
宣钢三棒生产线供风系统节能改造
2020-09-10 00:53:40唐致远
内燃机与配件 2020年8期
唐致远
摘要:河钢宣钢公司三棒生产线按照高程度自动化设计,主轧线区域的自动化检测元件较多,并都采用压缩空气进行除尘、降温等。由于此生产线工艺的制约以及频繁的钢种更换,供风系统在较短的非停机状态下依然供给压缩空气,不仅提高了吨钢的成本,而且造成了压缩空气的浪费。本文就这一问题,综合分析了节能改造方案的优势,及实际应用的方法。
关键词:供风系统;压缩空气;节能改造;棒材自动化
0 引言
河钢集团宣钢公司三棒生产线自动化程度较高,主轧线检测元件较多,为了保证精确测量,采用压缩空气供风实现防雾、防热辐射,风源截门分布在轧线上十余个点,主要集中在轧线活套扫描器、飞剪热金属检测器等精密设备,用风点较多、用风量较大,虽然现已对各检测元件用风实现了自动集中管理,即在正常生产过程中轧线的供风系统处于自动状态,主轧机启车时,热检、活套扫描器风源打开;主轧机停车时,热检、活套扫描器风源自动关闭。但由于该棒材线轧制品种较多,更换钢种频繁,导致日常过钢节奏不快,待温及待料情况时常发生,遇到以上较短的非停机时段,检测元件的供风截门依旧处于供风状态,导致风能的无谓浪费,增加了产品成本。因此,需对其控制系统进行深入细致的优化,使该系统能够在较短的非停机状态下及时关闭各检测元件的气源,达到按需投入,杜绝浪费的目标。
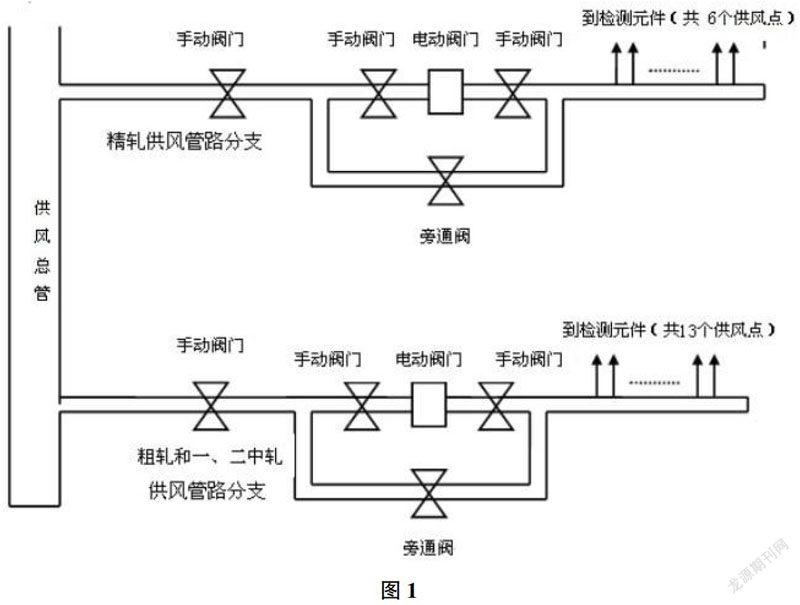
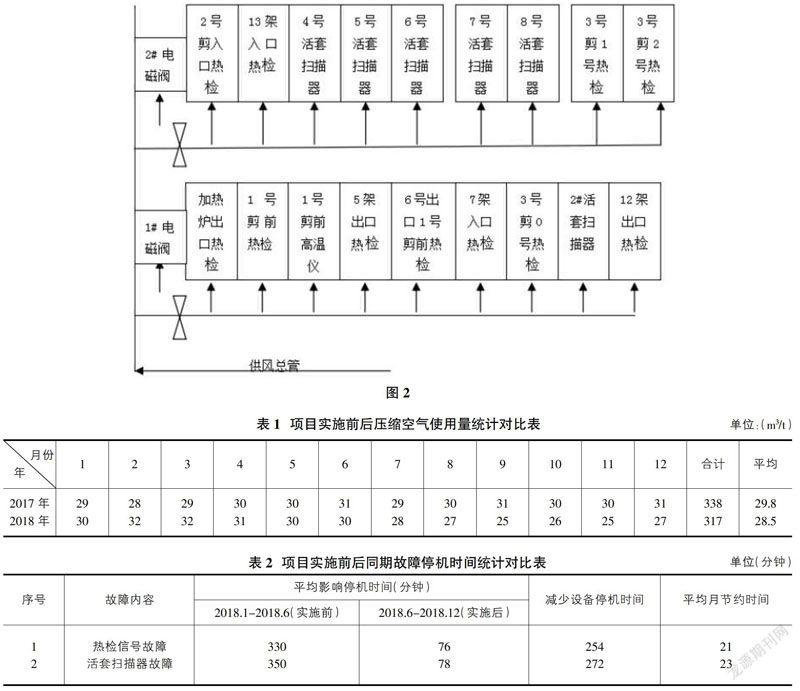
现供风系统气路一部分为粗轧和一、二中轧,另一部分为精轧(供风管道如图1所示)。两部分分别安装单向电磁阀,通过PLC控制继电器得电与失电(如图2所示),对全线气路实施远程控制,将1#电磁阀得失电与粗中轧(包括一、二中轧)起停车命令并到一起,将2#电磁阀得失电与精轧起停车命令并到一起,做到主轧机机起车风源开始供应,主轧机停车风源自动切断,实现轧线检测元件自动供风控制。
由于该棒材线轧制品种较多,更换钢种频繁,加之日常过钢节奏不快,待温及待料情况时常发生,如果遇到较短的非停机时段,操作人员不会对主轧线轧机进行停机操作,此时两条支路上的供风电动阀门依旧处于打开状态,未实现对所需气源的精确控制,导致了风能的无故浪费。
将原有的PLC程序进行优化,将之前供风系统的联锁条件修改为轧机的咬钢信号,并利用西门子S7-400系列PLC的CPU通讯功能将冷床要钢信号作为前馈发送至主轧线PLC,串入该联锁条件,再增加可调节的延时模块,实现在主轧线轧机非停机且无钢状态下,自动关闭该供风系统,达到对气源的精确自动控制。
1 详细技术内容
1.1 技术原理
将主轧线轧机的咬钢信号及冷床要钢信号作为输入,形成输入环节;电动阀门的开闭状态为反馈,形成反馈环节,通过PLC对被控对象(电动阀门)实现自动控制。
1.2 技术方案
①重新梳理轧线的10个热检信号、6个活套扫描器及1台高温检测仪用风管路,对检测元件用风进行集中管理,全线实施气路改造,把供风总管分支出粗中轧和精轧两个部分,并分别安装单向电磁阀,对全线气路實施远程控制,将粗中轧起停车命令与1#电磁阀得失电进行合并,将精轧起停车命令与2#电磁阀得失电进行合并,做到主机起车风源开始供应,主机停车风源自动切断,并在轧线北侧的地面站上安装1#、2#电磁阀手动操作开关,便于维修测试管路及手动状态下试验供风量使用,杜绝压缩空气浪费。