电力机车牵引梁车构箱质量控制
2020-09-10 10:24朱黎明
内燃机与配件 2020年7期
朱黎明



摘要:我国城市飞速发展,铁路是各个城市发展的纽带,而电力机车起到决定性的作用。该操作法用于对电力机车牵引梁车构箱质量控制,对于类似的大型钢结构件,同样具有良好的推广的价值。
关键词:端部牵引梁;电力机车;平面度;质量控制
0 引言
随着铁路运输的提速,电力机车得到广泛的应用。电力机车具有功率大,载荷能力强,速度快,维修简单,运营成本低等优点。电力机车牵引梁车构箱是整个电力机车牵引的重要部件。本操作法主要针对提升电力机车牵引梁车构箱质量,降低生产成本,减少作业者的劳动强度。本操作法将其得到推广与应用,对轨道交通的发展有着重要的作用。
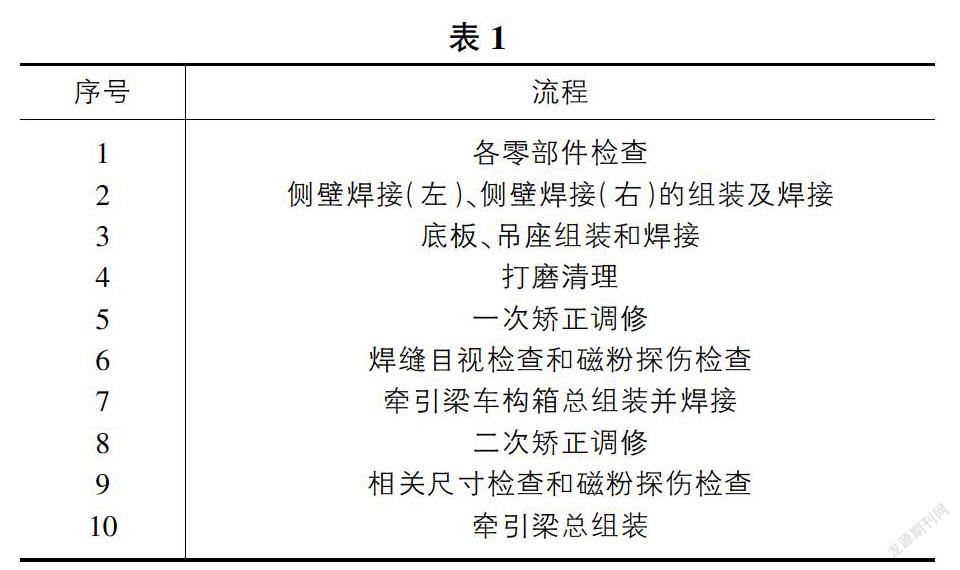
1 操作流程
2 组装前准备工作
①按车构箱组成备料的工艺文件检查各来料情况的尺寸和外观质量。对焊缝坡口及两侧的20mm范围内的油污及铁锈进行清理,并打磨至露出金属本色,打磨完成后进行车构箱的组装和焊接。
②组装之前将组装胎进行清理干净,并检查其工作状态是否合格,各部位状态良好后进行车构箱的制作。(图1)
3 组装及焊接
①在组装胎上将压板焊接、底板、侧壁焊接、吊入工装组装,调整组装尺寸,为保证焊接后908mm工艺尺寸,组装时将组织尺寸放大至910mm,放大2mm作为焊接收缩量,加紧,预热后进行定位焊接。在开口处组装尺寸330正负1mm的公差。
②根据产品图的技术要求将吊座安装在底板上,确保组装尺寸,两吊座和底板需要确保垂直,两吊座圆孔中心线与底板中心线对称,并定位焊接。
③板材预热,采用氧气和丙烷火焰进行预热,加热温度在130摄氏度至150摄氏度。
4 侧壁焊接(左)、侧壁焊接(右)的矫正
①侧壁焊接(左)、侧壁焊接(右)的采用氧和丙烷的加热方式进行矫正。
②矫正温度在500℃~600℃,肉眼观察金属的颜色为深褐红色。
③火焰矫正的角度为烘枪与钢结构件的夹角80°~90°。
④火焰矫正的优点:设备简单,方便灵活,操作方便。
⑤冷却方式采用自然冷却或风冷。
⑥矫正后吊座和侧面的垂直度误差不大于1mm,两限位挡板的平面度误差不大于1mm,两吊座的对称度误差不大于1mm。
5 焊接质量
①咬边深度不大于0.5mm。
②焊缝探伤不允许出现气孔。
③焊缝表面不允许有凹陷和裂纹。
④焊缝和焊材严格根据工艺要求。
6 结束语
在电力机车牵引梁车构箱制作过程中,严格的把关每一道工艺流程的质量,是保证整个组装焊接结构件的关键。使用本操作法制作的电力机车牵引梁车构箱,能充分的满足工艺要求,提高作业者的生产效率。
参考文献:
[1]张朝辉,秦帅,赵震,卜丽东.神华八轴电力机车牵引传动系统[J].铁道机车车辆,2019,39(06):37-40,49.
[2]谭香玲,张骁,陈清化,颜毅斌.电力电子技术在电力机车牵引电传动系统中的应用与发展[J].内燃机与配件,2019(22):238-239.
[3]彭双凌,余键,陆超.电力机车牵引电机故障檢测诊断方法概述[J].南方职业教育学刊,2019,9(06):101-105.
猜你喜欢
信息技术时代·上旬刊(2020年1期)2020-09-10
中国高新技术企业(2017年3期)2017-03-30
科技创新与应用(2016年34期)2016-12-23
发明与创新·大科技(2016年11期)2016-11-19
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
共产党员·上(2014年1期)2014-01-22