
BS960E高强钢激光-电弧复合高速焊接接头组织及性能研究
2020-09-10 07:22:44李斌朱勇辉邓林马彦龙
电焊机 2020年5期
关键词:激光
李斌 朱勇辉 邓林 马彦龙




摘要:采用激光-电弧复合技术焊接BS960E高强钢板材,以探索高强度合金钢的焊接接头组织及性能。采用扫描电子显微镜表征焊缝组织及断口形貌,结果显示:采用直径1.2 mm的90G型焊丝焊接,对应的接头组织主要为板条贝氏体,少量马氏体和MA组元,热影响区组织以板条马氏体为主。焊缝接头抗拉强度为1 117.13 MPa,延伸率为11.82%;焊缝冲击吸收功为23 J,冲击断口主要呈现韧窝状形貌,热影响区冲击吸收功为14 J,冲击断口主要以准解理断裂为主。
关键词:BS960E;激光-电弧复合焊
中图分类号:TG456.7文献标志码:A文章编号:1001-2303(2020)05-0072-05
DOI:10.7512/j.issn.1001-2303.2020.05.15
0 前言
高强钢广泛应用于工程机械、轨道交通、船舶、车辆等领域,由于各行业都朝着高参数化和轻型化方向发展,因此更高强度级别的高强钢需求量大大增加。目前各行业用钢主要集中在700 MPa级以下,已不适应当前行业发展需求,1 000 MPa级及其以上强度钢的出现极大地满足了各领域发展需求。然而随着钢材强度等级的增加,其焊接性变差,传统焊接方法的焊接接头易出现冷裂纹、热影响区脆化、软化等问题[1]。激光复合焊接技术具有焊接效率高、热出入低、焊接变形小、装配间隙敏感性小等特点,可有效抑制焊接接头冷裂敏感性等问题[2]。陶传琦[3]在研究耐候钢焊接时发现,与传统焊接相比,激光复合焊缝成形均匀连续,除焊缝两端有少量气孔外,接头组织性能优良且韧性更高。杨臻[4]等研究了6 mm厚高强钢激光复合焊接接头力学性能,发现以1.0 m/min 的速度高效无变形焊接,焊缝强度高达 1 197 MPa。综上可知,激光复合焊接非常适合强度较高的钢的焊接,同时尽管该技术已应用研究于多类型钢材,然而由于成分、工艺条件的不同,研究结果并未形成系统化的指导作用,因此需对不同高强钢进行进一步探索。BS960E是一种1 000 MPa级低碳调质型高强度钢,具有屈强比高、韧性塑性好、综合性能优良的特点,为保障其安全使用性,必须根据其特质研究与之相匹配的新焊接方法及接头组织性能。文中选取BS960E作为试验材料,并结合激光-电弧复合焊接技术,探究了该类高强钢的焊接接头组织及性能。
1 试验材料与方法
1.1 试验材料
BS960E的化学成分及拉伸力学性能参数如表1所示。
1.2 试验方法
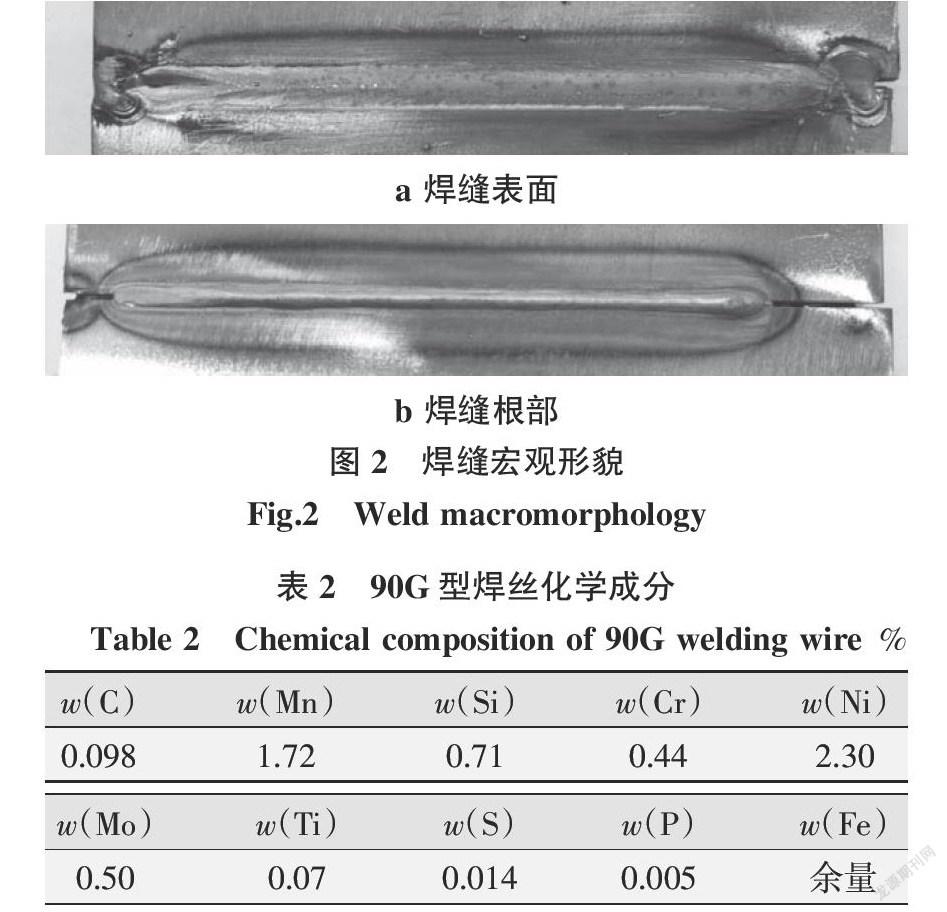
