
Q620钢药芯焊丝气体保护焊接头组织与性能的研究
2020-09-10 07:22:44邢珂李博文
电焊机 2020年5期
关键词:力学性能
邢珂 李博文

摘要:在非预热状态下,采用Ar+CO2混合气体保护焊方法,选择低合金系碱性渣系药芯焊丝,在三种热输入下对Q620钢进行焊接。通过进行焊接接头质量分析、焊缝金属化学成分分析、显微组织观察和力学性能测试,研究了Q620钢的可焊性和工程使用性。结果表明,Q620钢常温下可焊接性良好,焊缝区合金元素分布均匀,当焊接热输入由低向高变化时,焊缝区组织由铁素体+珠光体向贝氏体+马氏体组织转变,并且焊缝区强度下降,硬度上升。随着热输入的增大,焊缝区冲击断口形貌由韧性断裂向着韧窝+准解理的混合断裂方式转变。
关键词:药芯焊丝气体保护焊;Q620高强钢;力学性能;焊缝组织;可焊性
中图分类号:TG454文献标志码:A文章编号:1001-2303(2020)05-0084-05
DOI:10.7512/j.issn.1001-2303.2020.05.17
0 前言
低合金高强钢因具有强度高、塑韧性好的优点,广泛应用于压力容器、车辆制造、采煤、建筑桥梁和船舶工程等领域[1-6]。根据碳当量公式可知,Q620钢的碳当量大于0.5%[8],焊接时易出现淬硬倾向,形成马氏体组织,降低接头的塑性和韧性。传统的弧焊工艺导致过热区晶粒粗大脆化,在焊接时易产生应力集中,增加了裂纹敏感性[2,8],这些因素都会降低Q620钢焊后的综合性能,无法满足工程中实际应用,同时也损失了低合金高强钢原本的优势。