
影响阻尼式降噪板压装质量因素分析
2020-09-10 20:53:50胡俊波高利勇史文豪
交通科技与管理 2020年3期
关键词:因素
胡俊波 高利勇 史文豪


摘 要:国内高速动车组采用两种降噪方式,一种为降噪块方式降噪,一种为降噪板方式降噪。其中降噪板降噪是通过滚压方式将阻尼胶粘贴于车轮辐板表面,后续质量检测时,由于降噪板的粘结性能检测成本高、周期长,批量生产过程中,须通过压装工艺保证压装质量,本文分析了影响降噪板压装质量的主要因素。
关键词:阻尼式降噪板;降噪板压装;因素
中图分类号:U270.16 文献标识码:A
0 引言
(1)结构分析。列车线路试验研究表明[1]:普速、时速160公里和时速250公里列车噪声源以轮轨噪声为主,时速350公里列车噪声源以轮轨噪声、空气动力噪声和集电系统噪声为主;列车速度为191 m/h~295 m/h时,采用降噪板降噪方式,沿线总噪声级别降低4.0 dB(A)~5.2 dB(A)。
降噪板具有耐空气老化性能、耐水性能,通过试验表面,安装降噪板的车轮放置3年后,进行试验,粘合强度和剪切强度均满足要求。置于水中浸泡90天,强度仍然满足要求。
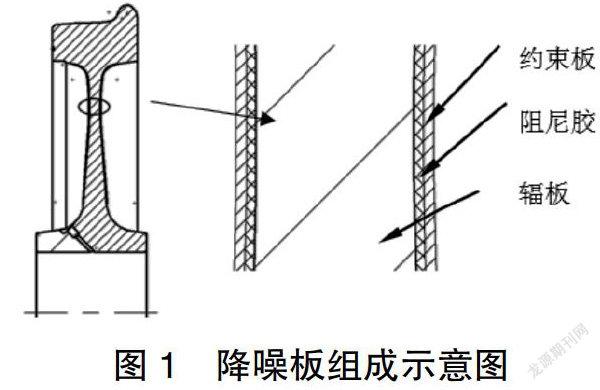
阻尼式降噪板结构如图1所示[2],降噪板的粘合强度不低于0.9 MPa,拉伸剪切强度不低于0.7 MPa。
降噪板降噪工作原理:轮轨噪声通过车轮传递降噪板,由降噪板的阻尼胶产生形变而发生耗散,从而起到减振降噪效果。
降噪板的典型失效模式:开裂或脱落,通过目视检查即可判断。
(2)粘接原理。首先是接触和压合,通过外加压力使胶带丙烯酸材料与金属材料充分接觸,形成部分的分子间力和色散力,建立初始粘接力。随着时间变化,胶带中的丙烯酸树脂缓慢流动,更多渗透到金属表面微观上凹凸不平的角落,既增加了接触面积有增加了机械卡扣,由于更多分子的接触和浸润,分子间力和色散力也进一步增强,最终达到粘接完全。
1 压装工艺
降噪板的压装过程分为:金属表面清洗→涂抹促进剂→降噪板摆放→滚压→铝胶带粘贴。
1.1 金属表面清洗
车轮表面由于加工和防锈等措施会导致表面残留切削液和防锈剂,而污渍对胶的粘结性能影响很大,必须保证车轮表面清洁度,提高表面能,必要时可用清洁度仪确认。清洗过程分为:用清洗剂清洗车轮表面,最好选择水性清洗剂,表面残留基本无残留油渍,用吸水纸擦拭干净;用高浓度正庚烷擦拭车轮表面,利用有机溶剂的溶解性和快速挥发性原理,进一步清洗车轮表面。
注意事项:庚烷的挥发需要一定时间,可通过试验确定最少时间,否则不但清洗效果不佳,而且会引入新的杂质。
1.2 涂抹促进剂
促进剂提高了车轮表面的初始粘着性,增大阻尼胶附着力,有利于表面能的提高。3M公司生产的促进剂86A性能良好,能满足高要求工况。
1.3 降噪板摆放
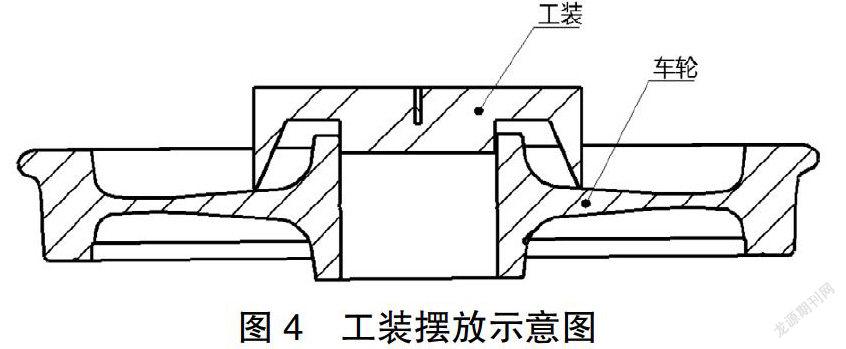
将降噪板置于车轮辐板面,为保证降噪板和车轮毂孔同心,需用工装辅助摆放,工装示意图见图4。
