
经济型含Nb X70管线钢 双丝埋弧焊试验研究
2020-09-10 13:53黄治军邓照军崔雷郑绍鹏
电焊机 2020年9期
黄治军 邓照军 崔雷 郑绍鹏


摘要:采用550 MPa级及650 MPa级无Nb焊丝对含Nb经济型X70钢进行了异丝双丝埋弧焊。结果表明,焊接接头力学性能满足要求,焊接热影响区冲击韧性富裕量高且波动较小;异丝熔融混合较为充分,焊缝性能较为均匀。过热区组织为粒状贝氏体,铁素体基体呈块状及板条状。尽管X70钢中Nb向焊缝过渡,但无论是焊态焊缝还是受热焊缝,透射电镜观察的析出物尺寸为200 nm~1.5 μm,个别细小达80 nm,主要是Ti、Al、Mn或Si的氧化物,并不含Nb,这与X70钢母材中的析出物有明显不同。
关键词:经济型;X70管线钢;埋弧焊;力学性能;析出物
中圖分类号:TG457.1 文献标志码:A 文章编号:1001-2003(2020)09-0262-06
DOI:10.7512/j.issn.1001-2303.2020.09.30
0 前言
X70是管线钢的主力品种之一,市场同质化竞争激烈,因此在保障性能的前提下降低成本直接关系到产品的竞争力,目前采用超快冷轧钢技术降低合金含量来生产经济型钢铁产品逐渐成为一种趋势。利用铌及控轧控冷工艺的显著作用,采用低碳高铌的C-Mn-Cr-Nb合金系替代含钼、镍等昂贵合金元素的传统C-Mn-Mo-Ni-Nb合金系, 通过固溶强化、相变强化、析出强化等机制来获得高强度、良好的低温韧性等[1-2]。相对于同样强度级别的传统钢,经济型钢种由于合金元素含量降低,组织发生变化,其焊接性能势必受到影响,因此经济型钢的焊接技术研究得到了业界的关注[3-4]。