以往的研究多采用焊前预热来消除冷裂纹和淬硬组织。但焊前预热一是对工件尺寸有限制,二是增加了成本,耗费时间。若能采用合理的焊接方法和工艺参数使得不预热也能满足工程实际要求将是一件非常有益的事情。
武家升等人[1]研究了焊丝对Q550钢焊接接头显微组织的影响。ER50-6焊丝的焊缝组织为F+P+B,熔合区断口有大量韧窝,MK·G60焊丝的焊缝组织为F+B,熔合区断口具有准解理的特征。杨景华等人[9]采用CO2保护焊对GR.65钢进行了焊接,低热输入时,粗晶区的第二相粒子能抑制晶粒长大,焊前预热有利于细小淬硬组织的生成;高热输入时,抑制粗晶区晶粒长大的第二相粒子完全溶解,失去了抑制作用,并且焊前预热使粗晶区组织粗大,生成了上贝氏体等韧性很差的组织。郝永飞[10]等人在非预热条件下对Q550钢进行焊接,焊接接头的屈服强度等同母材,-20 ℃和-40 ℃的Akv值分别为107 J和80 J,接头弯曲后几乎无裂纹。刘军华[11]在预热下完成了Q690E钢MAG焊接,焊接接头力学性能符合要求。
文中采用Ar+CO2混合气体保护焊的方法,在非预热状态下,选择低合金碱性渣系药芯焊丝对Q620钢进行常温下焊接,通过进行焊缝金属显微组织观察、化学成分分析以及力学性能测试,研究了低合金高强钢可焊性、微观组织和力学性能,对于Q620钢的焊接以及在工程中的应用具有重要的现实意义。
1 试验材料及方法
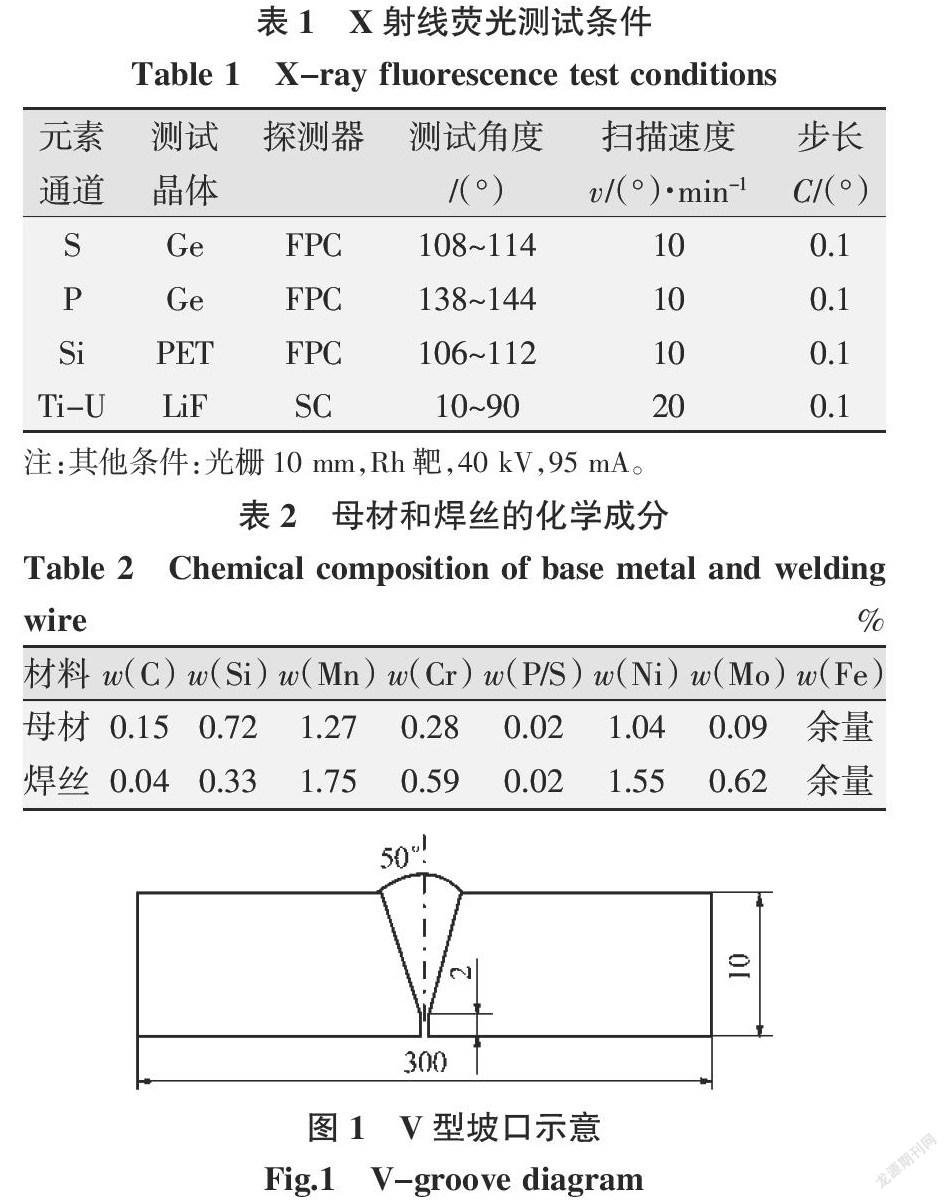
