一种小口径螺套加工专用快换工具
2020-09-10 05:53亓立
内燃机与配件 2020年22期
关键词:设计与应用
亓立
摘要:本文针对常见加工螺套过程中存在的装夹螺纹变形、螺纹破坏以及小口径螺套内螺纹无法精密加工等情况,介绍一种可以解决上述加工难点的专用快换工具。该工具主要由螺套连接筒与螺套支撑筒两部分组成,在加工具体工件时,根据工件螺纹尺寸大小,选择对应的连接筒和支撑筒,并将其与三角卡盘底座通过定位结构定位可靠后进行工件螺纹攻丝。使用该工具可有效提高螺套加工合格率和加工效率。
Abstract: This paper introduces a special quick change tool which can solve the above difficulties, such as the deformation of clamping thread, the damage of thread and the failure of precision machining of internal thread of small diameter screw sleeve. The tool is mainly composed of two parts: the screw sleeve connecting cylinder and the screw sleeve supporting cylinder. When processing a specific workpiece, the corresponding connecting cylinder and supporting cylinder are selected according to the thread size of the workpiece, and the workpiece thread tapping can be carried out after the positioning structure is reliable between the tool and the triangular chuck base. Using this tool can effectively improve the qualified rate and processing efficiency.
关键词:螺套加工;快换工具;设计与应用
Key words: insert processing;quick change tool;design and application
中图分类号:TG943 文献标识码:A 文章编号:1674-957X(2020)22-0098-02
0 引言
螺套是一种常见的机械连接零件,主要作用为保护重要零件的连接螺纹,加强螺纹连接的使用寿命和连接强度。对于需要频繁拆装的结构来说,螺套是形成互换性,便于拆装更换的唯一方式。目前螺套的加工方法根据螺套尺寸、加工设备的不同需要选择不同的加工方法,这样会造成加工效率低下,且在加工螺套内螺纹时,会存在外螺纹的装夹变形、不能保证内外螺纹同心度等问题,因此一套专用的螺套加工的快换工具对提高螺套加工效率及加工质量具有较大的实用意义。
