某铝土矿敞车中梁整体上心盘组焊工艺研究
2020-09-10 11:16谭祖中王飞胡兰兰叶晖
内燃机与配件 2020年11期
谭祖中 王飞 胡兰兰 叶晖

摘要:本文针对公司研制出口的某铝土矿敞车,简要介绍箱型中梁组成主要结构,在对其整体上心盘组装及焊接工艺难点进行分析的基础上,提出工艺优化建议及措施,通过试制生产验证,确保制定的工艺方案满足整体上心盘组装质量与效率以及焊接质量的工艺要求,从而保证心盘承载面横向翘曲小于等于1mm。
关键词:箱型中梁;整体上心盘;组焊工艺
1 概述
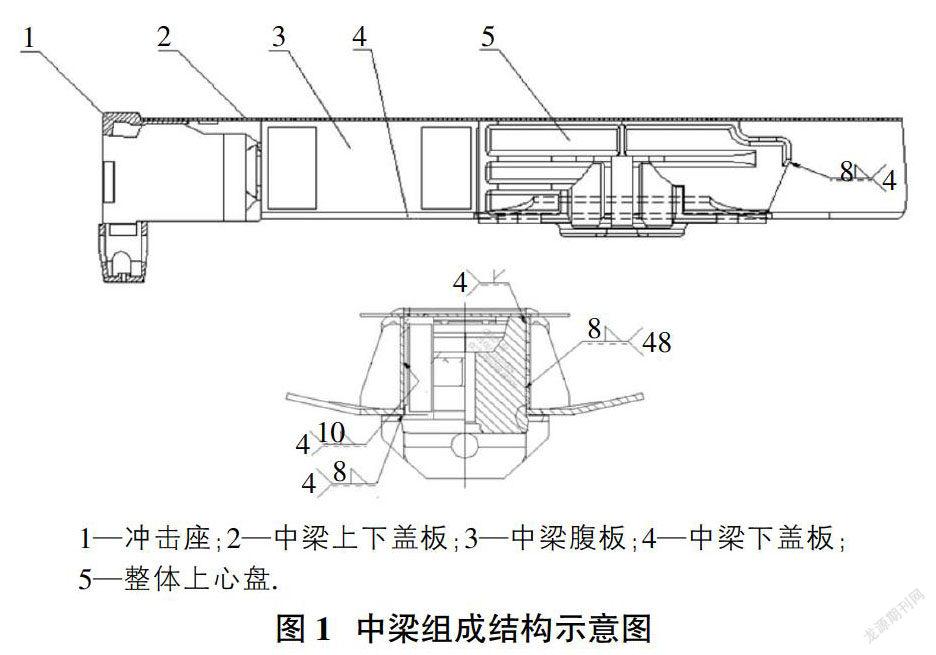
某铝土矿敞车用于在某新建专用标准铁路上运输铝土矿,适应车组不摘钩翻车机卸货作业。其中梁组成为箱型组焊式结构,主要由中梁下盖板、中梁腹板、中梁上盖板、隔板等配件组焊而成,采用B级钢整体式上心盘及C级钢冲击座,具体见图1。
箱型组焊式中梁具有较好的抗变形能力与承载能力,中梁腹板及上、下盖板均采用符合TB/T 1979-2016要求的Q450NQR1高强度耐候鋼,其中中梁腹板及下盖板为异种板厚拼接组焊而成,中间薄两端厚,在未构成完整中梁前呈现疲软状况。铁路货车各车型生产制造过程中,中梁组成往往作为底架组成及上架组成的定位基准,其在很大程度上决定了整个车辆的制造质量。而整体上心盘作为中梁组成的重要组成部分,也是铁路货车的主要承载部件,其承载着车辆部分自重与载重以及纵向冲击,因此整体上心盘的组装及焊接质量对车辆的生产制造显得尤为重要。
2 工艺难点分析
2.1 组装工艺难点
该车型采用与C80BH型不锈钢运煤敞车相同的整体上心盘,而C80BH型不锈钢敞车整体上心盘的组装工艺流程主要为:帽型钢中梁开口朝上→整体上心盘反扣吊入中梁内→液压装置压紧整体上心盘,保证上心盘加工面与帽型钢底面密贴→定位焊固定。但该铝土矿敞车中梁组成为箱型组焊式中梁,其中梁下盖板为开底结构,在整体上心盘安装位置底部完全镂空。
若完全采取C80BH型不锈钢敞车整体上心盘组装工艺,即先将中梁腹板、下盖板及上盖板组焊成箱型中梁再完成整体上心盘组装,主要存在以下两个问题:一是中梁上下盖板及腹板焊接变形不易控制,容易出现中梁扭曲现象,因其结构稳固,调校难度大,难以保证组装基准;二是无法完成设计要求的整体式上心盘与中梁腹板上端坡口焊缝焊接。若只先完成中梁下盖板及腹板组焊,再进行倒装整体上心盘,同样面临两个难题:一是因中梁腹板为异种板厚拼接而成,左右两中梁腹板易出现挠度值不一致的情况,基准不统一;二是因整体上心盘采取倒扣压装,存在与后续基准不统一,且因整体上心盘与中梁腹板高度公差,难以保证心盘上平面至中梁腹板的高度尺寸。
2.2 焊接工艺难点
整体上心盘材质为B级铸钢,具有低温冲击韧性和优良的力学性能,中梁下盖板、腹板材质为Q450NQR1,具有低磷、高强度以及高低温冲击韧性等特点,两者的化学成分及力学性能如表1所示。
