S7-400PLC和ACS800变频器在翻板机中的控制与应用
2020-09-10 05:53沈灿钢
内燃机与配件 2020年22期
摘要:本文分析了双臂曲柄摇杆式翻板机的机构组成,对传动电机进行选型,建立翻板机ACS800变频器的控制参数,ACS800变频器驱动翻板机采用转矩同步的主从控制方式。介绍了基于西门子S7-400PLC对翻板机ACS800型传动装置进行控制,优化控制后的翻板、接板过程更加顺畅。
Abstract: This paper analyzes the structure of double arm crank rocker type turnover machine, selects the drive motor, establishes the control parameters of ACS800 frequency converter of turnover machine, and adopts the master-slave control mode of torque synchronization to drive the turnover machine. This paper introduces the control of ACS800 driving device of turnover machine based on Siemens S7-400 PLC. After optimization control, the process of turning plate and connecting plate is more smooth.
关键词:翻板机;ACS800变频器;主从控制;转矩控制;PLC
Key words: turnover machine;ACS800 inverter;master-slave control;torque control;PLC
中图分类号:TH712 文獻标识码:A 文章编号:1674-957X(2020)22-0081-03
0 引言
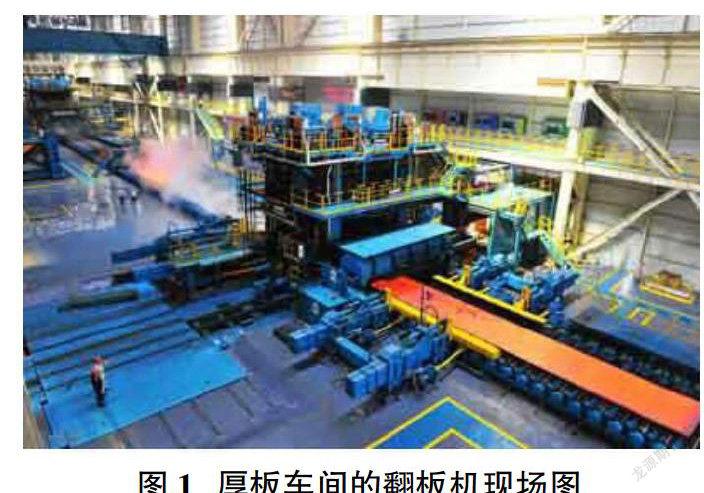
翻板机是宽厚板车间精整线上不可缺少的主要设备。其作用是将钢板翻转,将钢板的下表面翻转为上表面,以便于检查钢板的下表面质量,同时也方便对钢板表面进行相应的修整。翻板机的出现无疑是生产效率和成本的一次革命,在钢材的翻板检查中及时发现缺陷,加以修复。这样可以大大提高生产效率,使生产资料充分利用。双臂曲柄摇杆式翻板机具有独特的优点,在国内中厚板生产中得到广泛应用。如图1所示。
1 翻板机机构组成和工作原理
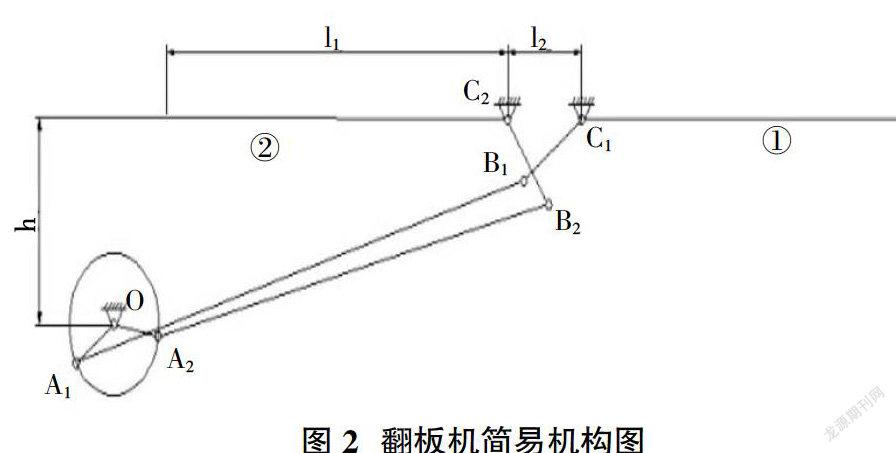
双臂曲柄摇杆式翻板机的机构简化图如图2所示。从图中可以看出,翻板机是由两个曲柄摇杆机构在曲柄轴上刚性固结组合而成的。曲柄安装在减速器的低速轴的两端,两曲柄具有一定的位置差。而驱动电机则安装在减速齿轮箱一侧。
翻臂①:送料拨杆;翻臂②:接料拨杆。
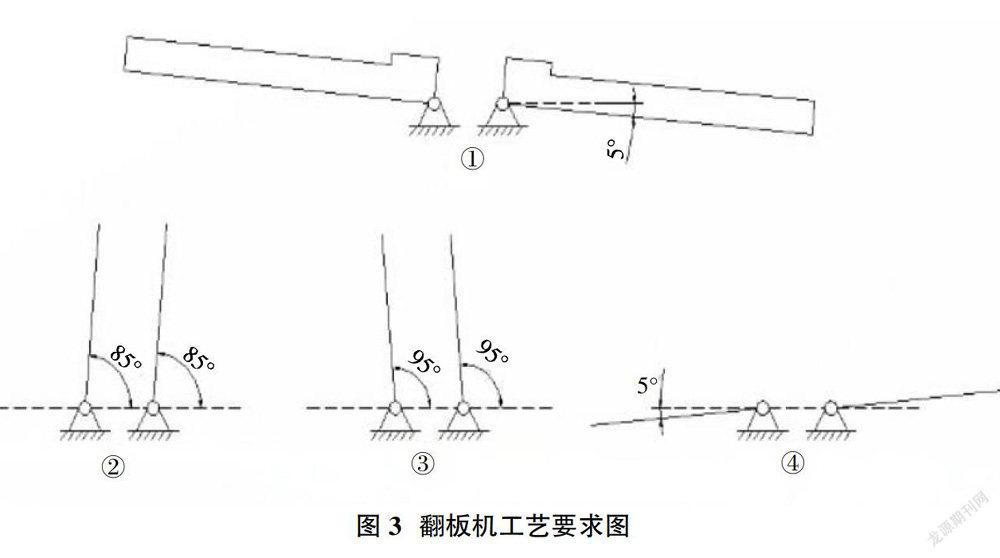
先定翻板机是5°右送料,每根摇杆轴上安装有若干拨料杆。其具体要求如图3所示,运动开始时,送料拨杆①先向下偏转5°,以达到空载的起动目的,然后逆时针托起钢板到达与水平位置成85°,与此同时接料拨杆也由原来的水平位置旋转于与送料拨杆平行或接近平行的位置。然后两拨杆夹持着钢板一起转动,开始钢板的交接。当它们共同旋转10°后,送料拨杆开始返回,直到水平位置。而接料拨杆也托着钢板返回,当它处于水平位置的时候,钢板落到辊道上,完成180°翻面。此时接料拨杆继续向下偏转到达5°的位置然后回到起始的水平位置。这样一次翻板的动作就完成了。