以6 mm厚调质态Q960E钢板为试验对象,通过探伤、切样、清洗后,制备出2块尺寸为120 mm×120 mm×6 mm的待焊接试样。坡口形式为Ⅰ型,坡口方向垂直于板材轧制方向,宽度1.2 mm,深度6 mm,焊接前用酒精清洗。焊接过程采90G型焊丝作为填充材料,焊丝直径1.2 mm,相应化学成分如表2所示。采用激光-电弧复合的方式进行焊接,激光发射器为TRUMPF LASER TruDisk 10002 光纤激光器,电弧焊部分采用Fronius TPS4000焊机。顾思远[5]等人研究发现采用高速激光复合焊接时形成浅“Y”型焊缝形貌,并且能够有效抑制熔池流动的剧烈程度,小线能量有助于抑制热输入过大对接头组织性能的伤害。谈睿[6]等研究高速激光复合焊接对接头成形的影响中发现,焊速达到40 mm/s时,焊缝形貌良好,可以有效防止驼峰的产生,组织性能良好。王伟[7]等在解决铝合金焊接接头软化等问题时发现,当焊速为80 mm/s 时焊缝成形良好,效率高,改善接头软化区情况超过50%。毛镇东[8]等研究高强钢激光复合焊发现,单道焊接速度为18 mm/s时可有效避免背部焊瘤缺陷。因此优化焊接参数,选择采用激光功率4 600 W、送丝速度12 mm/s、焊接速度为22 mm/s,保护气体为φ(Ar)80%+φ(CO2)20%,气体流量20 L/min,焊缝成形良好,焊接设备及激光引导焊接示意如图1所示,焊缝形貌如图2所示。
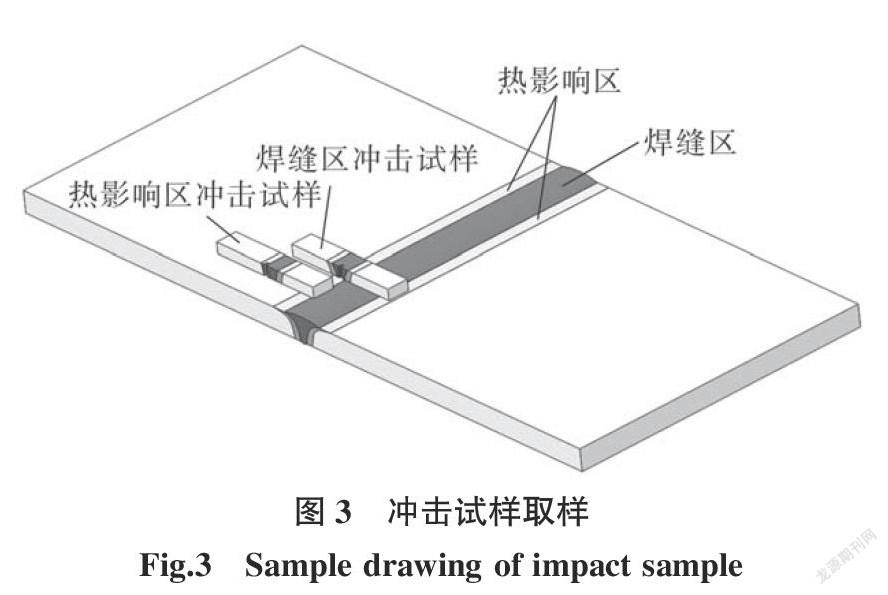
接头拉伸试验按《GB T2651-2008 焊接接头拉伸试验方法》标准在CMT4304电子万能拉伸压缩机上进行,拉伸试样为矩形截面。冲击试验按《GB/T 2650-2008焊接接頭冲击试验方法》标准在JBN-300摆锤式冲击试验机上进行,试样采用V型缺口,尺寸55 mm×10 mm×5 mm,缺口面垂直于焊缝平面,缺口所开位置分别位于焊缝熔敷金属中心区和偏焊缝根部3 mm热影响区,如图3所示,各取3个,冲击温度-40 ℃,冷却介质为液氮。
采用QUANTA FEG 250型扫描电镜分别观察抛光、清洗后的焊缝接头金相试样、熔敷金属冲击试样断口和热影响区冲击试样断口。
2 结果分析与讨论
2.1 接头焊缝及热影响区力学性能
激光复合焊接接头的拉伸性能与抗冲击性能如表3所示。接头抗拉强度达到1 117.13 MPa,断裂于母材,达到母材强度级别。焊缝中心冲击平均吸收功为23 J,热影响区平均冲击吸收功略低,为14 J,这与热影响以及焊缝处出现的马氏体以及较粗大的柱状晶有关,导致接头韧性较低。由于测试试样为标准试样尺寸的1/2,经换算成标准试样后均大于27 J,均符合-40 ℃时冲击性能大于27 J的要求,还需通过工艺优化等措施进一步提高。