不过,由于经济型X70钢合金化途径较多、生产工艺各异,不同产家产品的焊接性能也会有所差别;另外,经济型X70钢多采用Nb合金化,业界对钢中的Nb行为研究较多,对焊接热影响区Nb行为有少量报道[3,5],而针对焊缝Nb的行为分析几乎为空白。武钢有限公司是管线钢重要研发、生产基地,依托其超快冷生产线研制了经济型X70钢[2],埋弧焊是钢管焊制的主要方法,因此文中结合上述关键问题对武钢经济型X70钢进行双丝埋弧焊试验,为其研制及应用一定的参考。
1 钢板主要化学成分及性能
经济型X70钢主要化学成分如表1所示。
2 双丝埋弧焊试验
含Nb钢在焊接高峰值温度下,其碳氮化铌溶解增加, 固溶铌通过对界面运动的溶质拖曳效应阻碍铁素体长大动力学,促进上贝氏体及粒状贝氏体的形成,并加宽粗晶区,降低焊接粗晶区韧性。铌的添加不利于大热输入条件下高强结构钢的焊接性能,但在中小线能量条件下,对焊接韧性的不利影响并不明显[3,5]。
2.1 焊接试验条件
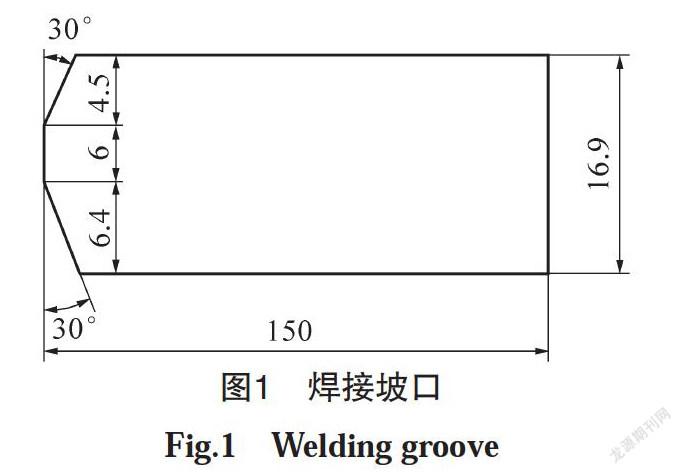
焊接坡口如图1所示。采用机加工方式,尺寸16.9 mm×150 mm×500 mm,试板长度方向为轧向。焊接设备为Lincoln AC/DC1000双丝埋弧焊机。
考虑到该钢合金含量有所降低、双丝埋弧焊熔合较高,决定将后丝强度级别提高,构成异丝双丝埋弧焊。前丝Mn-Ni型,WQ-1,强度级别550 MPa,与X70钢强度级别相当,焊丝接正极;后丝Mn-Ni-Cr-Mo型,WGX2,强度级别650 MPa,高于X70钢,交流电源。两种焊丝均为Ti、B微合金化,未加Nb,焊剂为CHF101Q。两种焊丝各自的熔敷金属力学性能均为优良。
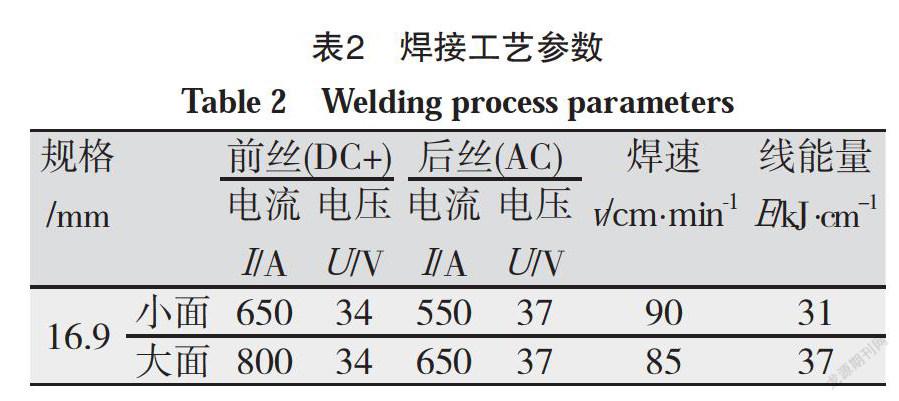
