钣金焊接可调角度夹具的设计分析
2020-09-10 03:23:51黄克霞
内燃机与配件 2020年24期
关键词:焊接变形
黄克霞
摘要:结合焊接夹具为中心,积极对钣金焊接可调角度夹具设计进行详细研究,从基准定位、焊接变形、焊缝质量、焊接用磁性工装设计等方面加以优化,目的在于提高钣金焊接可调角度夹具的设计质量。
Abstract: With welding fixture as the center, the design of sheet metal welding adjustable Angle fixture is actively studied in detail, from the basis of positioning, welding deformation, welding quality, welding with magnetic tooling design and other aspects of optimization, in order to improve the design quality of sheet metal welding adjustable Angle fixture.
关键词:钣金焊接夹具;可调角度;焊接变形
Key words: sheet metal welding fixture;adjustable angle;the welding deformation
中图分类号:TG431 文獻标识码:A 文章编号:1674-957X(2020)24-0096-02
0 引言
焊接夹具的合理性设计非常重要。焊接夹具在使用中帮助操作者及时固定焊接物,确保焊接操作妥当,提高焊接工艺水平。钣金焊接可调角度夹具为钣金件人工焊接提供了更多方便,尤其是对钣金件焊接要求标准提高背景下,钣金件焊接操作人员压力增加,可调角度的设计,进一步提高了钣金件焊接效率。与此同时是对传统焊接夹具的升级与创新,尤其是定位基准以及焊接变形等方面,在实际应用中具有突出的经济性与质量优势,对制造工艺来讲更是取得重大的焊接突破。有效控制焊接成本,保证焊接产品生产效益基础上,将焊接夹具的应用性能优化。
1 钣金焊接可调角度夹具设计
钣金可调角度夹具设计,必须在已有焊接夹具结构基础上进一步完善,具体设计要求如下:
1.1 基本设计
钣金焊接可调角度夹具设计中,首先要求焊接夹具的强度与刚度必须达到规定标准,同时对加紧可靠性进行测试;其次要求焊接夹具操作简洁,方便焊接处理与焊件装卸;最后是工艺性设计,可调角度基础上保证焊接处理完善[1]。
1.2 技术设计
钣金焊接夹具设计中,首先是底板,在底板上及时增加固定块,在台阶面与固定有限位板组合下,增加推拉式快速夹,数量为2个,并排安装。及时调整设计方案,在底板上固定支架,随后设计推杆,前沿位置安装伸缩压件,方向以轴线方向为准。
1.2.1 准备工作
焊接可调角度夹具设计中,涉及到很多设计准备资料。如夹具设计的具体任务单,可调角度下的工件图样以及要求的技术条件,夹具装配具体工艺流程。不仅如此,还要保证资料符合国家标准,与工厂标准一致,结构图册清晰。待准备工作完成,为焊接可调角度夹具设计提供参考依据[2]。
1.2.2 夹具设计步骤
①确定钣金焊接可调角度夹具方案;②绘制夹具图;③绘制装配焊接夹具零件图;④编写装配焊接夹具设计说明书,详细到机具性能以及各方面注意事项。