2.2 金相组织及冲击断口显微形貌
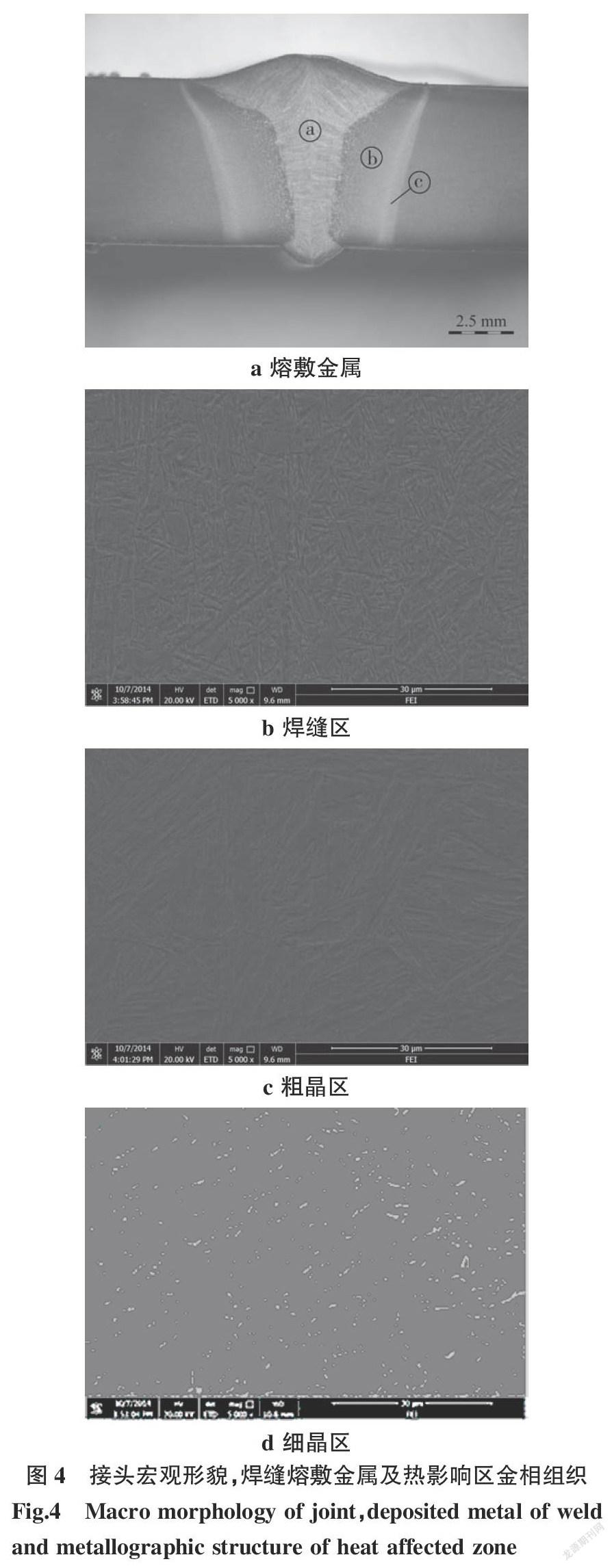
焊缝熔敷金属、热影响区金相组织如图4所示。焊缝组织织为板条贝氏体、少量马氏体和MA组元,晶粒呈柱状晶形态,一般出现在垂直于熔合线的方向[9],主要出现在熔敷金属最后凝固位置,如图4a所示。图4b为热影响区粗晶组织,表现为粗大的等轴状晶粒,组织为板条马氏体,该处硬度和强度较高,但是韧性较差。此区域主要由相变过程奥氏体急剧长大后所致[10]。热影响区中的的细晶区域如图4c所示。由于焊接过程中,此区域在高温区停留时间短,奥氏体晶粒长大不明显,连续冷却过程后,导致形成马氏体和少量板条贝氏体。由上述分析可知,马氏体的增加有利于接头强度增加,但不利于接头低温冲击韧性,减少马氏体比例、增加下贝氏体及针状铁素体含量有利于提高接头综合力学性能。
冲击试样断口宏观和微观典型形貌如图5所示。一般断口包括纤维区和放射区,纤维区多表现为塑性变形的韧窝状,颜色较暗,放射区一般为脆性断裂形貌,颜色较明亮。图5a和5b分别为焊缝和热影响区宏观断口形貌。图5c为焊缝冲击断口纤维区电镜图,断口主要表现为韧窝状,且尺寸相对均匀,但韧窝较浅,说明焊缝韧性较高。图5d为放射区,以准解理断裂为主,可见明显的河流状台阶和撕裂棱,多以穿晶断裂为主[11]。图5e为热影响区的冲击断口纤维区形貌,可见韧窝状的撕裂孔,局部夹杂着一定面积的准解理断裂面,反应了热影响区组织的复杂性和不均匀性。相比较而言,焊缝冲击试样断口中纤维区面积大于热影响区,这也体现在焊缝冲击吸收功大于热影响区,一般而言,板条贝氏体、少量马氏体和MA组元这种焊缝复合组织,往往具有较高的抗冲击性能[12]。图5f为热影响区的冲击断口放射区形貌,也是以穿晶解理断裂为主。
4 结论
(1)采用激光-电弧复合焊和90G焊丝填丝的单道焊焊接工艺,实现BS960E板材的高强度冶金结合。焊接接头抗拉强度达到1 117.13 MPa,焊缝中心冲击吸收功达到23 J,但由于母材本身特性及坡口等因素的影响,焊接接头低温冲击韧性较低,有待進一步提升。
(2)上述焊接接头组织以板条贝氏体,少量马氏体和MA组元为主,焊接热影响区晶粒尺寸差异大,主要为板条马氏体。焊缝冲击断口主要为韧窝形貌,热影响区冲击断口主要为准解理穿晶断裂,焊接接头热影响区仍然是接头薄弱环节。
(3)在高速激光复合焊接下,单道焊宏观接头形貌良好,焊接效率高,热影响区小,无气孔等缺陷。
参考文献:
[1] 徐峰. 焊接工艺简明手册(第二版)[M]. 上海:上海科学技术出版社,2014:190-191.