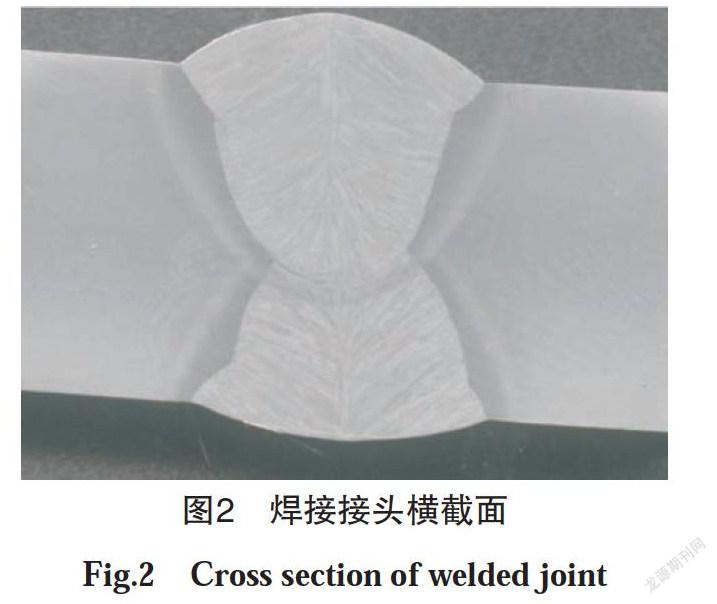
埋弧焊制管一般为单侧焊缝一次成形,根据焊缝一次成形线能量计算公式[6]、适当参考现场条件制定焊接工艺参数如表2所示,其线能量不高于37 kJ/cm,不会造成焊接热影响区韧性恶化。匹配CHF101Q焊剂焊接,焊缝成形良好,横截面如图2所示,正反面焊缝重叠量、焊缝余高合适。
2.2 焊接接头力学性能试验
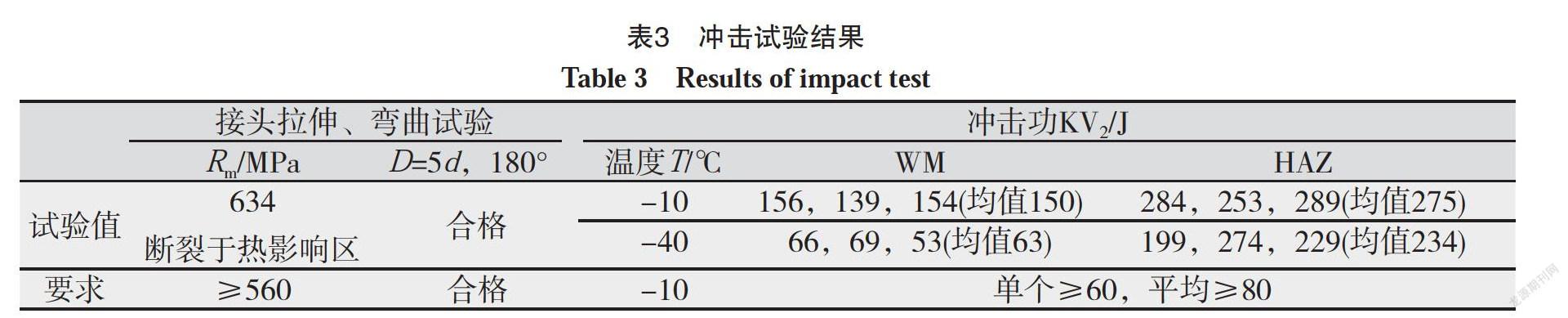
按相关标准进行焊接接头拉伸、弯曲及冲击试验,结果如表3所示,焊接接头强度、弯曲性能及冲击功均满足要求。在设计温度为-10 ℃时,焊缝平均冲击功达150 J、热影响区达275 J,远高于60 J的基本要求,焊接接头冲击韧性富裕量较高且波动较小。即使在-40 ℃条件下,焊接热影响区冲击功仍达到234 J,说明该经济型X70钢具有优良的焊接性能。
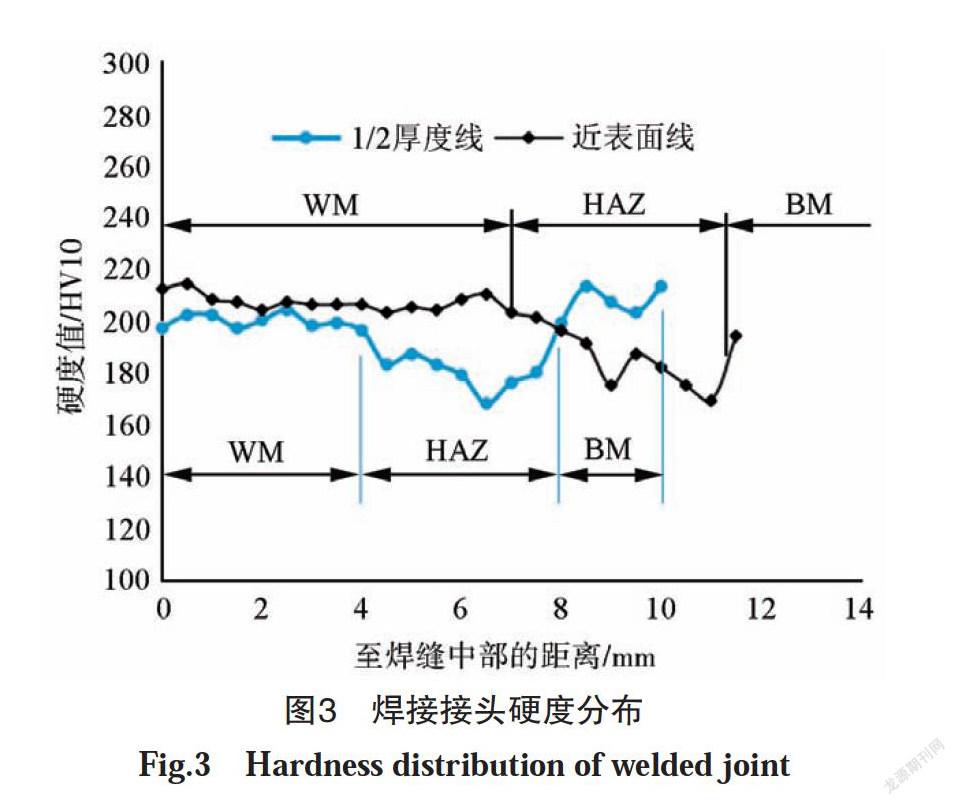
按点距0.5 mm检测了焊接接头硬度,其中1/2厚度线硬度分布如图3所示。可以看出,焊缝与母材达到等强匹配,焊接热影响区略有软化。同时可以看出,虽然双丝埋弧焊以不同焊丝为前丝后丝,但是由于双丝同熔池,熔融金属混合较为充分,焊缝硬度分布比较均匀。因焊缝表面冷却速度高于试板内部,近表面线上的硬度略高于1/2厚度线上的,焊接热影响区硬度变化表现出相似的趋势,正火区的硬度最低。
2.3 焊接接头显微分析
2.3.1 金相组织
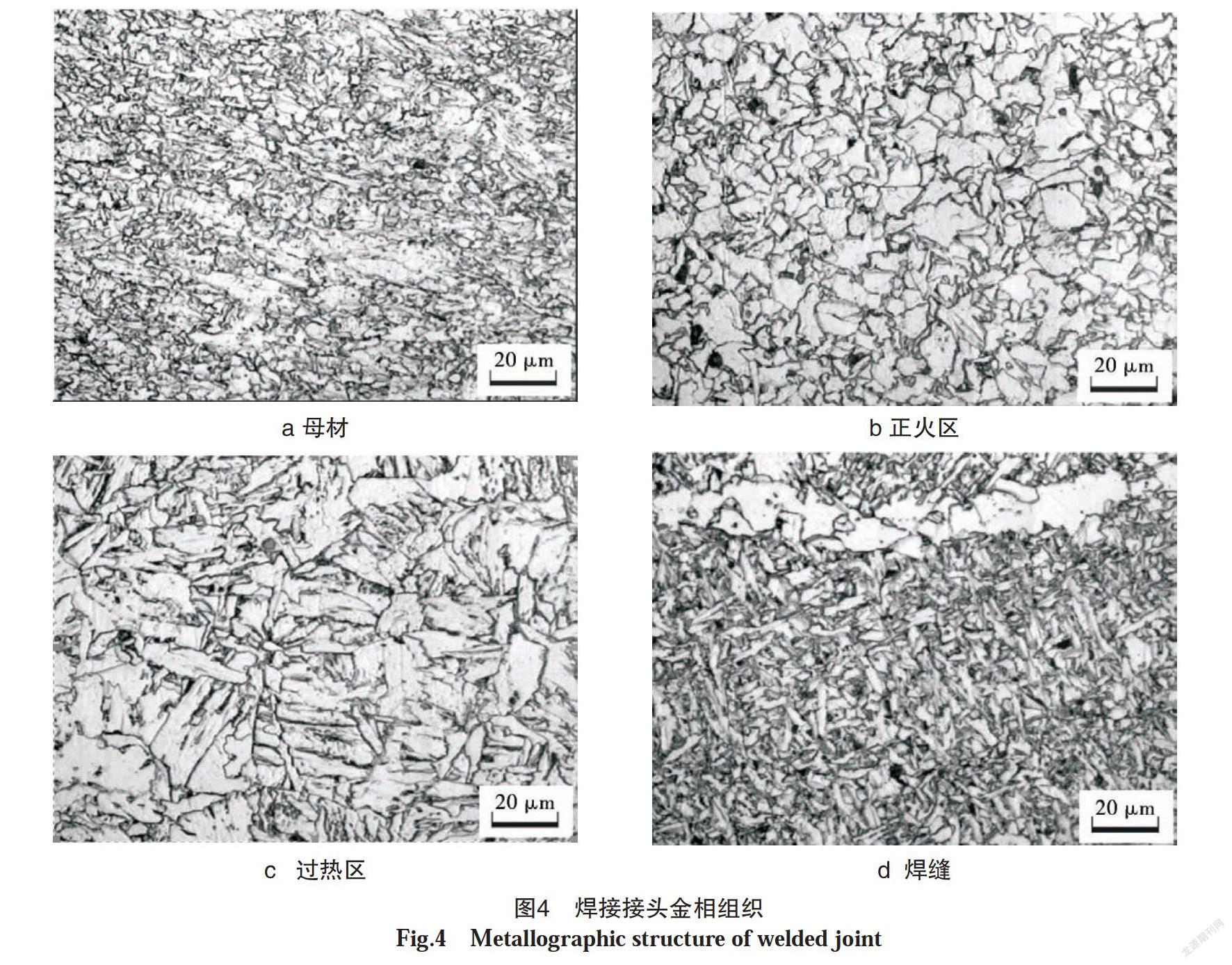