根据表1可见,B级钢与Q450NQR1材质的焊接为性能及组织相差较大的异种钢材焊接。此外,整体上心盘上部形成的坡口为C25mm,与中梁下盖板坡口焊缝为C15mm,且操作空间比较狭小,施焊难度较大。若一次性完成焊缝焊接,热影响区域较大,易造成焊接接头晶体粗化,从而降低韧性及塑性指标,同时比较容易造成中梁扭曲,从而导致心盘承载面横向翘曲超差。
3 工艺方案优化
3.1 组装工艺优化
①在中梁下盖板拼接时,制作专门的拼接胎位,中梁下盖板处于压紧状态完成拼接焊缝焊接,保证左右牵引梁下盖板下平面平行度≤1mm。
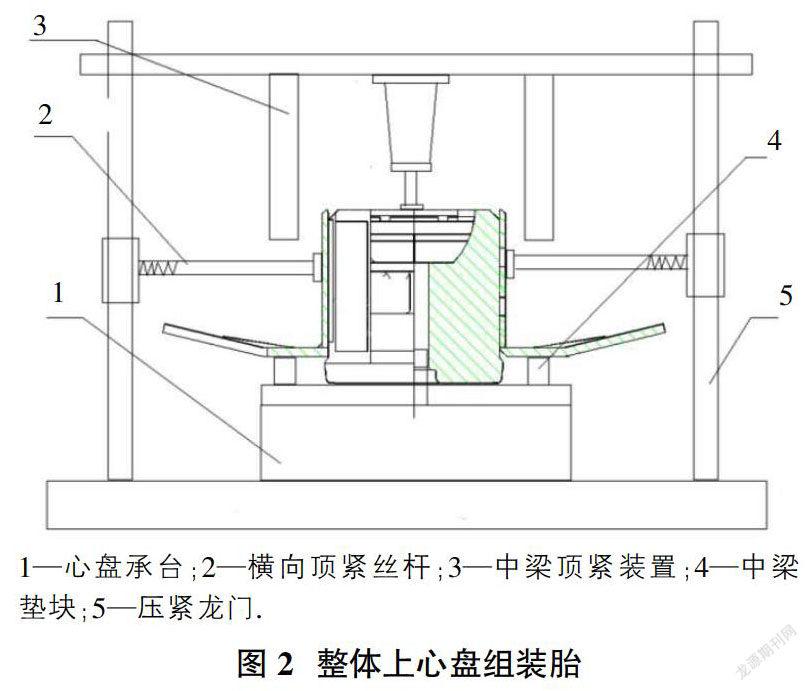
②制作专门的整体上心盘组装胎,按照车辆定距设置心盘承台面,考虑到中梁挠度,预设心盘承台在车辆定距内侧比外侧高1~1.5mm。同时在心盘承台上安放牵引梁下盖板承台垫块,垫块高度为56mm。同时在整体上心盘上方设置压紧龙门及横向顶紧丝杆,具体如图2所示。
③装配工艺流程:将整体上心盘安置在心盘承台上并定好位→将中梁吊入组装胎→压紧中梁,确保中梁下盖板与垫块贴严→顶紧整体上心盘两横向丝杆,确保中梁腹板与整体上心盘贴严→完成相应定位焊缝,固定整体上心盘。
3.2 焊接工艺优化
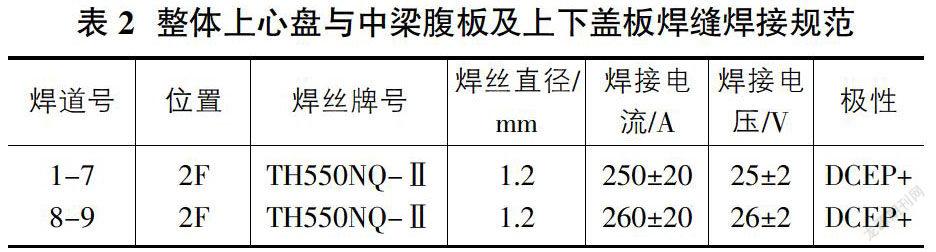
①根据公司焊接工艺评定报告,整体上心盘与中梁腹板、上下盖板的焊缝焊接采用气体保护焊,保护气体为80%Ar+20%CO2,采用?准1.2mm的TH550NQ-Ⅱ高强耐候钢焊丝,焊接规范参见表2。
②为减少焊接变形,在整体上心盘组装胎位压紧整体上心盘及中梁腹板,完成整体上心盘与中梁上盖板上部坡口焊缝焊接,焊接过程中实施多层多道焊,层间温度控制在80~150℃。在翻转胎位,中梁处于顶紧状态完成相关角焊缝焊接。
③施焊前,利用火焰对整体上心盘焊缝焊接50mm范围内进行加热,蒸发掉铸造件内部的水汽,多层多道焊接过程中,每完成一道焊缝焊接,利用砂轮机对焊缝缺陷及焊趾进行打磨。
④所有焊缝完成后,表面磁粉或着色探伤,其焊接缺陷限度按Q/QC65-019-2016《新造机车车辆焊接技术条件》中表5的重要件执行。
4 结论
通过从装配及焊接工装设计运用,以及对组装工艺流程、焊接规范参数、焊接注意事项的优化明确,有效控制了整体上心盘组焊质量。在本批次两辆试制车中未发生中梁扭曲现象,避免了组焊后中梁调校,心盘承载面横向翘曲控制在合格范围之内。
参考文献:
[1]韩向东.铁路货车中梁与上心盘焊接接头组织和性能的研究[D].2012.
[2]刘秋艳.加氢泵筒体部件加工工艺研究[J].内燃机与配件,2019(11):104-105.
[3]陈士恩,杨镇杰.机车总风缸组焊质量控制[J].内燃机与配件,2020(03):97-98.