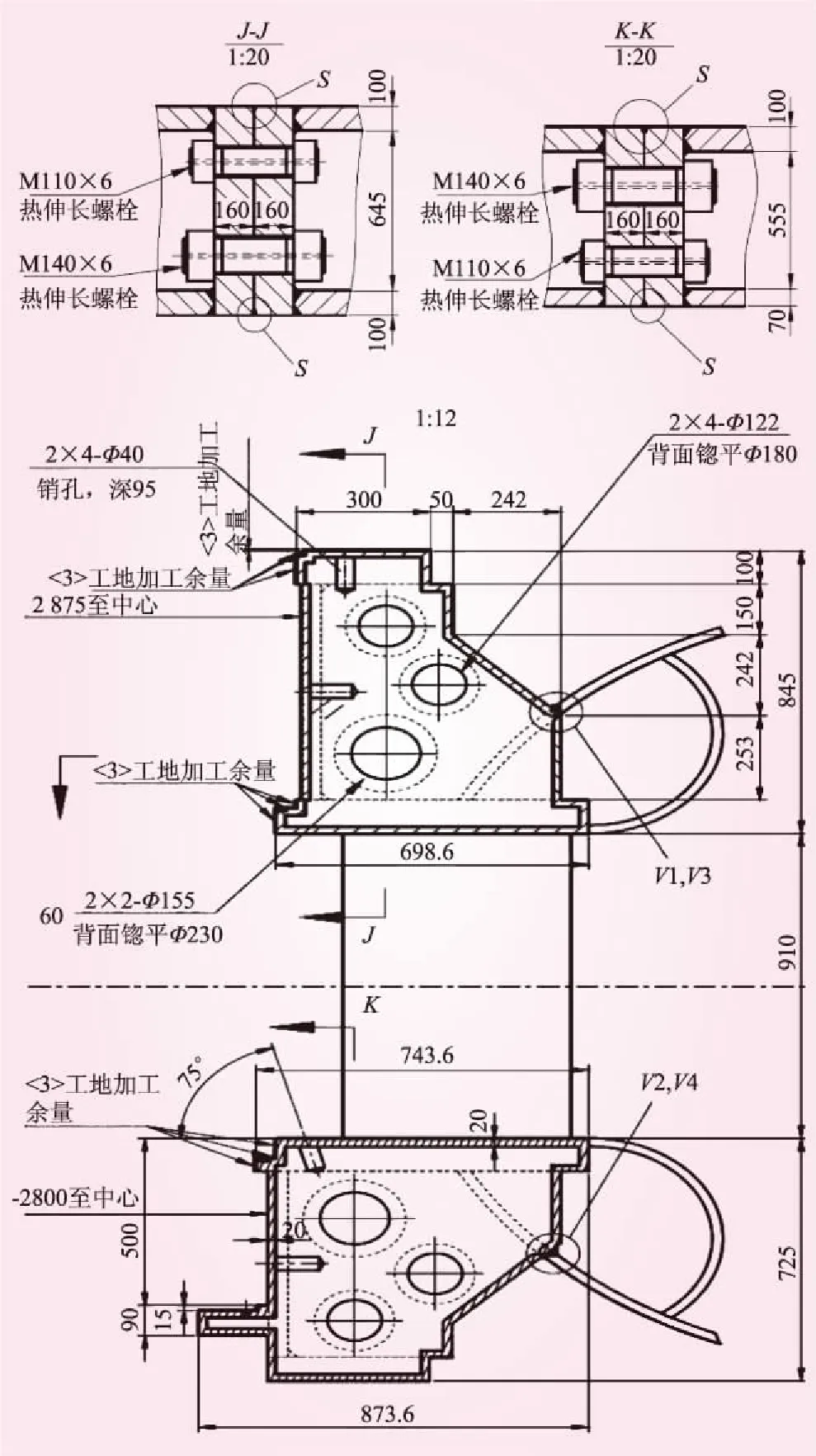
图2 座环焊接示意(单位:mm)
(1)凡参加座环、基础环焊接的焊工,应取得相应的合格证。
(2)施焊前,应将坡口及两侧20~30 mm范围内的铁锈、熔渣、油垢、水迹清除干净。检查装配尺寸和定位焊缝质量,定位焊缝上的裂纹、气孔、夹渣等缺陷均清除。
(3)施焊前必须按照焊条说明书的要求进行烘焙,烘焙温度350~380 ℃,烘焙时间1~2 h,当温度降至150 ℃时再转入保温箱保存。焊条的发放和使用应随用随取,做好记录,焊工每次携带的焊条数量不得超过80根,并放在保温桶里,使用后剩余的焊条应放入烘箱再次烘焙,重复烘焙次数不宜超过2次。
(4)焊接前应对各条焊缝进行定位焊,定位焊长度200~250 mm,定位焊焊缝厚度10~15 mm。
(5)焊缝宜持续焊接完成,若中途停止焊接,则必须采取保温措施,恢复施焊时应达到预热温度要求。
(6)由4名焊工在组合缝的位置上下对称、均匀焊接。打底焊接时必须采用小电流焊接。焊接时为减小变形,应采用分段、对称、退步、窄道焊接的工艺。
(7)多层多焊道焊接时,各层的焊接接头应错开30~50 mm,焊接时焊条的摆动宽度为其直径的3~4倍,焊缝厚度不大于5 mm。

表1 江坪河水电站1号机座环、基础环主要安装数据记录
(8)除打底和盖面层以外,其余每焊完一层均要用风铲进行锤击消应。焊后保温缓冷,冷却速度保持在30~50 ℃/h之间。
(9)焊接监测。在顶盖、底环安装面分别均布8个测点(每瓣4个),用于测量安装面水平情况,测量水平时使用水准仪进行。在上下环板内镗口分别均布16个测点,用于监测座环圆度和半径的变化,测量时采用内径千分尺测量直径的变化。在环板、过渡板等焊接位置的定位焊、打底焊、正背缝焊至1/2、焊完各个阶段均必须进行测量,并记录测量结果。开焊前,均必须测量以上数据,作为当天焊接顺序、方法调整的依据;焊接过程中,在不影响焊接的情况下随时检查以上数据,以便及时调整焊接顺序和方法。
3.2.5座环、基础环焊缝检测要求
(1)过流部分表面打磨光滑,无凸凹不平的缺陷。
(2)基础环焊缝检测做PT检测。
(3)座环焊缝需要做焊缝内部检测时根据图纸要求采用超声波检测。
3.2.6座环、基础环、混凝土浇筑监测及不锈钢凑合节焊接
(1)座环、基础环安装完成后,在机坑内整体调整,根据图纸进行整体外部加固。