焊缝及热影响区金相组织如图4所示,可以看出焊接接头组织的不均匀性。焊接接头各区主要金相组织为:母材为针状铁素体+贝氏体;正火区为准多边形铁素体、针状铁素体+少量珠光体,相比母材有一定长大;过热区为粒状贝氏体,其铁素体基体呈块状及板条状,原奥氏体晶界不明显。焊缝为晶内细针状铁素体+少量先共析铁素体,其针状铁素体尺寸大于母材。焊接热影响区组织保证了其优良的韧性。
2.3.2 母材及焊接热影响区析出物
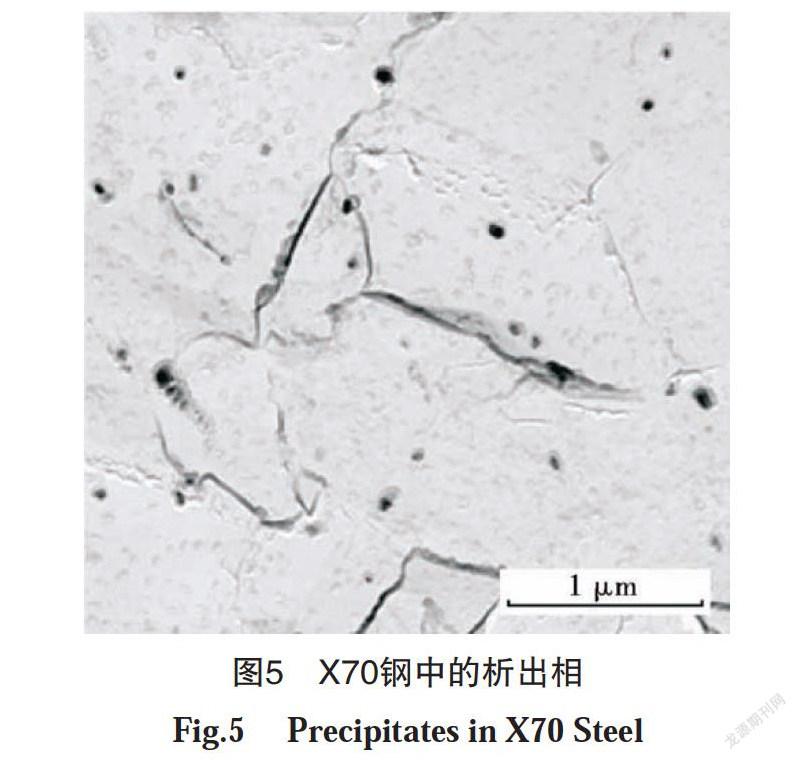
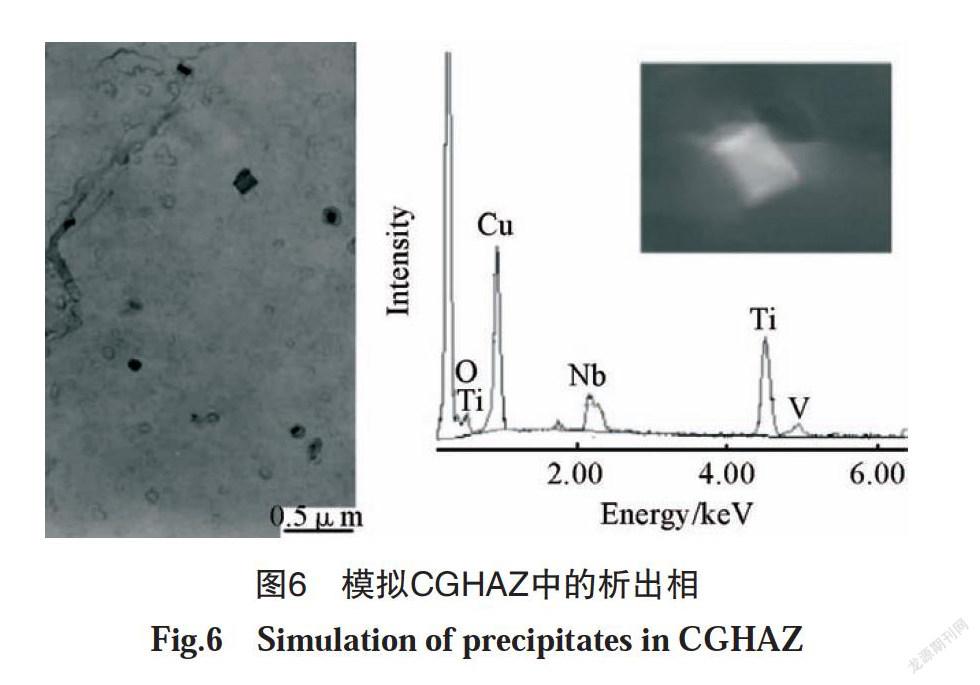
超快冷钢一般要加入较多Nb及微量Ti、V。Nb在奥氏体中以三种形态存在,一是加热尚未溶解的Nb(C,N),二是固溶于奥氏体中的,第三种是加热时溶解,轧制时在奥氏体中新析出的Nb(C,N)。当钢中含Nb量、轧制工艺等条件不同时,固溶Nb与析出Nb的比例会发生变化[7]。早期TMCP微合金化X70钢含有较高Ni、Cu、Mo等合金元素,在控轧控冷过程中, 微合金元素以不同碳、氮含量的M(CxNy)形式析出,析出物尺寸为70~90 nm[8]。随着超快冷技术的发展,对Nb析出相的研究和利用逐渐深入,充分利用Nb的纳米析出相强化,降低Ni、Cu、Mo等合金元素含量,开发经济型X70钢,钢中粒径为80~100 nm的第二相粒子数量较多,分布均匀,另有少量粒径在30 nm以下的第二相粒子。粒径为80~100 nm的第二相粒子为铌、钛复合的碳、氮化物,粒径在30 nm以下的粒子为NbC[1],如图5所示。这些微小的析出相能有效阻止奥氏体晶粒长大和抑制奥氏体再结晶,使变形奥氏体中存在高密度的位错和变形带,提高母材强度。在焊接时,热影响区尤其是粗晶区中的析出相/粒子有的溶解,有的则不同程度地长大。