
GE-7E燃气轮机CAP类转接件加工技术研究
2020-09-10 15:13:51李雪梅袁术林姜通周宏涛
智能建筑与工程机械 2020年7期
关键词:成型
李雪梅 袁术林 姜通 周宏涛
摘 要:本文通过对此零件成型和钣金叶片钎焊间隙工艺试验进行优化研究,得出采用双向成型工艺可解决成型时裂纹、起皱等问题以及采用配磨内外环加工叶片可保证钎焊间隙的质量,在此基础上,论述了双向成型加工和成组叶片加工工艺,设计制造专用成型模具和配磨叶片的专用工装,确保零件的加工质量,提高了加工效率,降低了零件的加工难点,满足了设计图尺寸和上级组件的装配要求。
关键词:成型;钣金叶片钎焊间隙;配磨
中图分类号:TK473 文献标识码:A 文章编号:2096-6903(2019)07-0000-00
0引言
GE能源CAP项目类零件具有尺寸小、刚性差、多焊缝等特点,对于不曾涉足的全新零件领域,通过技术攻关、产品试制,探索出一套CAP类零件的加工方法,并成功交付产品应用。
本项目研究的CAP零件具有以下两个难点:(1)钣金成型;(2)钣金叶片钎焊间隙控制。此钣金零件形状类似于两个小端结合在一起的倒锥,通常是采用两套分瓣涨形模具,分别对零件两端成型,这种方式会在零件中间型面过渡区域产生型面不连贯或两端不同心等问题,因此无法满足设计要求;而叶片与内外环钎焊间隙要求控制在0.13mm以内,由于叶片壁厚为1.57mm、外形尺寸小、型面复杂、数量多,且与之配合的内外环均为钣金薄壁件,刚性差,间隙难以满足图纸要求。
对于钣金成型,作者提出双向一次性成型方案,并按此方案设计了模具;为确保叶片钎焊间隙,本文采用了模拟叶片装配关系进行组装配合加工的方法。通过试验,掌握了此类零件的工艺方法,成功突破技术难点,顺利地交付了零件,为同类零件的加工积累了宝贵经验。
1钣金成型和叶片的组合加工
此零件是由多个钣金成型件组成,其中以成型和焊接工艺为主。成型包括直形面筒体成型和锥形面筒体成型,特别是锥形面筒体成型,零件涨型量大,易回弹、开裂。焊接工艺涉及氩弧焊和钎焊,其中多个零件完全是靠焊接保证设计尺寸,控制零件变形难度大,而钎焊的部分,要求钎焊间隙非常小,仅0.13mm,相对于易变形的钣金薄壁件,保证钎焊间隙是其施工难点。
该项目主要研究的是钣金成型和叶片的组合加工(注:叶片和内外环需钎焊,钎焊间隙要求不大于0.13mm,要保证钎焊间隙,因此叶片的装配尺寸加工非常重要)。
2钣金成型
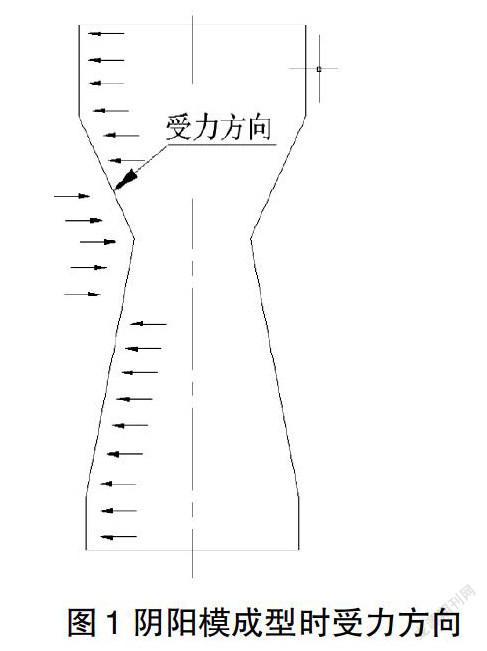
一般钣金筒体零件通常采用分瓣涨形模直接成形,由于此零件两端直径和中间直径要求差值比较大,且中间直径小两端直径大,如果分开两端分别成型,由于两次涨形定位基准不同,在两次成型的过渡区域会产生型面过渡不均匀或不連续等缺陷,而且零件直径须从毛料的φ92mm涨形到两端直径φ100.1mm和直径φ101.6mm以及中间直径φ92.8mm,局部涨形量非常大(见图1),一是零件容易沿焊缝处开裂,二是零件两端壁厚减薄超差[1]。所以成型时,必须一次性完成整个型面的成型,而且也要通过模具结构改变零件径向的变形量。中间直径在成型完后,回弹量较大,所以收口变形量越大,中间直径超出图纸要求越多。综合壁厚变化规律,最终确定成型毛坯件的直径为φ95。
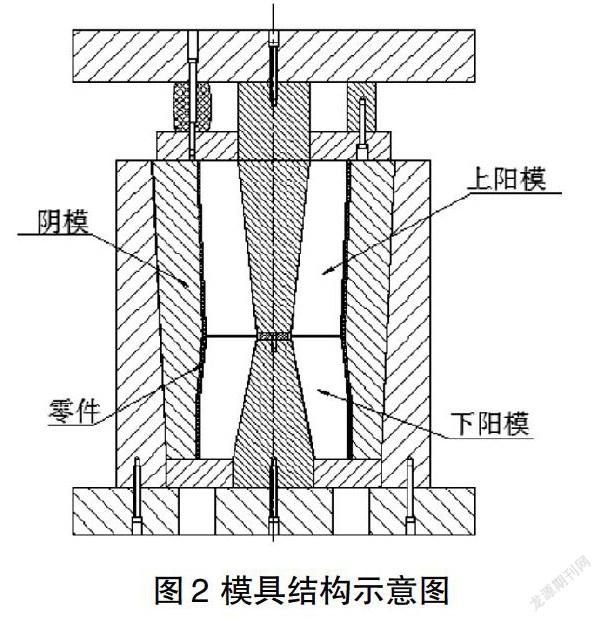
此零件在成型时,约有10%左右的中间直径超过图纸所要求的上限值,根据之前的试验结果,成型毛坯件的尺寸无法再减小,否则零件壁厚必然受此影响而减薄。如果在成型模具上进行二次压型,去掉阳模,只使用阴模(见图2),为研究其能否保证零件的中间直径合格。本文,选出一批中间直径超差的零件进行试验,结果表明,此方法正确有效,零件尺寸全部合格。
根据试验结果,确认了此零件的成型方式以及成型毛坯件的尺寸,成型时,模具的上下阳模和阴模联动,对零件整体成型,对个别尺寸超差的零件,使用模具的阴模进行一次校型,可保证零件尺寸;而成型毛坯件的尺寸,最终确定为直径φ95mm。
通过上述设计的模具以及对零件工艺尺寸的调整,零件的尺寸完全满足设计图纸要求,同时有效的解决了零件成型过程中的开裂和壁厚减薄问题。
3 叶片加工
钣金叶片的加工,螺旋型面的钣金叶片是由成型落料复合模一次加工而成,仅在内、外环配合端面留磨加工余量。此叶片零件厚度只有1.57mm,成型后单片叶片型面符合设计要求,而11片叶片组装成整环时却难以保证装配尺寸,设计图要求每片叶片和内外环装配间隙不大于0.13mm,零件在夹具上不易装夹,每个零件状态相互之间有一定的差异,而且磨加工时是按照配套关系,每11个叶片一组进行,加上公差影响,叶片在装配时的互换性比较差,另一方面零件定位前多次上下夹具,误差会累积,导致叶片和筒体之间的间隙很多都无法满足钎焊间隙0.13mm的要求[2]。