(2)待蜗壳安装完毕、混凝土浇筑前,在座环轴线位置安装位移监测架,安装百分表,由专人负责浇筑全过程的监控,如发现位移超预警值时,及时通知现场监理工程师,调整浇筑工序及方位。
(3)将相应的焊缝坡口清理干净,根据基础环图纸要求安装、焊接基础环不锈钢段与尾水锥管上段环缝背后的围板;不锈钢段的环缝待混凝土浇筑完毕后再进行焊接。
3.2.7座环、基础环安装质量控制要求及指标
(1)基础垫板的埋设,其高程偏差一般不超过5~0 mm,中心和分布位置偏差一般不大于10 mm,水平偏差一般不大于1 mm/m。
(2)埋设部件安装后应加固牢靠,基础螺栓、千斤顶、拉紧器、楔子板、基础板等均应点焊固定。埋设部件与混凝土结合面,应无油污和严重锈蚀。
(3)楔子板应成对使用,搭接长度在2/3以上。对于承受重要部件的楔子板,安装后应用0.05 mm塞尺检查接触情况,每侧接触长度应大于70%。
(4)座环、基础环组合面应光洁无毛刺,合缝间隙用0.05 mm塞尺检查,不能通过;允许有局部间隙,用0.10 mm塞尺检查,深度不应超过组合面宽度的1/3,总长不应超过周长的20%;组合螺栓及销钉周围不应有间隙。组合缝处安装面错牙一般不超过0.18 mm。
江坪河水电站1号机座环、基础环主要安装数据见表1。
4 结 语
以江坪河水电站1号机座环、基础环安装为例,安装、焊接过程严格遵照本文所述方式进行,安装完成后所有控制项数据均达到优良标准。可见,通过上述技术方法进行安装,有效的控制焊接变形,可使安装质量得到有效保障。
综上所述,座环、基础环是水电站水轮发电机组的基准埋件,其中心、高程、水平的安装施工质量直接影响机组安装质量和机组发电效率,控制好座环、基础环的施工尤为重要。
猜你喜欢
科技与创新(2022年13期)2022-07-14
军民两用技术与产品(2022年1期)2022-06-01
客联(2022年3期)2022-05-31
资源信息与工程(2021年5期)2022-01-15
特区文学·诗(2021年6期)2021-12-22
当代陕西(2020年23期)2021-01-07
山东交通科技(2020年2期)2020-08-13
青春(2019年9期)2019-10-20
青春(2019年3期)2019-10-20
校园英语·上旬(2018年5期)2018-06-30