文献[9]利用焊接热模拟方法及析出相形貌观察,研究了不同Ti、N含量的高 Nb 管线钢焊接粗晶区的奥氏体晶粒尺寸及其分布规律、析出相对奥氏体晶粒尺寸及冲击韧性的影响。焊接热影响区粗晶区(CGHAZ)析出相主要为TixNb1-x(CyN1-y)复合粒子,其尺寸多在 100 nm 以下,如图6所示。这些纳米级别的粒子有效钉扎奥氏体晶粒尺寸,提高焊接热影响区韧性。
2.3.2 焊缝金属中的析出物
由于埋弧焊的熔合比较高,焊缝金属中母材约占60%,这样焊缝中Nb+Ti+V总量将达到0.06%左右,为焊缝中形成微细析出物提供了条件。但是,由于焊缝只是一种铸态金属,与经控轧控冷的母材相比,焊缝中微合金化元素的析出缺少了一个重要的有利条件,因此焊缝中的析出物有自身特点。用电解双喷法制备焊缝金属透射电镜薄膜样品,采用JEM-2100F型透射电镜观察试样中的组织及析出相。典型析出物如图7所示,4个析出物尺寸为100~800 nm,主要是Ti、Al、Mn的氧化物,不含Nb。
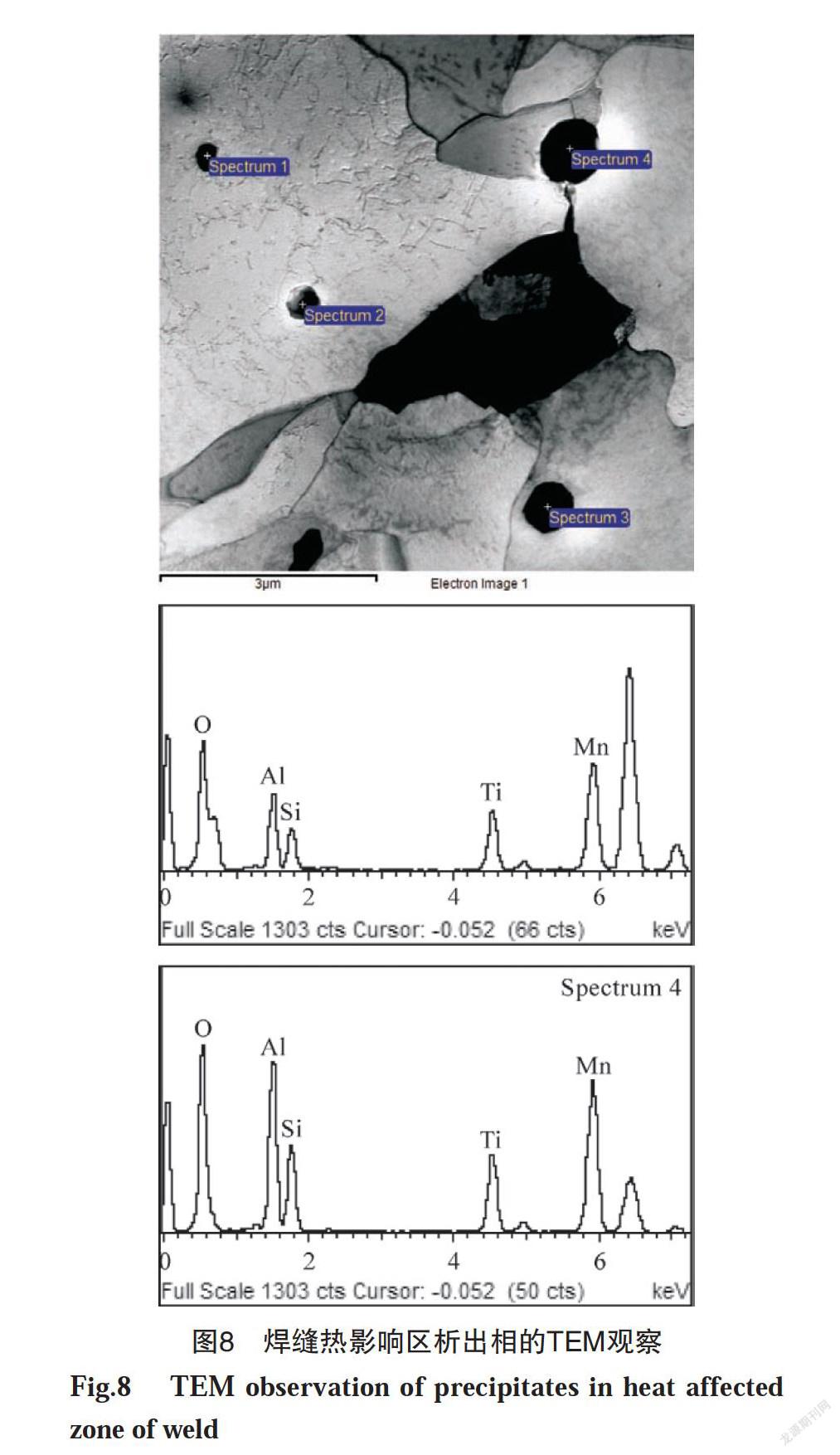
前道焊缝在后道焊缝的加热作用下产生焊缝热影响区或再热焊缝,对析出行为也会产生影响,因此对这个区域也进行了分析。析出物尺寸为200 nm~1.5 μm,个别细小达80 nm,主要为Ti、Al、Mn、Si的氧化物。典型析出物如图8所示。比较图7和图8可知,再热焊缝析出物尺寸略大于焊态焊缝,但无明显区别。
可见,对于试验的铸态焊缝来说,其Nb含量低于母材,且未经历像母材那样易于析出相形成的轧制工艺,难以观察到如母材那样的含Nb析出物。如此说来,由母材熔入焊缝中的Nb将主要以固溶形式存在,对焊缝有一定的强化作用;至于是否存在几纳米甚至更小的含Nb析出相有待进一步研究。那么,促进焊缝中针状铁素体形成的形核质点仍然以微米及微纳米级Ti、Al、Mn、Si的氧化物为主。这与母材及焊接粗晶区有明显不同。
