
PROTOS-M5水松纸切割原理及常见质量问题分析
2020-09-10 00:53:40余坤河
内燃机与配件 2020年8期
余坤河

摘要:PROTOS-M5卷接机组引进国内已经多年,随着设备运行年限的增加,很多的零部件逐步出现不同程度的损坏或者磨损,从而影响产品的生产质量。本文介绍了PROTOS-M5卷接机组水松纸切割系统的工作原理,包括切割系统的剪切原理、切割系统的传动结构、配气系统的工作原理等。并在此基础上分析了由于水松纸切割不良,引起水松纸搓接泡皱、错口等质量问题的具体原因和处理方法。
关键词:PROTOS-M5;水松纸切割原理;质量问题分析
0 引言
PROTOS-M5卷接机组作为先进的卷烟生产设备,引进国内已经多年。随着设备运行年限的增加,很多的零部件逐步出现不同程度的损坏或者磨损,设备精度逐步降低,从而影响产品生产质量的稳定性和可靠性。因此在进行设备检修和维护保养时,就要求技术人员能够熟练掌握设备的工作原理,才能迅速判断质量问题的产生原因并进行有针对的维护处理。只有保证设备具有的足够的运行精度和良好状态,才能保证产品生产质量的高稳定性和高可靠性。
1 切割系统工作原理
图1所示为水松纸切割系统示意图。如图所示,水松纸切割系统介于水松纸上胶系统2和定位搓接系统之间,其主要作用是将已经完成胶水涂抹的水松纸,切割成符合一定尺寸规格的水松纸片3,并经过一段距离的滑差输送,最终成功的将纸片的前端(第一搭口)粘贴到烟条段与滤棒组成的组烟4上。
1.1 切割系统剪切原理
如图1所示,切刀辊5有12把合金切刀,切纸辊6有12组风孔和12把合金切刀。当水松纸来料1经过上胶系统2后,输送运行至切割系统进行剪切时,水松纸依靠切纸辊6上的负压吸风进行吸附,并与切纸辊进行顺时针转动。而切刀辊5进行逆时针转动,刀片的工作位置均为内高外低。这样,当切纸辊与切刀辊进行反向转动时,形成了从内到外的剪切效果,完成水松纸的切断任务。因切纸辊的线速度大于供纸辊的线速度,因此,完成切割后的水松纸片3以切纸辊的线速度同速转动,与未裁切的水松纸来料形成一段距离的滑差,水松纸片3的前端(第一搭口)与定位鼓轮7上的组烟4结合,完成粘贴任务后形成组烟8,组烟8最终由搓接鼓轮带走。
1.2 切割系统传动结构
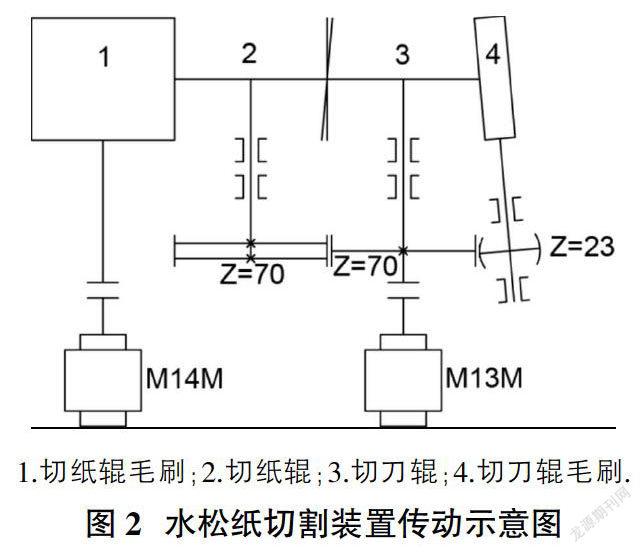
图2所示为水松纸切割装置的传动结构示意图[1]。图示中M14M和M13M为伺服电机。其中M14M驱动切纸辊毛刷传动轴,使切纸辊毛刷1顺时针转动,毛刷1的作用是清洁切纸辊。M13M驱动切刀辊的传动轴,从而带动切刀辊3转动。同时,切刀辊传动轴上设计有传动齿轮Z70。传动齿轮Z70一侧与齿轮Z23啮合,带动切刀辊毛刷轴使毛刷4顺时针转动,毛刷4的作用是清洁润滑切刀辊的12把切刀。传动齿轮Z70另一侧与双齿轮组Z70啮合,带动切纸辊2转动。齿轮Z70与双齿轮组Z70之间的间隙可调节,通过调节缩小其配合间隙可调整提高其传动精度。
1.3 配气系统工作原理
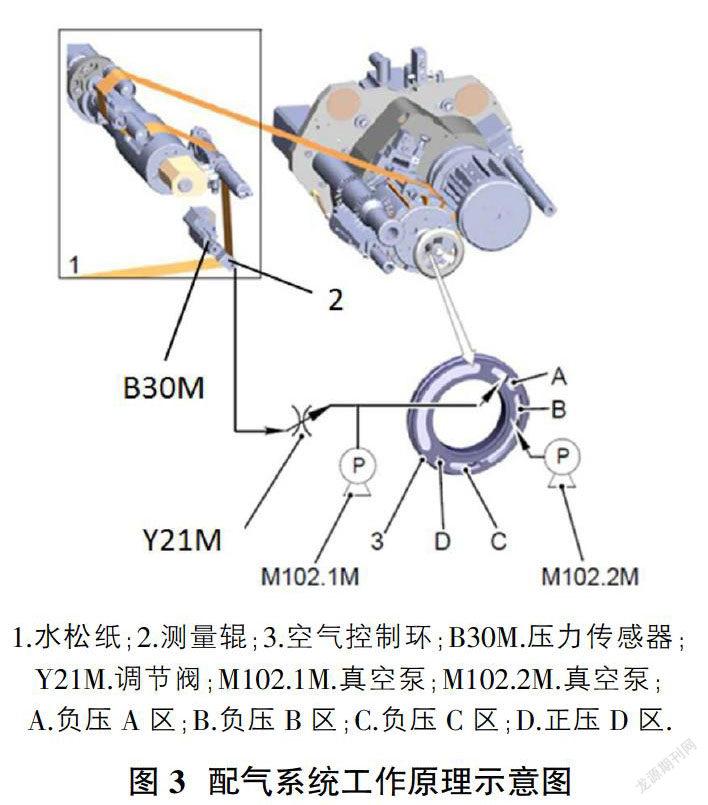