1 普通螺套常见加工方法与问题分析
1.1 普通螺套常见加工工艺
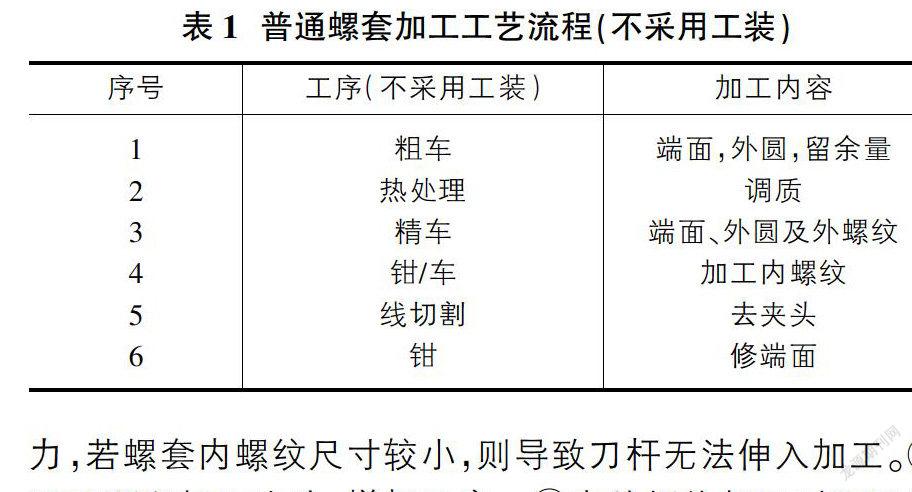
螺套的基本结构主要参数有:螺套长度、外螺纹公称直径及螺距、内螺纹公称直径及螺距。普通螺套的加工方法需要根据自身结构尺寸及加工单位设备能力来制定,常见的工艺流程如表1所示。在螺套外螺纹的加工上,可以选择板牙钳工加工或者车床车削加工。而内螺纹的加工则存在一定的加工难度,如果选择钳工攻丝加工,需要针对每一种螺套设计特定装夹工装,如果选择车床加工,首先设备要具备相应加工能力,其次,为了避免加工螺纹的变形,需要在螺套端部预留加工夹头,后续还需钳工或线切割工序去夹头,工序数量较多,加工效率较低,且无法保证内外螺纹的同心度精度。
1.2 工艺流程存在的问题
在传统螺套加工工艺过程,加工的难点在内螺纹的加工方式上,主要存在以下4点问题:①内螺纹的加工,如果选择钳工攻丝加工,不仅需要针对每一种螺套设计特定装夹工装,且攻丝完成后螺套分离困难,易损伤螺套已成型螺纹。②如果选择车床加工,首先设备要具备相应加工能力,若螺套内螺纹尺寸较小,则导致刀杆无法伸入加工。③需要预留加工夹头,增加工序。④内外螺纹加工过程无法保证同心度精度要求。
1.3 改进方向
通过分析得到以下4点改进方向:①内螺纹的加工是螺套加工的难点和重点,加工过程要保证内外螺纹加工的同心度,才能提升螺套合格率。②加工工艺过程便于操作,降低操作过程中产生的废品率。③解决小口径螺套加工的技术难点,拓宽企业加工范围。④企业生产要以高质量高效为原则,尽可能缩短零件加工时长,优化加工工艺。
2 专用快换工具的结构
基于以上对普通螺套加工过程中,存在装夹螺纹变形、螺纹破坏以及小口径螺套内螺纹无法高精度加工等问题的分析,经过广泛的实践与摸索,从保证同心度方向进行分析,设计出了小口径螺套加工专用快换工具。
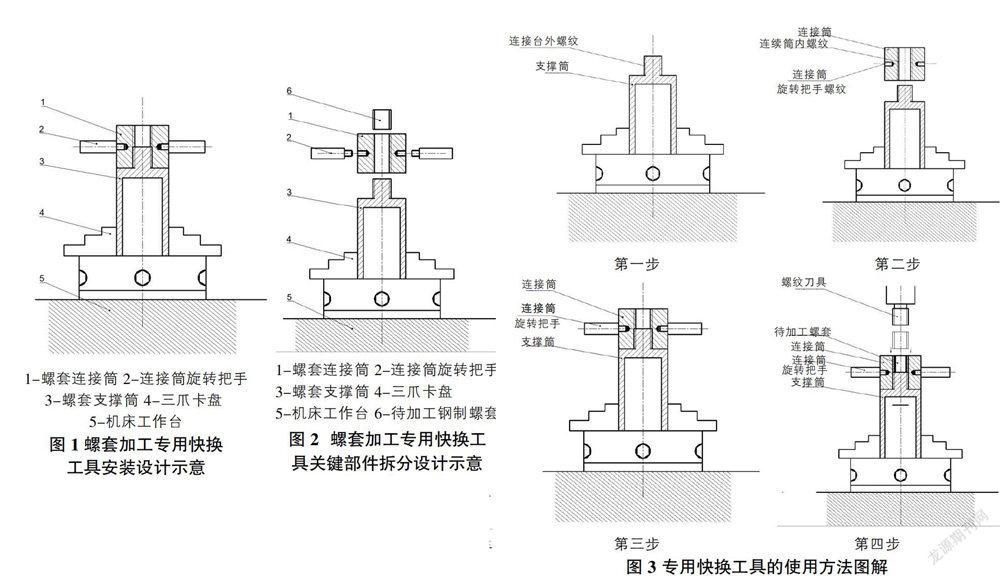
该工具可以针对普通螺套加工过程中存在的一些问题给予优化。其结构如下:小口径螺套加工专用快换工具主要由螺套连接筒与螺套支撑筒两部分组成,以螺套的中心轴线为基准,以此保证螺套内外螺纹的同心度,满足了高精度同心度要求的螺套加工要求,同时工具结构组成简单,可根据不同螺套型号制成,快速地成批量地加工同型螺套。具体结构如图1、图2、图3所示,将连接筒模拟成待加工螺套的使用环境,支撑筒顶部中央的圆筒形连接台外螺纹和连接筒内螺纹螺接后,将螺套外螺纹螺接到连接筒的内孔上部,并使钢制螺套下底面顶接在圆筒形连接台的上环形頂面,利用上环形顶面对钢制螺套进行定位,此时以螺套的中心轴线为基准,以完成螺套内螺纹的加工。整个装置中,圆筒形连接台的上环形顶面起定位限制螺套的作用,支撑筒中部设置有贯通孔,为攻螺套内螺纹容铁屑使用。在加工不同尺寸螺套时,加工对应的支撑筒和连接筒即可。
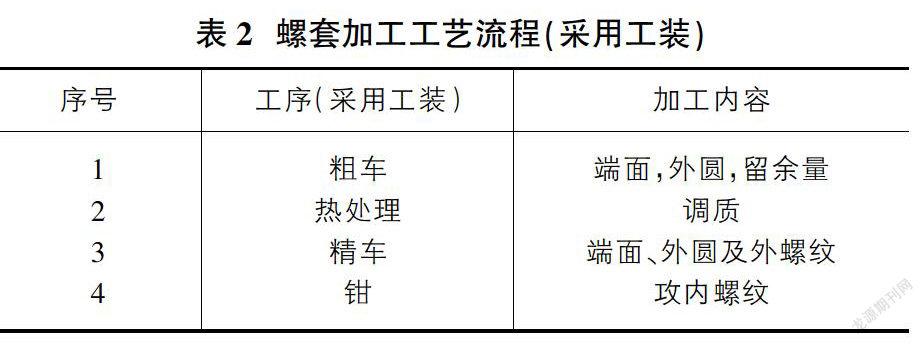