3 结论
通过对武钢经济型X70钢进行双丝埋弧焊试验研究,得到如下结论:
(1)焊接接头强度、弯曲性能及冲击功均满足要求,冲击韧性富裕量较高且波动较小。过热区组织为粒状贝氏体,鐵素体基体呈块状及板条状。该经济型X70钢具有优良的焊接性能。
(2)双丝埋弧焊前丝强度级别为550 MPa级,后丝为650 MPa级,整体上级别略高的焊丝匹配可以弥补母材成分的稀释,得到等强匹配焊缝。并且由于双丝同熔池,不同成分焊丝熔融混合较为充分,焊缝性能仍较为均匀。
(3)在焊丝不加Nb的情况下,尽管X70钢中的Nb向焊缝过渡,但无论是焊态焊缝还是受热焊缝,电镜观察析出物尺寸为200 nm~1.5 μm,个别细小达80 nm,主要是Ti、Al、Mn、或Si的氧化物,不含Nb。这与X70钢母材中的析出物有明显不同。
参考文献:
[1] 黄国建, 张英慧, 黄明浩, 等. 经济型X70 管线钢热轧厚卷板的研制[J].钢铁研究学报, 2010(5): 51-54.
[2] 徐进桥, 郭斌, 李银华, 等. 一种经济型X70石油天然气管线钢及其生产方法[P]. 中国专利: CN 103805865A, 2014-05-21.
[3] 许良红, 陈延清, 牛辉. 焊接热循环对高NbX70级管线钢热影响区组织和韧性的影响[J]. 焊管, 2005(5): 18-21.
[4] 孙宏, 申立群, 田鹏, 等. 不同合金设计的X70 螺旋埋弧焊管性能分析[J]. 焊管, 2012(3): 47-50.
[5] 张英乔, 刘伟明, 张汉谦, 等. 焊接热循环及铌对原油储罐用钢粗晶热影响区组织和性能的影响[J]. 焊接, 2008(5): 23-28.