1.2.3 钣金焊接可调角度工装夹具制造精度
钣金焊接可调角度夹具设计中,必须注意制造精度偏差。根据工装夹具类型,如果夹具直接接触工件,需提前对工件位置确定,尤其是接头定位件与定位销。如果夹具元件属于导向件,不直接接触定位工件,确定具体位置。如果类型为内部结构零件相互配合,注意尺寸公差[3]。在此基础上还涉及到工件位置变化,夹具主体骨架类型,其他元件配合应用等。
1.2.4 可调角度下工艺性设计要求
钣金焊接夹具可调角度设计,要求夹具整体性必须达到标准,因为可调角度设计会涉及到部件结构或者专用零件等位置调整,所以一定要提前将调整所需数据测量计算,做好装配调试。可调角度基础上夹具应用灵活性提高,钣金焊接夹具维护与修理要求提高。
2 钣金焊接可调角度夹具设计操作
2.1 坚持做到定位基准
2.1.1 提前确定工序
通过钣金焊接可调角度夹具设计图纸,严格按照夹具设计的定位基准进行设计,涉及到单道工序操作与多道工序操作。单道工序操作,从焊件图纸以及焊接夹具规定定位基准方面进行对比,必须做到完全一致。多道工序操作,则需要在不同工序中选定焊接夹具定位基准,以此为中心进行对比,及时发现多道工序处理中的不足,准确计算定位偏差。
2.1.2 夹具定位
钣金焊接可调角度夹具设计中,提前对夹具进行圆孔定位,检查设计情况,随后进行夹具面定位[4]。但是如果设计条件特殊,圆孔与面定位均不能达到设计标准,需应用边定位。
2.1.3 控制约束度
根据钣金焊接可调角度夹具设计需要,必须对所有自由度严格约束。通过科学手段对约束严格控制,如果约束过度,会导致焊接夹具应用受限,但是如果约束不饱和,同样会影响到自由度准确定,因此这方面需十分注意。
2.1.4 确定主基准形态
焊接可调节角度夹具的定位基准,按照设计图纸,主基准如果设计为圆孔,要求主定位基准必须达到2个,并且以菱形销为主,分布形式为对角。结合具体设计情况,定位面以及椭圆销数量还需调整。若主基准设计成面的形式,则可调整角度基础上需主基准定位从菱形销调整为S定位块,要求数量≥3个。所有焊接可调节角度夹具都必须以耐磨型材料为主。定位基准合理设计与制作,所有制作环节都要保证高精度,及时对磨损情况加以检查,延长定位基准使用寿命的同时,保证定位基准制作与设计一致性[5]。
2.2 有效抑制焊接变形
2.2.1 焊接变形原因
钣金焊接可调角度夹具设计中,变形问题必须时刻注意。焊接操作过程中温度迅速升高,但是焊接完毕会立即冷却,这期间受到焊件应力以及焊接操作中的热胀冷缩影响,导致焊接夹具会出现部分变形。
2.2.2 焊接变形处理
针对这种情况,需要从焊接夹具设计角度出发积极调整,对焊接變形等因素综合研究,制定更科学的钣金焊接可调角度夹具。人员操作以及原料应用、焊接方法与焊接环境等都是焊接夹具出现变形的重要影响因素,特别是遇到长条形的焊接原料,变形问题会更加严重。钣金焊接可调角度夹具设计积极对这方面加以完善,在主定位基准设计基础上,对副定位基准精度进行考核,面对长条形焊件,提前将较易出现操作变形的位置进行标注,并且对焊接变形量进行调整,保证所有操作均属于可控范围。焊接夹具变形处理,及时调整夹持装置的位置,尤其是正负公差范围,适当调整后,添加铜片/铝片,从而提高焊接夹具应用效率,为可调角度设计创造有利条件。
2.3 钣金焊接用磁性工装设计