试验母材为调质态Q620低合金高强钢,尺寸300 mm×150 mm×10 mm,经日本岛津公司(Shimadzu)1800型X射线荧光(XRF)光谱仪检测[12],测试条件如表1所示。焊接时采用φ1.2 mm的LJ707碱性渣系药芯焊丝,母材和焊丝的化学成分如表2所示。采用松下KR500A型CO2气体保护焊机,保护气体为φ(Ar)80%+φ(CO2)20%,气体流量20 L/min。为了便于焊接,采用50°V型坡口,钝边2 mm,组對间隙1.2 mm,坡口示意如图1所示。焊前清理坡口两侧,用丙酮清洗去除表面油污[14],将两块母材用工装夹具组合固定后焊接,焊接参数如表3所示。
焊后冷却至室温后,线切割截取金相试样,依次采用500#、800#、1 000#和1 500#砂纸打磨并抛光后,用4%硝酸酒精溶液腐蚀8 s,然后在奥林巴斯显微镜下观察组织。腐蚀后试样采用HVS-5型维氏硬度计进行测试,施加载荷100 gf,保持10 s,从焊缝底部到顶部沿纵向依次打5个点取其平均值。焊接接头的拉伸试验按照GB/T 2651-2008《焊接接头拉伸试验方法》执行,冲击试验按照GB/T 2650-2008《焊接接头冲击试验方法》在JB-300B型落锤冲击试验机上完成,在焊缝处开V型缺口,缺口方向垂直于板厚方向,每个位置取3个试样,试样尺寸为55 mm×10 mm×5 mm。采用JEOL-6360型扫描电镜观察断口形貌。
2 试验结果及分析
2.1 化学成分分析
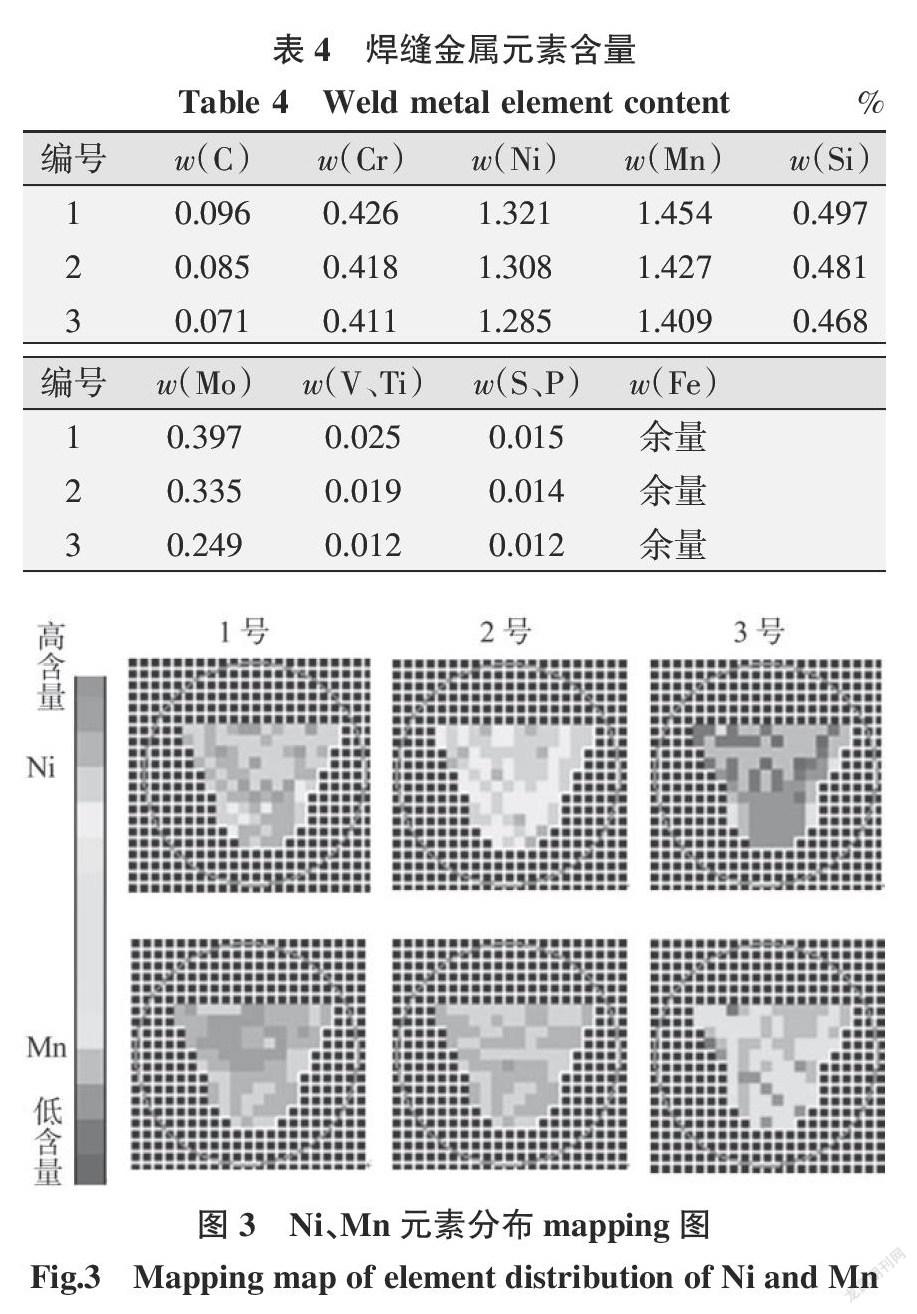