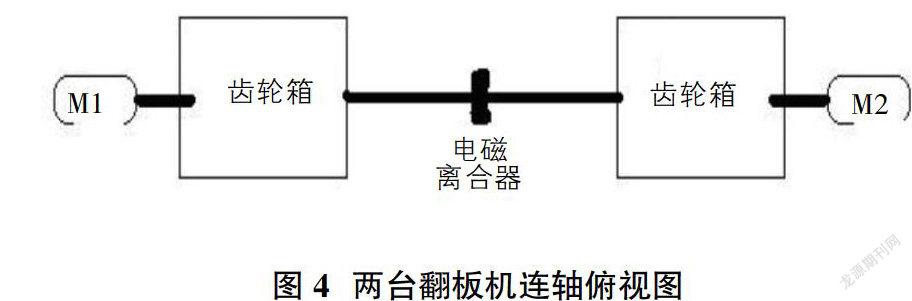
两台翻板机并排安装,两台翻板机之间用刚性联轴器接齿轮箱和离合器来实现翻长板和短板的自由切换。俯视图如图4。
2 利用PLC和变频器控制翻板机
2.1 ABB ACS800控制与参数设置
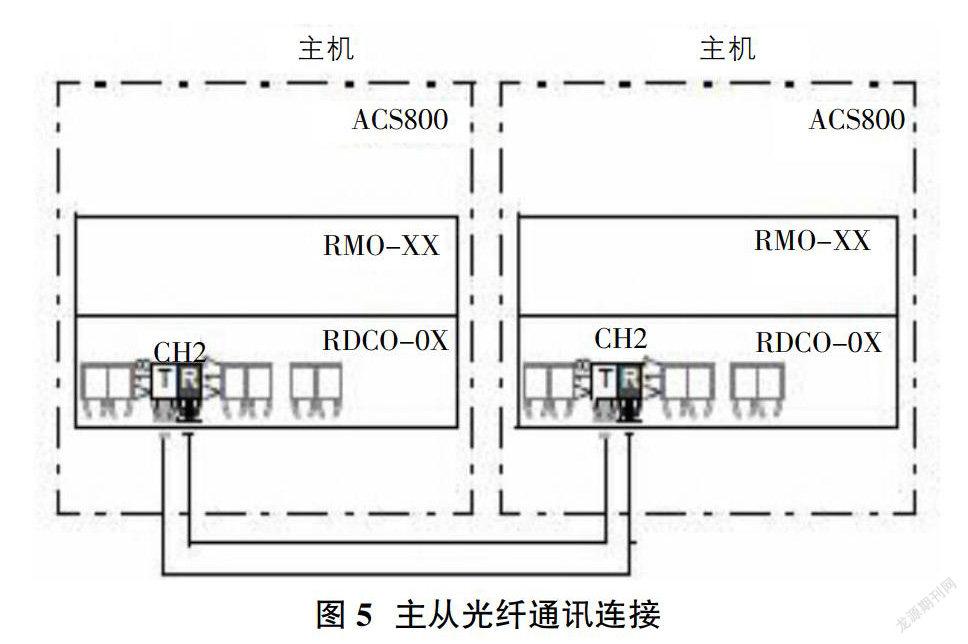
由于采用了刚性连轴同步,故在传动控制上,采用ACS800的主从传动单元对2台翻板机进行控制,让从传动单元跟随主传动单元的转矩给定。并采用环形主从通讯光纤接法,将M1做为主机,M2做为从机,如图5。
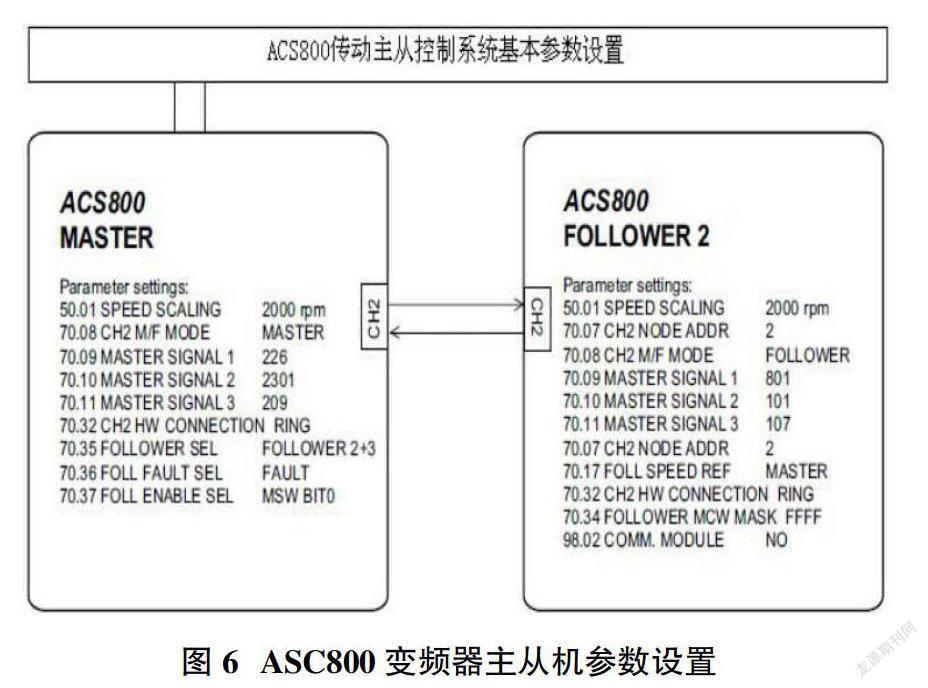
主机模式下在主传动系统中,给定转矩源地址由参数70.11 MASTER SIGNAL 3 定义。它作为数据集41 传送给从机。主控制字70.09 MASTER SIGNAL 1 和速度给定70.10 MASTER SIGNAL 2 也可以在相同的DDCS 信息中通过通讯连接进行传送。主传动系统在一个DDCS 信息中发送主机给定信号1…3,每2ms广播一次(循环通讯)。70.11 MASTER SIGNAL 3 在被发送到从机之前,可由参数70.30 MASTER SGN3,SCALE 来调整比例。参数70.31FOLLOW SGN3 SCALE 可以再次改变比例。
由于两台翻板机以相同的速度积分加速到一个确定的转速,要对从机进行速度和转矩控制。在转速控制和转矩控制之间需要一个快速切换开关。这种切换至可通过控制外部控制系统的参数26.01 TORQSELECTOR通过现场总线控制系统来实现。翻板机主从控制系统基本参数设置如图6。
2.2 PLC硬件配置
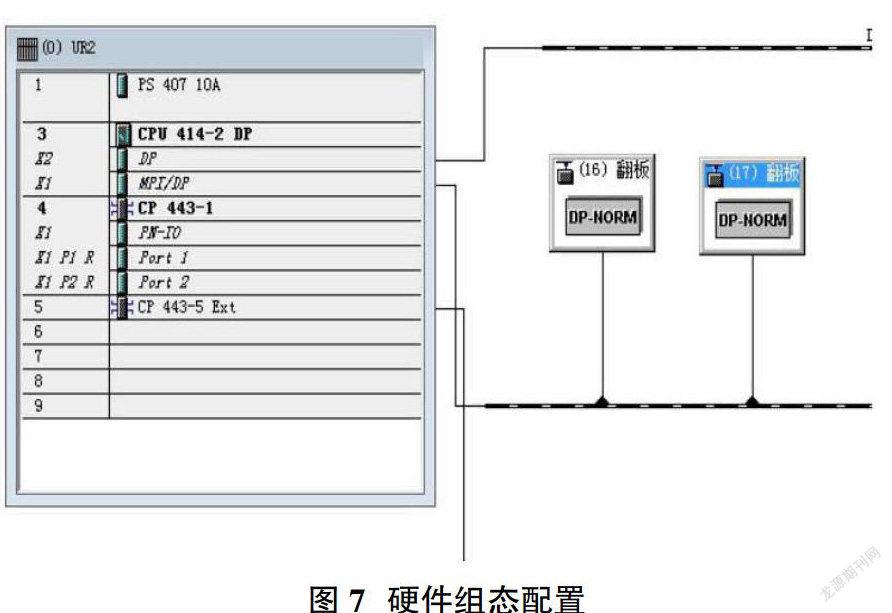