基于此,在加工螺套过程中,外螺纹选择车床加工,内螺纹选择利用本文介绍的螺套加工快换工具通过钳工攻丝加工,将螺纹加工过程从原先需要六步缩减成四步,大大提高了生产率。采用本文工装的螺套加工工艺流程如表2所示。
3 专用快换工具的使用方法
该工具使用过程简易,如图3所示。
第一步,加工带圆筒形连接台的支撑筒,在支撑筒的顶部中央设置的圆筒形连接台的外侧壁上攻出外螺纹;第二步,在连接筒的内孔壁上设置连接筒内螺纹,在连接筒的外侧壁上设置连接筒旋转把手;第三步,将连接筒螺接到圆筒形连接台上,并通过连接筒旋转把手将其旋紧;第四步,将钢制螺套通过螺套外螺纹螺接到连接筒的内孔上部中,并使钢制螺套下底面顶接在圆筒形连接台的上环形顶面上;将攻螺纹刀具深入到钢制螺套的内空中进行内螺纹的攻制,螺纹攻制中产生的铁屑排入到支撑筒中的空腔内。待攻螺纹到位后,再慢旋出丝锥,完成攻螺纹加工工作,整个攻螺纹加工过程实现了钢制螺套内外螺纹高精度同心度的要求。
4 专用快换工具的特点
本技术通过构造螺套的使用环境,以螺套的中心轴线为基准,保证了螺套内螺纹加工同心度的问题,达到高精度的加工要求。所加工螺套内螺纹与外螺纹高精度同心度,此方法实用性强,运用范围广泛、效率高、成本低,在机械行业中有一定的运用前景,对于定型产品的大批量钢丝螺套生产加工有着重要意义。
5 结语
本文通过对本文通过对如何保证小口径钢丝螺套内外螺纹高精度同心度问题进行分析及长期实践和研究,提出了改进加工方法的建议,此小口径内孔攻螺纹技术在2015年申报了“发明”专利,在此期间,多次在企业的铝制壳体、安装座等零部件中使用,实际效果良好,保证了螺套内外螺纹的同心度,使用也方便快捷,提高了公司的产品一次合格率。我们设计的螺套高精度同心度加工工具在2017年获得发明专利号,专利号为:ZL201510895839.0。本螺套高精度同心度加工工具既能保证所加工的螺套内螺纹与外螺纹的同心度,又非常简便易行,并能提高加工效率,很好地保证了批量生产高精度螺套的质量,节约了生产加工中的人力成本,该螺套高精度同心度加工工具成为解决螺套内外螺纹低同心度的有效工具。
参考文献:
[1]王飞,谢其亮,程泽平.攻螺紋垂直器的设计及使用[J].金属加工:冷加工,2019(02):55-56.
[2]刘强,孙韶渝,马晨,等.解锁螺套的加工工艺探讨[J].机械制造与自动化,2017,46(004):49-51.
[3]宋振伟.一种螺套的加工方法.
[4]卢永祥,石晓飞.小螺纹和ST螺纹的加工工艺研究[J].新技术新工艺,2014(006):20-22.
[5]刘强,孙韶渝,马晨,等.解锁螺套的加工工艺探讨[J].机械制造与自动化,2017,46(004):49-51.
[6]宋志伟.钢丝螺套内螺纹工具的设计与使用[J].航空制造技术,1994(5):31-32.
猜你喜欢
建筑建材装饰(2016年13期)2017-01-04
未来英才(2016年2期)2016-12-26
科技视界(2016年20期)2016-09-29
考试周刊(2016年45期)2016-06-24
成才之路(2016年15期)2016-06-18
科技视界(2016年2期)2016-03-30
考试周刊(2016年11期)2016-03-17