利用XRF进行焊缝金属元素含量测试和元素分布成像。成像光栅0.5 mm,管电压40 kV,管电流75 mA。测试前装好样品,选择好坐标,如图2所示,测试节点106个。由于元素分布的成像速度较慢,试验只选取焊缝金属中含量较高的Mn、Ni两种元素进行测试。元素含量结果如表4所示,元素成像如图3所示。
由表4可知,在焊缝区高温物理冶金作用下,所有元素都存在不同程度的烧损,随着热输入的增加,各元素含量下降,表明元素烧损程度与热输入成正比。由图3可知,Ni、Mn两种元素在整个焊缝区域分布较均匀,说明焊接过程中熔池熔滴过渡平稳,合金元素在高温下扩散均匀,只在个别位置存在少量偏析现象。随着热输入的增加,元素含量由高含量区向着低含量区过渡,这与表4中的结果一致,同样说明随着热输入的增加,元素含量下降,主要是烧损导致的。
2.2 金相组织观察
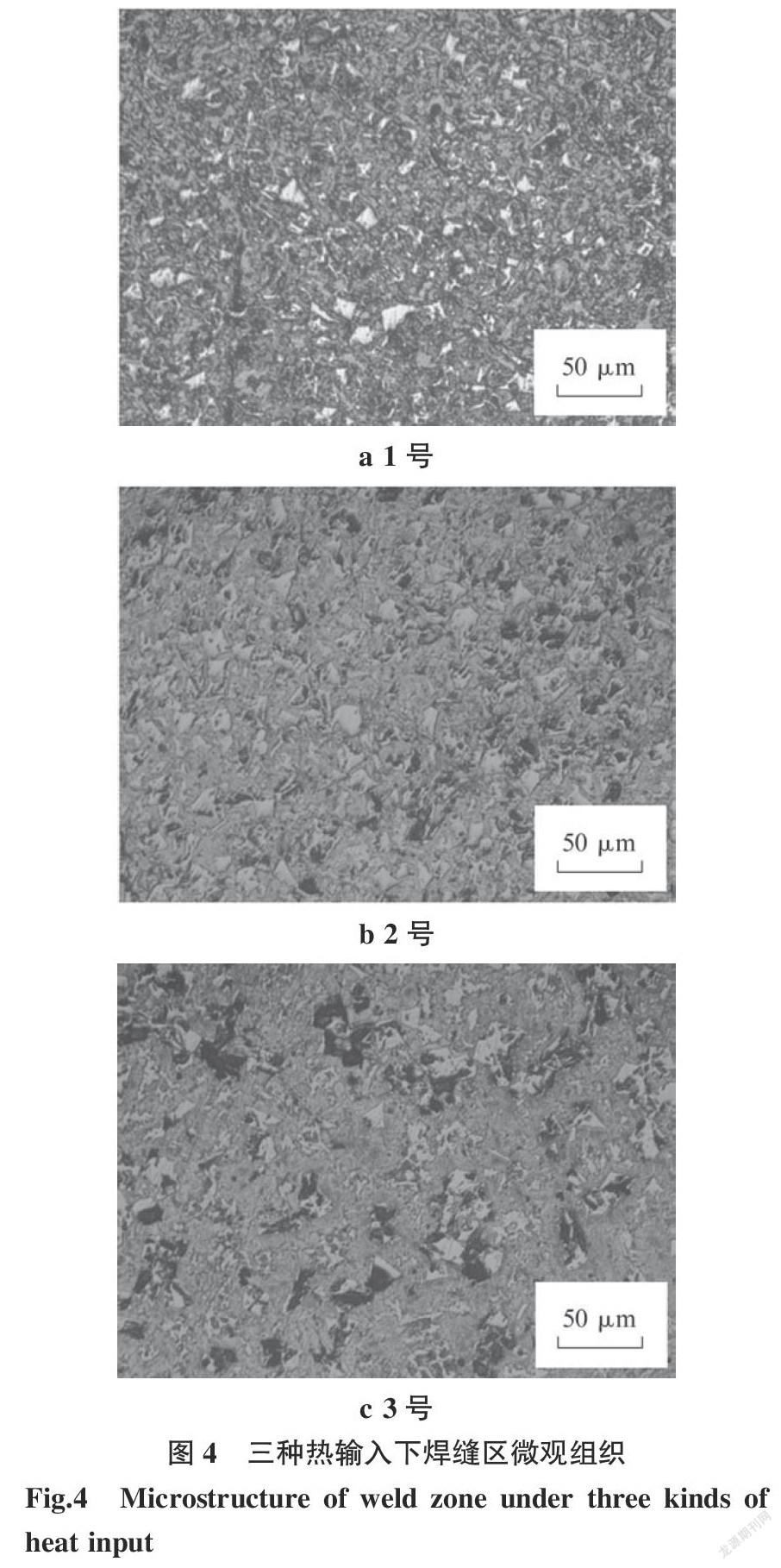
三种热输入下焊缝金属的金相组织照片如图4所示。从整体上来看,三种热输入的线能量均较低,有利于在非预热条件下的焊缝成形。由图4可知,所有接头的焊缝组织均为柱状晶,当热输入较低时,焊缝金属组织细小,分布均匀,室温下组织主要为铁素体和贝氏体。随着热输入的增加(见图4b),焊缝中晶粒长大,组织变得粗大,并且出现少量的粒状贝氏体组织由晶界向内平行生长。当热输入继续增大(见图4c),晶粒在大热输入下继续长大,组织进一步粗大,室温组织为贝氏体和少量低碳板条马氏体。
2.3 冲击试验