[6] 黄治军, 方要治, 王辉, 等. 能快速确定V型坡口埋弧焊一次成形焊接线能量的方法[P]. 中国专利: CN104816077B, CN 2015248111, 25015-08-05
[7] 文建华, 孙新军, 刘清友, 等. 低碳高铌微合金钢的析出行为[J]. 机械工程材料, 2007(9): 23-25.
[8] 孔萃敏, 蔡庆伍, 余伟. X70 管线钢中析出相的分析[J]. 材料与冶金学报, 2004(3): 67-71.
[9] 焦兰, 刘清友, 孙新军, 等. Ti、N 含量对焊接粗晶区晶粒尺寸及韧性的影响[J]. 材料热处理学报, 2010(10): 43-47.
Dual-wire SAW experiment on economic Nb-bearing X70 steel
HUANG Zhijun, DENG Zhaojun, CUI Lei, ZHEN Shaopeng
(Research Institue of Baosteel (Wuhan), Wuhan 430080, China)
Abstract: No-Nb wires of 550 MPa and 650 MPa grades were employed to carry out dual submerged arc welding test on economic Nb-bearing X70 steel. The mechanical properties of the welded joint met the technical requirements, and the HAZ had toughness with large margin and little fluctuation; the properties are uniform indicating a good mixture of the two wires in melting pool. The microstructure of GCHAZ is granular bainite with granular ferrite and plate ferrite. In spite of the Nb dilution from X70 parent metal to weld metal, the precipitates in welds of either as welded or reheated are still mainly oxides of Ti, Al, Mn and Si, but without Nb, sizing from 200 nm to 1.5 μm, and singly 80 nm by TEM observation, which is much different with that in X70 steel.
Keywords: economic; X70 steel; SAW; mechanical properties; precipitate
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
旅游纵览·行业版(2018年1期)2018-02-02
农机使用与维修(2016年10期)2016-11-10
证券市场周刊(2016年22期)2016-06-20
旅游纵览·行业版(2016年5期)2016-06-16
中国名牌(2009年2期)2009-03-03