[2] 姜亦帅,杨尚磊,王妍,等. 激光-电弧复合焊接技术的研究现状[J]. 焊接技术,2016,45(3):1-4.
[3] 陶传琦,吴向阳,王秋影,等. SMA490BW耐候钢激光MAG复合焊与MAG焊对比研究[J]. 电焊机,2014,44(12):35-39.
[4] 杨臻,张平,蔡志海,等. 高强钢激光-电弧复合焊接接头力学性能研究[J]. 兵工学报,2017(3):136-141.
[5] 顾思远,刘政君,张培磊,等. 高速激光电弧复合焊接高强钢焊缝的形貌及成形机理[J]. 中国激光,2018,45(12):105-113.
[6] 谈睿,罗子艺,肖冬明,等. 焊接速度对激光-电弧复合焊接接头成型的影响研究[J]. 应用激光,2019,39(6):970975.
[7] 王伟,王浩,陈辉,等. 6N01S-T5铝合金高速激光-MIG复合焊接工艺[J]. 焊接学报,2019,40(3):55-60,66,163.
[8] 毛镇东,韩晓辉,谢韶,等. 焊接工艺对高强度贝氏体钢激光-电弧复合焊接头组织和性能的影响[J]. 电焊机,2020,50(2):79-86.
[9] 史耀武. 中国材料工程大典-材料焊接工程(上)[M]. 北京:化学工业出版社,2005:124-125.
[10] 史耀武. 中国材料工程大典-材料焊接工程(下)[M]. 北京:化学工业出版社,2005:102.
[11] 许红. Q890/Q960高强钢GMAW接头裂纹及热影响区组织研究[D]. 山东:山东大学,2015:45.
[12] 方鸿生,郑燕康,周欣. 中碳贝氏体/马氏体复相组织强韧性的研究[J]. 金属热处理学报,1986,7(1):10-18.
猜你喜欢
昆明医科大学学报(2021年6期)2021-07-31 07:40:36
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
科学(2020年5期)2020-11-26 08:19:24
小哥白尼(趣味科学)(2019年2期)2019-04-17 02:18:18
电子制作(2018年12期)2018-08-01 00:47:42
光学精密工程(2016年6期)2016-11-07 09:08:16
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24 06:32:34
焊接(2016年8期)2016-02-27 13:05:13
物理实验(2015年8期)2015-02-28 17:36:38
发明与创新(2015年30期)2015-02-27 10:39:52