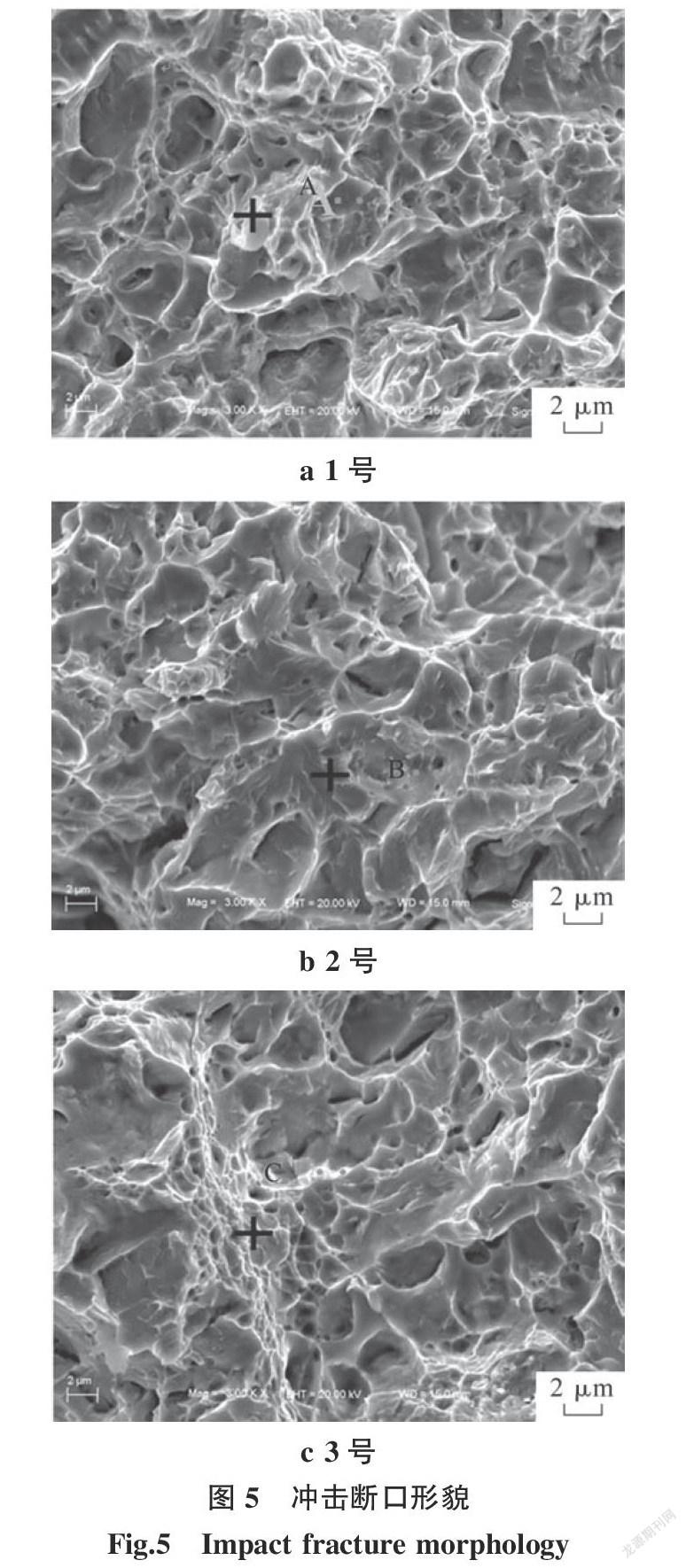
三种热输入下焊缝区冲击功的平均值(20 ℃)分别为86.578 J(1号)、81.724 J(2号)、79.097 J(3号),可见随着热输入的增大,焊缝金属的冲击韧性下降。焊缝区的冲击断口形貌如图5所示。由图5可知,断口形貌中存有韧窝,这是因为在焊后残余应力下,位错堆积而在滑移面局部产生许多微孔形核、长大,连接聚集产生新的微孔,于是在断口上呈现出韧窝[2]。在低热输入下,冲击断口韧窝较多、较深,尺寸较小,属于韧性断裂。低热输入组织中晶粒较细,晶粒细化,导致晶界在单位体积内面积增加,从而降低了S、P等杂质的分布密度,减弱了对晶界强度的影响,有助于提高晶界强度,从而提高接头的冲击韧性,所以低热输入时冲击韧性较好。随着热输入的增大,组织变得粗大,韧窝数目减少,断裂转向为脆性断裂。热输入继续增加,晶粒变得更为粗大,出现准解理断裂特征,表明冲击韧性下降,断裂为明显的脆性断裂,这与冲击功的结果一致。
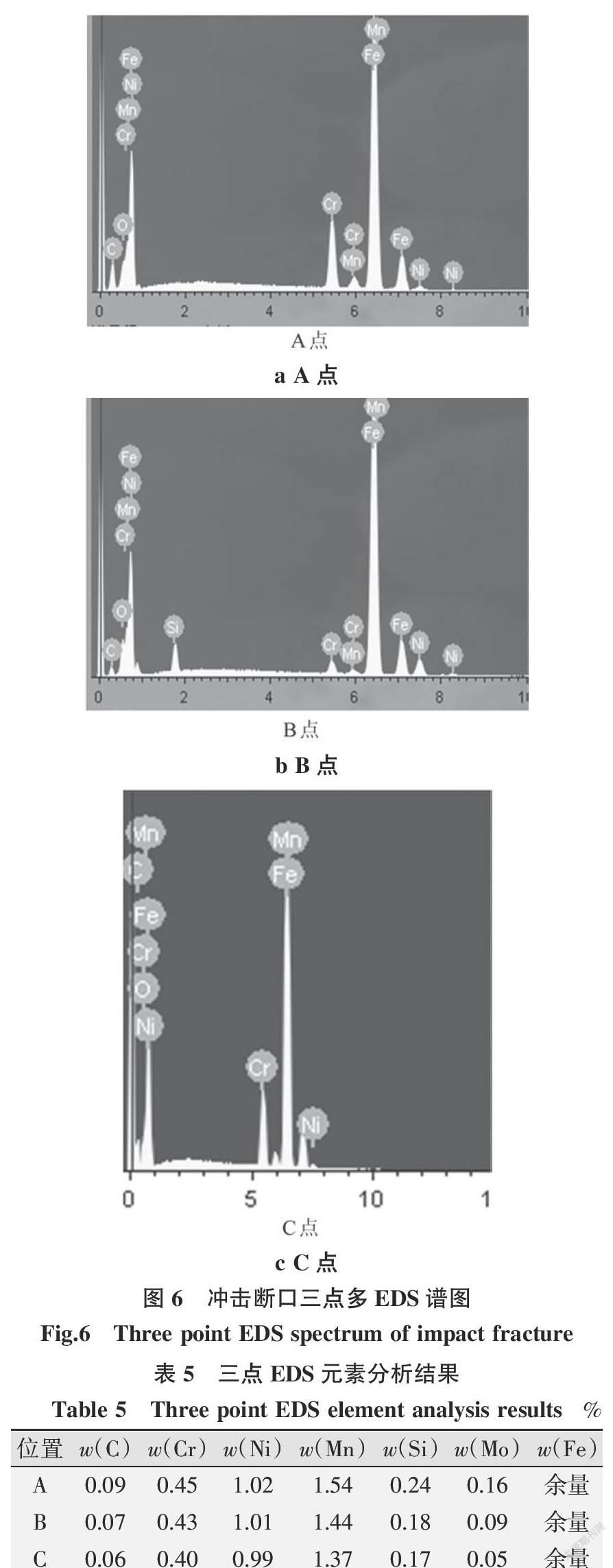
针对图5中断口形貌,选择A,B,C三点做EDS分析,结果如图6和表5所示。由图6可知,A、B、C三点的元素相同,均为Mn、Cr、Ni、C、Fe几种元素,O主要来源于空气,是在受热过程中夹杂进焊缝的。由表5的EDS分析结果同样可得出元素含量隨着热输入增大而减少的规律,但是由于EDS是微观下做的点扫描,故而比荧光的宏观测量误差大一些。
2.4 拉伸强度和硬度