图3所示为配气系统工作原理示意图,其中A区负压由真空泵M102.1M进行提供,其主要作用是负责将水松纸拉进切割位置[1]。为了确保水松纸1输送过程中拥有持续均匀的拉力,测量辊2上的压力传感器B30M实时检测,当检测到水松纸拉力有变化时,通过调节阀Y21M来实时调节A区负压的大小。B区负压则由真空泵M102.2M进行提供,其主要作用是负责输送并转交已经完成切割的水松纸片。C区负压由另外一台气动真空泵进行提供,其主要作用是负责取出未上胶的水松纸纸片[1],设备在启动和停止阶段没有涂抹胶水的水松纸纸片,将被C区负压吸取。D区正压则由中央压缩空气系统进行提供,其主要作用是负责吹出未上胶的水松纸纸片并吹气清洁切纸轮[1],被C区负压吸取的没有涂抹胶水的水松纸纸片,将被吹出至接装纸片抽吸装置,D区正压还同时吹气清洁切纸辊。PROTOS-M5切纸轮采用机械密封[2],空气控制环3为石墨配气环。石墨配气环为静环,后端盖为动环,弹簧作为弹力补偿机构使两者始终贴合,形成端面密封摩擦副,避免漏气[3]。配气系统ABCD四个区域的压力参数设置是否正确,将影响水松纸切割和输送的稳定性。
2 常见质量问题分析
随着设备运行时间的增加以及保养维护等因素的影响,水松纸切割系统经常会出现切割不良的现象,从而影响产品质量,包括烟支水松纸搓接的泡皱(即水松纸搓接后有不匀贴的泡起)、错口(即水松纸搓接后水松纸搭口错开不平齐)等。这不仅影响烟支的外观,还会影响通风度等物理指标。因此,及时处理解决因水松纸切割不良引发的烟支产品质量问题至关重要。
2.1 问题原因
PROTOS-M5卷接机组由于水松纸切割不良,引起搓接泡皱、错口的主要原因有:
①切纸辊合金切刀和切刀辊合金切刀经过长时间的运行,出现了磨损或者崩口,导致切割不良;②切纸辊与切刀辊切割的相对位置不正确,导致切割不良;③切割装置传动齿轮Z70与双齿轮组Z70磨损后,其配合间隙过大,导致切割不良;④水松纸拉力检测B30M,其检测有误或失效,引起水松纸切割拉力不稳定,导致切割不良;⑤切纸辊的12组风孔存在堵塞,导致水松纸吸附传送不良;⑥切纸辊与定位鼓轮的间隙尺寸或相对位置不正确,导致水松纸片与组烟粘贴不良。
2.2 处理方法
上述问题的对应处理措施如下:
①检修水松纸切纸辊合金切刀和切刀辊合金切刀,发现磨损或崩口后,立即更换合金刀片;②检修切纸辊与切刀辊切割的相对位置,将切纸辊合金切刀和切刀輥合金切刀的切割过盈量调整为0.05mm;③检修传动齿轮Z70与双齿轮组Z70之间的间隙,间隙过大时需拆下切割装置,重新调整双联齿轮间隙至0.04mm以下;④检修水松纸切割情况,校准水松纸拉力检测B30M,并适当调整A区负压大小;⑤检查切纸辊的12组风孔,必要时对风孔进行清洁疏通;⑥检修切纸辊与定位鼓轮的间隙尺寸或相对位置。间隙尺寸不当时应将切纸辊与定位鼓轮槽底的相对尺寸调整为:d=烟支直径D-1.5mm。若是相对位置不当则可以通过操作电脑的图文显示系统,重新校准相对位置。
参考文献:
[1]《PROTOS-M5卷接机组》编写组.PROTOS-M5卷接机组(上册)[M].郑州:河南科学技术出版社,2014,12.
[2]孙见君,魏龙,顾伯勤.机械密封的发展历程与研究动向[J].润滑与密封,2004(4):128-131,134.
[3]赖晖.PROTOS-M5快速转换型切纸轮结构分析[J].机械工程师,2014,2:239-240.