如果不用工装或工装设计不当,会导致降噪板与毂孔偏心,主要后果有:①车轮静不平衡量增加,标准动车组车轮的静不平衡量为15 g.m;②降噪板边缘挤出的阻尼胶参差不齐,太多的阻尼胶会影响车轮喷漆,导致油漆与车轮有间隙,雨水和空气进入车轮,导致车轮生锈。
1.4 滚压
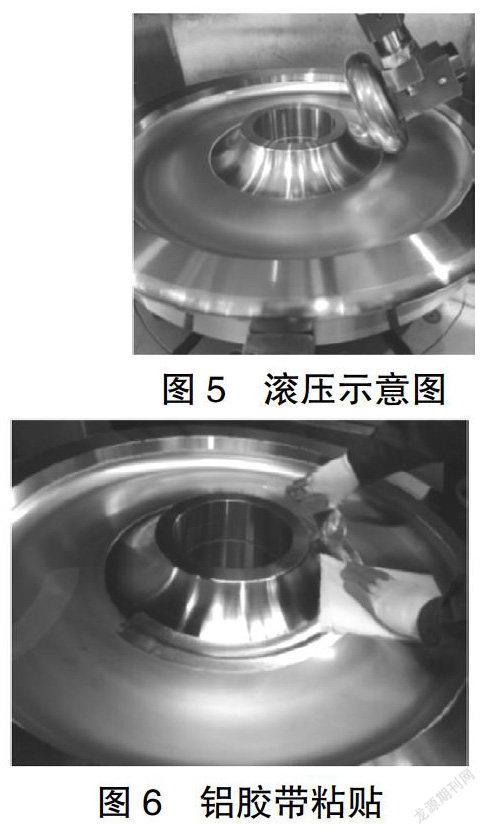
滚压设备要求:能够输出恒定的压力,在滚轮沿着降噪板移动过程中,始终保持不变。滚压力设定值为125±2.5 kN,滚压力能够促进阻尼胶的流动,使胶与金属充分接触,浸润车轮表面,达到机械紧固。
滚压顺序:从距降噪板内径一定尺寸为起始点,朝车轮中心方向滚压,以此固定降噪板初始位置,避免降噪板在滚压过程中移动,滚刀到达距降噪板内径2 mm~5 mm时,对此处持续滚压;随后再从滚压降噪板的起始点开始慢慢向外部滚压。
1.5 铝胶带粘贴
降噪板内圈需用铝胶带密封,4片铝胶带首尾连接,防止异物进入贴合面。铝胶带粘贴要均匀,中心与降噪板内圈重合,且重叠区域要控制在25 mm~30 mm内,同时径向错位不大于5 mm。铝胶带粘贴后,必须手工压实,使铝胶带充分粘贴于车轮表面和铝胶带上。
1.6 其它
由于阻尼胶的存在,需考虑降噪板的压装环境。温度太低时,阻尼胶的活性降低,性能下降,不利于粘接。湿度太高时,影响降噪板表面的清洁。庚烷挥发速度降低,空气中的水蒸气容易凝结到表面温度低于室温的车轮表面,影响降噪板粘贴。经验表明,降噪板压装不合格品率在夏季最高,说明湿度比温度对降噪板的压装影响更明显。
2 总结
本文介绍了降噪板车轮降噪效果以及降噪板的结构组成,描述了降噪板的滚压过程,得出车轮辐板表面的清洁度、压装环境、助粘剂的型号、以及滚压力等因素是影响降噪板压装的关键因素。
参考文献:
[1]雷晓燕,张鹏飞.阻尼车轮减振降噪的试验研究[J].中国铁道科学,2008,30(06):60-64
[2]邹强,江波,刘友存等.阻尼车轮的降噪结构设计与应用[J].铁道车辆,2016,54(04):6-8+4.
[3]毛昆朋,杨延峰,张澎湃,等.中国标准动车组约束阻尼降噪板的研制与应用[J].中国铁路,2019,58(01):102-109.
[4]廖绍辉.阻尼降噪车轮的有限元分析与研究[J].机械工程师,2014,49(02):145-147.
猜你喜欢
医学新知(2019年4期)2020-01-02 11:04:04
中国宝玉石(2019年5期)2019-11-16 09:10:20
法律方法(2019年4期)2019-11-16 01:07:30
宝藏(2017年7期)2017-08-09 08:15:14
中国三峡(2017年4期)2017-06-06 10:44:23
冰雪运动(2016年4期)2016-04-16 05:54:56
剑南文学(2015年1期)2015-02-28 01:15:15
西南军医(2015年6期)2015-01-23 01:25:57
城市道桥与防洪(2013年5期)2013-03-11 15:16:32
终身教育研究(2012年4期)2012-03-25 10:41:12