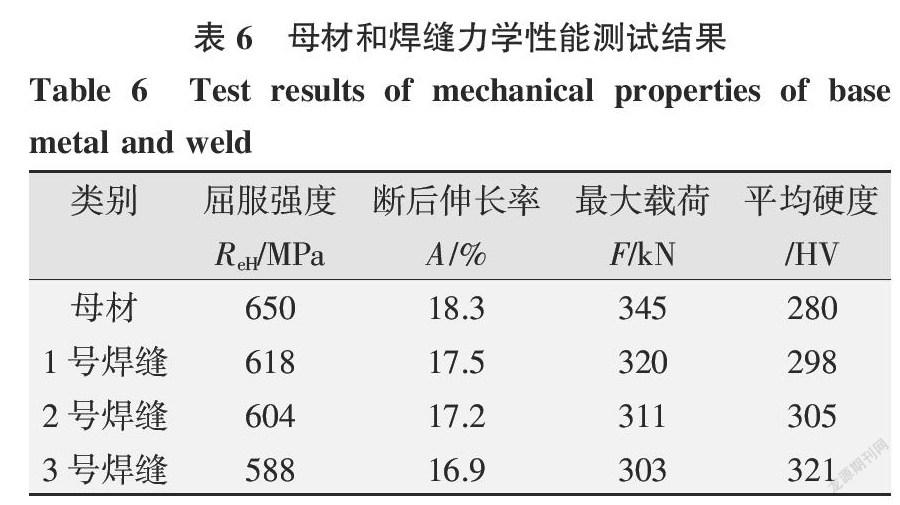
焊缝和母材的拉伸强度和硬度试验结果如表6所示,焊缝的强度与母材强度相匹配,但略低于母材,属于低等强匹配接头,符合标准要求。随着热输入的增加,焊缝区强度和断后伸长率下降,硬度增加。综上分析可知,低合金高强Q620钢可焊性良好,选择合适的焊接方法和焊接参数可以取消焊前预热。
3 结论
(1)采用低热输入,有利于细化晶粒,提高韧性,焊缝组织主要为铁素体、贝氏体和马氏体,随着热输入的增加,焊缝组织出现板条马氏体,焊缝金属强度上升,韧性下降。
(2)采用合理的焊材和工艺可以控制焊缝组织和性能,焊接线能量小于15 kJ/cm时焊缝区可获得优异的力学性能。
(3)焊缝冲击断口SEM照片表明,小热输入下焊缝断裂为韧性断裂,随着热输入的增大,断裂方式变为韧窝+准解理混合的断裂。
(4)焊缝金属元素分布均匀,熔滴过度平稳。力学性能试验结果表明,低合金高强度钢Q620能够实现非预热态下常温优质焊接。
参考文献:
[1] 武家升,李朋,刘亮. 焊接材料对Q550高强钢焊接接头组织的影响[J]. 热处理,2015,30(1):35-39.
[2] 张有为,周细应,贾涵浩,等. 低合金高强钢不预热焊接技术的研究与发展[J]. 热加工工艺,2016,45(11):11-13.
