浅析线圈涨型机异常故障及排除
2020-09-10 20:23吴世林
看世界·学术上半月 2020年8期
吴世林





摘要:风电发电机作为一种可利用风能这个再生能源发电的装置,因其具有绿色、环保的特点,因此受到国家的大力推崇,使得市场潜力巨大。而直驱永磁风力发电机的定子线圈制造作为我公司在新能源制造业加工中的一项重要产业板块,在各型号的定子线圈制造过程中都会使用数控涨型机。但该设备在实际使用过程中,受到各种不可预见的因素影响,经常出现异常状况,致使产能受到影响。
关键词:数控线圈涨型机
一、数控线圈涨型机构造
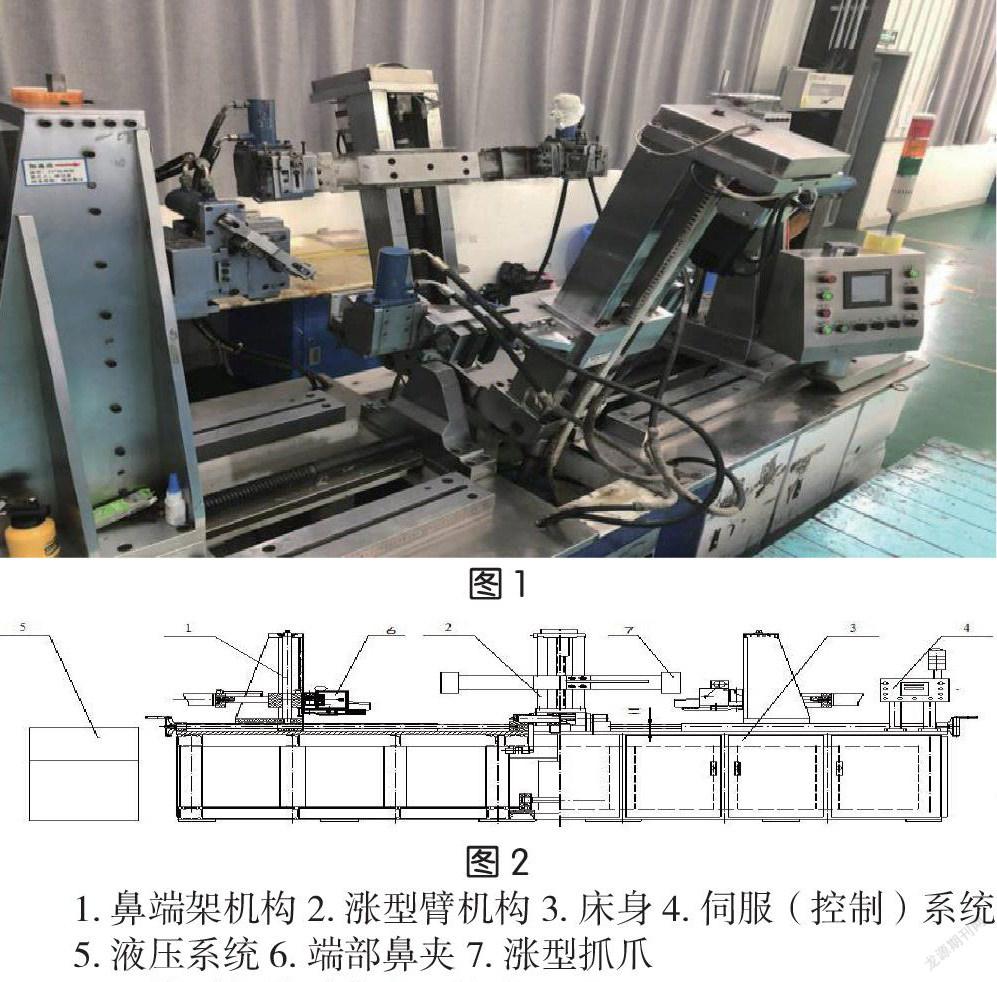
数控线圈涨型机的外部结构如图1所示,各部件如图2所示。
1.鼻端架机构 2.涨型臂机构 3.床身 4.伺服(控制)系统
5.液压系统 6.端部鼻夹 7.涨型抓爪
二、涨型机涨型定义及技术原理
线圈涨型定义:将单层或双层梭型形状的整体梭型线圈,用专用的设备进行对整体梭型线圈改变形状的过程。
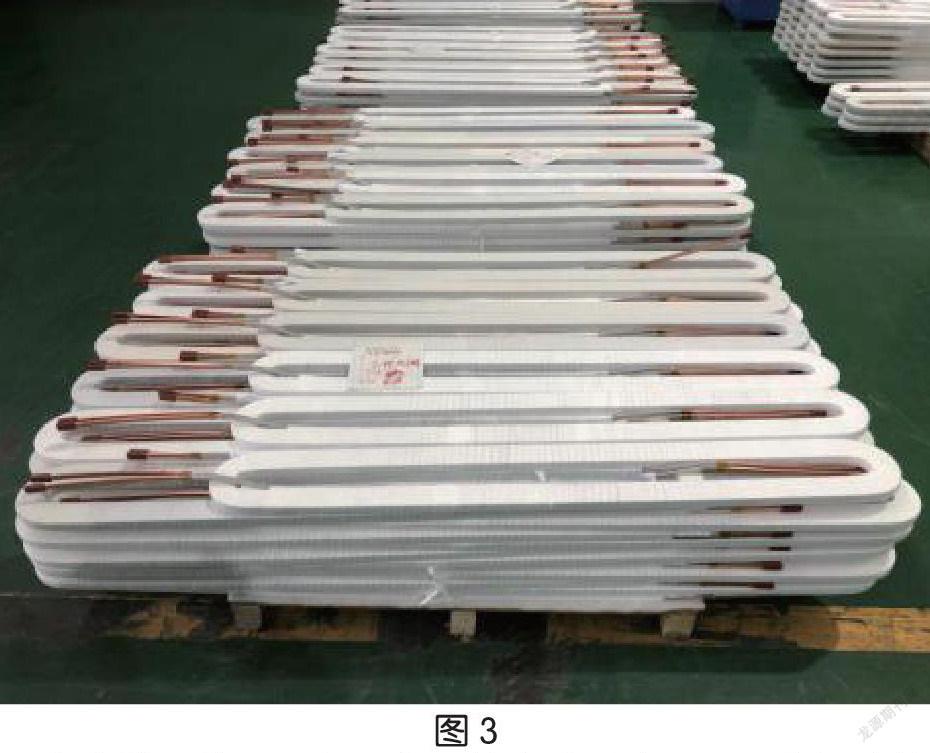
技术原理:采用数字控制、机、电、液压联动技术,通过调节或更换部分调节装置与夹具,自动完成线圈从梭型到成品的加工过程(图3)。
完全模拟线圈在定子中的状态(设计图纸要求)从数控系统中直接输入成型角度a,上、下层半径R1、R2值和各项动作指令,使得线圈直线边在成型过程中始终绕电机轴心转动,使其完全吻合定子嵌槽的位置要求和角度要求(图4)。
三、涨型的过程
(一)启动机床,进入初始状态(上一个线圈结束状态恢复到设置的初始状态);
(二)装上梭型线圈,将装入鼻夹;
(三)启动开始,机床自动完成下面程序;
插销—整形(对中)—后臂角度回零—机械手上加持,抬高—前臂角度回零—下机械手加持,降低(负抬高)—整型复位—前后臂协调涨型,端部递进(被动或主动)—鼻部被动偏转—顶弧—拔销
(四)取下线圈,启动复位后重复下一个线圈(图5)。
四、涨型机故障及解决办法
(一)设备程序常见故障分析及排除方法
1. 液压故障。包括液压电机不能正常启动,液压系统漏油,执行油缸不动作。
原因分析:
①电源未连接,控制线路状态异常(接触不良,线路破损等)。
②接头未拧紧松动,密封件损坏,油管破裂。