正常生产过程中轧线的供风系统处于自动状态,即主机转车热检、活套扫描器风源打开,轧线不过钢时热检、活套扫描器不需要压缩空气,可以自动关闭气路总管上的电磁阀从而减少了压缩空气的浪费,降低生产成本。具体施工方案是分别由供风总管上分出两根2寸的支管,在支管上安装总截门方便维修,然后安装单向电磁阀,在电磁阀的两端再安装两个手动截门,为了在防止电磁阀出现问题时能够实现在线的操作更换,采用旁通回路设计控制,单向阀(24V)的得电控制与轧机启车命令联锁。从轧线远程控制柜PLC输出点到24V继电器,利用继电器的开点接通24V电源为电磁阀供电。远程柜和电磁阀之间连接两芯屏蔽电缆。
②在冷床区程序与主轧线程序中调用来自 SIMATIC_NET_CP 库的通讯功能块FC50 “AG_LSEND”和 FC60 “AG_LRECV”。 FC50 “AG_LSEND”用于发送数据到 S7 或 S5 站,PC 或者第三方系统。FC60 “AG_LRECV”用于接收来自 S7或 S5 站,PC站或第三方系统的数据。指定冷床区程序中的FC50 “AG_LSEND”的输入参数“ID”和“LADDR”分别为“1”和“W#16#3FF7”,然后指定将要发送数据的数据区地址为P#DB806.DBX0.0,长度为BYTE 5。以相同方法在主轧线程序调用FC60 “AG_LRECV”,指定输入参数。
③将供风系统原有的联锁条件,即主轧线轧机停车时,热检、活套扫描器风源自动关闭,修改为当所有在线主轧机的咬钢信号消失、冷床要钢信号到来,并且延时30S后(当出炉热检检测到钢坯时,定时器复位),供风系统将关闭两个支路的供风电动阀门,切断气源;当主轧线轧机启车时,且轧机转速大于等于400rpm时,供风系统将打开两个支路的供风电动阀门,对各检测元件进行供气。
2 运行情况
效果比较:投入运行后,改造项目运行情况稳定,取得非常好的节能效果。(表1、表2)
3 结论
此项节能成果项目实施后,不仅提高了该棒材作业生产线吨钢的生产成本,更进一步节约了能源,实现了按需投入、节能减排的目标,创造了一定的社会效益,在同类棒材作业生产线具有一定推广价值。
参考文献:
[1]钱瑭,严丽,陈顺义,舒崚峰,何中伟.水电站机组制动供气系统设备的优化研究[J].中国农村水利水电,2019(12):186-190.
[2]蒋合艳,郭军光,郭小艳,许永雷,周小峰.石油钻机供气系统分析计算及选型配置[J].压缩机技术,2019(05):16-19,49.
[3]战韦鹏,李伟平.客车本车自动供风系统[J].内燃机与配件,2018(18):32-33.
猜你喜欢
装备制造技术(2020年1期)2020-12-25 05:19:34
建筑建材装饰(2016年11期)2016-12-29 19:11:21
科技创新与应用(2016年34期)2016-12-23 19:17:17
电子技术与软件工程(2016年18期)2016-11-14 00:42:11
电子技术与软件工程(2016年18期)2016-11-14 00:41:29
科技视界(2016年18期)2016-11-03 00:05:45
现代工业经济和信息化(2016年5期)2016-05-17 05:35:53
科技视界(2016年8期)2016-04-05 11:22:32
中国工程咨询(2016年4期)2016-02-14 07:28:44
压缩机技术(2014年3期)2014-02-28 21:28:13