[3] Shen Yu,Wan Xiangliang,Liu Yu,et al. The significant impact of Ti content on microstructure-toughness relationship in the simulated coarse-grained heated-affected zone of high-strength low-alloy steels[J]. Ironmaking & Steelmaking,2019,46(6):584-596.
[4] János Lukács. Fatigue crack propagation limit curves for high strength steels based on two-stage relationship[J]. Engineering Failure Analysis,2019(103):431-442.
[5] Seok Gyu Leea,Bohee Kima,Seok Su Sohn,et al. Effects of local-brittle-zone (LBZ) microstructures on crack initiation and propagation in three Mo-added high-strength low-alloy (HSLA) steels[J]. Materials Science & Engineering A,2019(760):125-133.
[6] 李亚江,王娟,刘鹏. 低合金高强钢焊接及工程应用[M].北京:化学工业出版社,2003.
[7] 杨道和. 液压支架Q550D低合金结构钢的焊接[J]. 煤炭技术,2007,26(19):9-11.
[8] 张华军,张广军,王俊恒,等. 低合金高强钢双面双弧焊热循环对组织性能的影响[J]. 焊接学报,2007,28(10):81-84.
[9] 杨景华,周继烈,叶尹,等. 焊接热输入对低合金高强钢焊接热影响区组织性能的影响[J]. 热加工工艺,2011,40(3):140-143.
[10] 郝永飞,陈芙蓉,杨慧. 液压支架结构用Q550低合金高强度钢常温下的焊接[J]. 热加工工艺,2011,40(5):169171.
[11] 刘军华. Q690E低合金高强钢MAG焊接工艺研究[J]. 焊接,2017(9):52-56.
[12] 李海涛,李慕勤,韩涛,等. TIG焊对低合金钢焊缝金属元素分布状态的影响[J]. 焊接学报,2014,35(1):91-94.
[13] 陈裕川. 低合金结构钢焊接技术[M]. 北京:机械工业出版社出版,2008.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国塑料(2016年6期)2016-06-27 06:34:16
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国塑料(2015年12期)2015-10-16 00:57:14
中国塑料(2015年9期)2015-10-14 01:12:26
中国塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