③油路不畅,电磁阀未得电.卡堵,机构整体卡滞。
排除方法:
①检查交流接触器。断路器及各触点和引出线有无异常及破损。
②更换油管或密封件,紧固接头。
③检查油路,去除杂物适时更换液压油,检查线路,调整电磁阀,去杂物,调整机构。
2. 电器故障。包括自动操作不能启动,A或B机构在自动控制程序状态时,于指令处停位不准确,线圈对中程序位置不准确,送进功能失效,故障报警,顶弧弧块与机械手碰撞或顶弧效果不好。
原因分析:主要是各系统的位置参数设置不当。
排除方法:根据实际情况调节各系统参数至合适值。
(二)实际操作出现造成线圈成型异常分析及排除
实际生产过程中出线的线圈涨型异常有以下几个方面;
1. 机械手夹持梭型时导致梭型线绝缘破损。
原因分析:机械装夹松动,销轴磨损且产生毛刺,导线的夹持高度及宽度调节不当,相匹配的转换夹块圆弧不当。
解决办法:检查并更换销轴,对能使用有毛刺的去除毛刺并打磨光滑。调整好导线的夹持高度及宽度,选择合适的夹块并且在夹持相关的接触面做好有效保护。在接触面上用绝缘复合纸,剪切成符合夹持面形状和尺寸,然后用304胶水整齐粘接,这种绝缘复合纸具有耐磨性和一定的柔韧性。对梭型直接接触夹持抓爪起到保护作用。避免因直接接触而造成绝缘破损。
2. 线圈涨型后直线边跨距与图纸要求不符,表现为跨距过大或过小,线圈无法入槽报废,主要体现在梭型直线边拉伸长度即总长不够,鼻部高度不够。
原因分析: 因为鼻部插销在涨型过程中因和插销孔往复运动较频繁,磨损较严重,在涨型插入时对鼻部R未能起到限制作用(在两端拉紧时有松动现象)(图6)。
解决办法:对磨损的插销及时更换,在插销制作过程中,除对插销的加工面提高其表面的粗糙度外,在外表面做镀铬热处理,以增加其耐磨性。
改造后取得的效果:
通过对插销的加工面提高其表面的粗糙度外,在外表面做镀铬热处理,以增加其耐磨性,减少了插销往复运动产生的磨损程度的消耗而造成间隙过大,而造成梭型直线边拉伸长度即总长不够,鼻部高度不够的情况得以有效改善。确保线圈涨型后形状及尺寸符合设计要求。
3. 端部R错位。
原因分析:直线边夹持臂在夹持梭型涨型X.Y轴上下运动时有松动的情况,涨型臂调节好直线边尺寸后,由于设备运动件之间存在间隙的原因,且受到拉力的因素,导致连接件之间的紧固支撑件未起到有效的支撑,连结不紧密,因而在涨型时出现涨型臂在设备涨型运动过程中出现晃动和摇摆的情况。