为了保证钎焊间隙,对部分工艺方法及顺序调整如下:
原工艺路线为:配磨叶片内圆→配磨叶片外圆→定位焊,调整为:配磨叶片内圆→定位焊→配磨叶片外圆→定位焊。即更改后将叶片与内筒体的定位焊调整到配磨叶片外圆之前,即采用了成组加工技术。同时研制了磨加工叶片内外圆配合面的夹具,每组叶片装夹在夹具上后,位置与实际装配关系完全一致,磨加工时,用与其相配合内外环直径确定与之相配的成组叶片的内外直径,并进行试装,保证两者之间的间隙0.13mm。
磨加工叶片内外圆配合面时,采用了成组加工技术,与内外环配装,保证钎焊间隙,每11个叶片为一组,在周转过程中,每组叶片必须和与其装配的内外环成套存放。通过调整加工顺序,以及对夹具结构进行合理设计,既提高了叶片的加工效率,同时又保证了钎焊间隙不大于0.13mm的要求。
4结论
该项目采用阴阳模联动双向成型技术,解决了CAP类零件成型中存在的表面开裂、皱褶、两端不同心等问题;同时采用叶片组合加工方式保证叶片与内外环焊接间隙,提高了产品合格率,主要创新点如下:(1)提出了双向一次性成型工艺方法,研制了阴阳模联动双向成型模具,优选出了模具制造和零件成型的各项工艺参数,保证了零件在成型过程中内外表面均匀受力,减少了变形量,消除了表面褶皱等缺陷;(2)提出叶片组合加工的成组加工方法,研制了叶片内外圆磨加工工装,保证了叶片与内外环的焊接间隙要求。
參考文献
[1]冯炳尧,王南根,王晓晓.模具设计与制造简明手册[M].上海:上海科学技术出版社,2015.
[2]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2009.
收稿日期:2020-05-28
作者简介:李雪梅(1973—),女,四川名山人,本科,高级工程师,从事航空发动机成型、焊接、机械加工方面的工作。
Research on Processing Technology of CAP Type Adapter for GE-7E Gas Turbine
LI Xuemei,YUAN Shulin,JIANG Tong,ZHOU Hongtao
(AECC CHENGDU ENGINE CO.,LTD.,Chengdu Sichuan 610503)
Abstract: Through the optimization of the brazing gap technology of the part into the plow and the fan gold blade, the two-way molding process is used to solved the cracks. The group processing technology of wrinking and grinding the inner and outer ring processing blades to ensure the brazing gap. The two-way forming processing and group blade processing technology are discussed. It is designed to manufacture special forming molds and special tooling with grinding blades to ensure the processing quality of parts, and solve the difficult processing of parts. It meets the design drawing size and assembly requirements of superior components.
Keywords:forming;brazing gap of fan gold;matching grinding
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
汽车实用技术(2022年5期)2022-04-02 10:04:42
上海建材(2018年3期)2018-08-31 02:27:56
制造技术与机床(2017年5期)2018-01-19 02:48:50
工业设计(2016年7期)2016-05-04 04:02:33
中国塑料(2016年11期)2016-04-16 05:26:01
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
大型铸锻件(2015年4期)2016-01-12 06:35:02
中国塑料(2015年12期)2015-10-16 00:57:25
中国塑料(2015年5期)2015-10-14 00:59:40