选用西门子S7-400PLC,S7-400PLC基于RPBA-01与ACS800变频器通信。报文格式为PPO4。硬件配置如图7。
2.3 翻板机优化程序
对于两台翻板机要实现:当翻短板时,离合器脱开,翻板机各自变为速度控制;当翻长板时,离合器吸合,两台翻板机变为转矩控制功能。因此在翻板机原有程序段中,添加两段程序如图8和图9。在变频器51组参数中设置PZD3OUT为7008,PZD4OUT为2601,PZD5OUT为703。这样就实现了两组翻板机所需要的主从控制功能。
3 总结
在对钢厂的两组翻板机进行上述传动控制后,通过长时间的跟踪观察和使用,发现此种控制方式稳定、可靠,变频器电流和转矩波形平稳,大大增加了翻板的灵活性和效率,钢板的表面质量的检测也效率大增,提高了成品钢板的产量。
参考文献:
[1]沈灿钢.利用S7-1200PLC和HMI设计智能混凝土搅拌站控制系统[J].公路,2020(5):11-15.
[2]孙晓明,沈灿钢.温室环境多参数PLC监控系统设计与研究[J].自动化技术与应用,2020(3):78-81.
[3]沈灿钢,孙晓明.西门子全集成工业网络实训室设计与实现[J].实验技术与管理,2015(2):170-172.
[4]沈灿钢.一种SMART PLC控制的气动爬杆机器人的设计[J].机电工程技术,2019(10):13-16.
[5]王永霞.探究轧钢电气自动化控制系统改造技术及其应用[J].内燃机与配件,2018(12):194-195.
[6]吴建明.PLC控制系统时钟同步[J].冶金自动化,020(3):38-42.
[7]夏绪鹏.智慧铁水运输系统研究与应用[J].冶金自动化2019(12):6-12.
[8]翟世宽.中厚板厂3500毫米产线翻板机变频器 驱动控制[J].智慧工厂,2019(9):53-56.