涨型臂支撑改造前(图10):
涨型臂支撑改造后(图11):
实际安装后效果(图12):
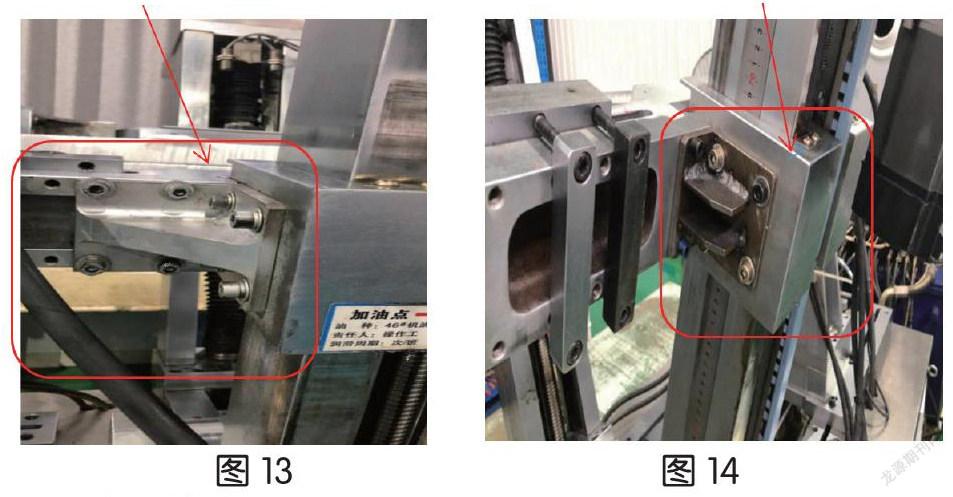
改造前(图13)与改造后(图14)的实际效果图:
改造后效果:
通过对直线边夹持臂的改造,有效的限制了直線边夹持臂在夹持梭型涨型X.Y轴上下运动时松动的情况,同时考虑增加支撑筋板和运动部件的加强连接和设备运动件之间存在间隙的原因和拉力等因素,起到有效的支撑,克服了上下及左右晃动的松动而导致直线尺寸变化引起的端部角度扭转时而造成的端部错位。
五、结论
通过对数控涨型机故障的分析及实际问题的解决,为有效的避免因为涨型机故障造成线圈涨型异常提供了有效的参考依据,同时避免因为涨型机故障造成线圈报废(单件线圈价值3000元以上的经济损失),为公司及时兑现客户定单提供有效的生产保障起到了作用。
六、致谢
历时一个多月的时间完成这篇论文的写作,在论文的写作过程中遇到了许多困难和障碍,在同事,导师和领导的帮助下都得到了解决,感谢我的同事,导师和领导,学无止境,在实际的生产的多个工作环境中,不断出现新的问题,虚心请教,努力学习,不断提高自己的理论和业务水平,解决实际问题,多动手动脑做一个技术全面的人。
参考文献:
[1]金风科技。官网(引用日期2020.3.20).
[2]测量装置的制造及其应用技术.
[3]线圈数控涨型机。官网(引用日期2020.3.23).
作者单位:成都中车机电有限公司
猜你喜欢
中国美容医学(2019年3期)2019-03-25
小学生导刊(低年级)(2017年2期)2017-06-10
小天使·六年级语数英综合(2017年5期)2017-05-27
小雪花·成长指南(2015年10期)2015-10-23
新农村(2015年9期)2015-09-24
小雪花·成长指南(2015年5期)2015-05-25
中小学实验与装备(2014年2期)2014-09-21
新高考·高二数学(2014年7期)2014-09-18
纺织导报(2009年8期)2009-12-15
学苑创造·A版(2009年9期)2009-11-12