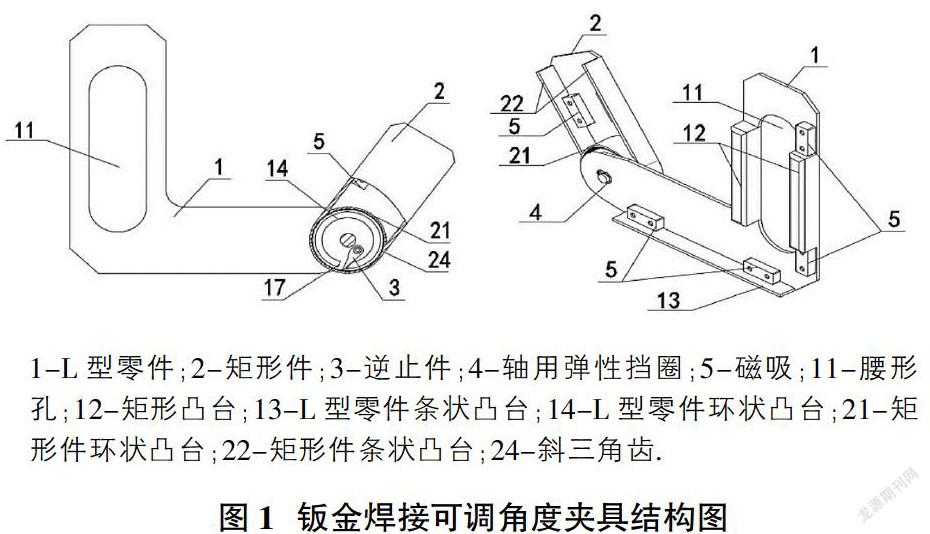
钣金焊接可调角度夹具设计中,磁性工装设计一改传统形态,将主体设计划分为L型零件、矩形连接件与逆止件。在零件一端设置腰形孔,并且搭配矩形凸台;另一边底部位置还要在横向基础上增加凸台,端部位置在环装凸台设计条件下,做到轴心与轴线的吻合。轴心位置设置圆孔。工程设计中环状凸台内侧右下部设有柱状凸台;所述矩形件一端设有环状凸台,上下边横向设有相同高度的条状凸台,所述矩形件环状凸台同轴心设有阶梯型圆柱轴;所述逆止件一端设有圆孔。在环状凸台下方增设豁口,并且柱状凸台位置进行方向螺纹孔设计,如此便可以有效避免螺栓、柱状凸台之间受到操作限制或是出现脱落情况。
L型零件作为可调角度夹具关键组成,设计中根据矩形件特点,连接环状凸台与阶梯型圆柱轴之间的中心圆孔位置,保证轴肩轴向定位准确。零件另一侧,则以沟槽配套的方式,及时对阶梯型圆柱轴进行轴向定位,关键部件为弹性挡圈。矩形件磁性工装,在环状凸台的内侧位置,增设斜三角齿,要求数量为180个,布置规格是顺时针一周。环状凸台实际设计中,外径位置不能超出内侧齿位置,否则会影响到可调角度准确定。L型零件另一侧设置中,因为腰型孔的设计已经提前完成,所以还需要增加带圆孔磁吸,条状凸台内侧位置同样需要增加磁吸,并且位置靠近于圆孔。及时对零件进行固定处理,所有磁吸安装期间都不能超出零件边界。钣金焊接可调角度夹具设计中,所有磁性工装都要保证直角边相交加工处理后成为斜边。
3 结束语
综上所述,钣金焊接可调角度夹具设计优化,必须从智能化与综合化角度方面创新,通过对L型零件设计,有效解决焊缝问题,控制焊缝质量,抑制焊接夹具操作中出现变形,减轻焊接操作人员负担,严格控制焊接夹具设计与制作成本,改善传统焊接夹具中的不足,完善焊接处理工艺,为焊接操作调整提供便利条件。
参考文献:
[1]马文彬.浅谈汽车钣金焊接夹具设计要素[J].商品与质量,2019(18):122.
[2]邸泉玮,张学忱,张秋月,等.基于汽车车身柔性焊接夹具的夹紧机构仿真分析[J].内燃机与配件,2019(018):91-92.
[3]叶锡富.汽车焊接夹具的结构设计探析[J].科学与信息化,2019(3):87.
[4]王强,王永恒,陈建,等.快速柔性化车身焊接夹具平台设计研究[J].制造技术与机床,2020(1):187-192.
[5]叶小燕.汽车钣金焊接工装夹具设计分析[J].大科技,2017(9):229.
猜你喜欢
建筑建材装饰(2016年8期)2016-12-29 22:04:46
机械制造文摘·焊接分册(2016年2期)2016-12-23 21:02:08
科学与财富(2016年18期)2016-12-22 18:18:55
中国高新技术企业(2016年30期)2016-12-20 04:00:34
科教导刊·电子版(2016年8期)2016-06-27 19:02:14
北极光(2016年2期)2016-04-29 22:39:00
中国科技博览(2016年9期)2016-04-25 20:31:19
中国科技博览(2016年7期)2016-04-25 15:41:57
哈尔滨理工大学学报(2015年3期)2015-09-21 10:37:19
科技与创新(2015年17期)2015-09-11 05:41:15