掘进机制造中热处理工艺使用分析
2020-09-10 13:23谭英林张浩
内燃机与配件 2020年9期
谭英林 张浩
摘要:在掘进机制造过程中,针对其中耐磨板与销轴的热处理工艺使用非常有必要,因为二者的价格偏高、焊接性能表现偏差、容易出现开裂状况,因此通过热处理工艺可有效提高二者机械性能,整体看来工艺实施价值较高。本文中就分别探讨了掘进机制造过程中对耐磨板与销轴的热处理工艺使用状况。
关键词:掘进机制造;耐磨板;销轴;热处理工艺
0 引言
热处理工艺能够改进掘进机在掘进生产过程中某些元部件的基本性能,确保掘进施工工作顺利推进。具体来讲,例如它对于耐磨板、销轴元件的可焊性提升效果还是十分明显的,是目前掘进机制造过程中的重要技术工艺内容。
1 掘进机制造中的耐磨板元件热工艺处理分析
1.1 耐磨板元件
掘进机在掘进生产过程中会采用到喷雾降尘操作,该过程中大量泥浆与迎头水聚集,其机械履带会行走于水泥浆并深陷其中。此时履带下方的耐磨板元件要履行履带支撑责任,它不但要受力耐磨,也要具有耐腐蚀性作用。当前许多掘进机厂家在生产制造设备过程中会采用到履带架下支撑K400耐磨条,该耐磨条的可焊性表现不好,容易开裂,整体上对焊接工艺要求较高。在分析耐磨板元件过程中,也必须关注其耐磨条的高硬度与粗糙表面[1]。
1.2 耐磨件元件热工艺处理分析
基于工艺改造耐磨件元件的力学性能,可保证焊接质量与其摩擦表面粗糙度获得改善。一般来说,需要在耐磨件中增加耐磨成分,再配合热处理改变其整体金属晶相组织,同时它也需要金属中具有一定含碳量,即“碳当量”,因此耐磨成分与碳当量是耐磨件热工艺处理中的两大重要指标。具体来讲就是低碳钢渗碳+热处理模式共同进行,如此可有改善耐磨件的焊接性能,更能提高其硬度。
在具体的热工艺处理中,需要考虑到耐磨条的淬火硬度,将淬火硬度选择在HRC35~38范围内,尽量对其零件性能造成较大影响。伴随渗层表面碳浓度的不断增加,其硬度与耐磨性也会有所提高,不过它的抗弯曲强度是不断下降的,例如它的抗弯曲碳浓度取值应该≥1.15%,结合这一数可考虑进行渗碳后加工,保证其渗碳层深度在1.2~1.4mm左右。综合考量动因素可将热工艺处理中的渗碳温度控制在930~950℃左右并持续保温10h,如此可有效保证渗碳层深度。
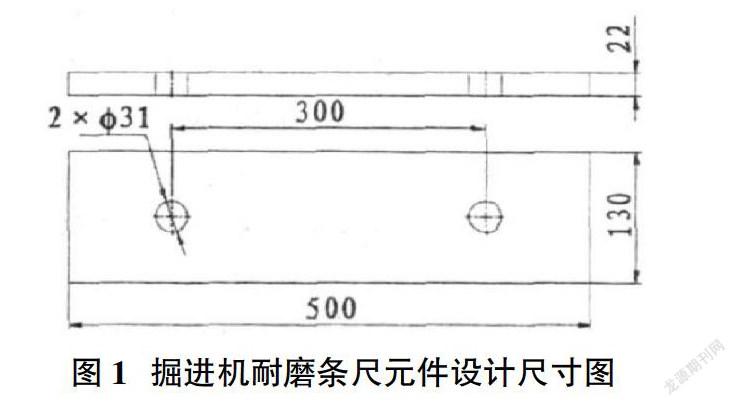
在耐磨条设计方面,要结合掘进机的履带架结构进行分析,合理设计耐磨条如图1[2]。
在进行渗碳操作之前,需要将耐磨板中的两块铁板用螺栓紧固起来(采用M30螺栓),而在渗碳之后则要将热工艺加工炉冷至西860~900℃心部温度,出路后再调整温度至室温。此时要拆除螺栓,专门加工铁板接合面,其加工目的主要是对渗碳深度进行有效控制,一般要控制在1.2~1.4mm左右,再将如图1中22mm厚度钢板加工到20mm厚度即可。加工后可直接切割曲调渗碳层,如此可保证淬火过程中焊接部位硬度不会过高。同理再切割耐磨板(切割到尺寸为120~130mm即可),最后处理打坡口,为随后的淬火焊接工艺操作做好准备。在掘进机加工完毕后还要对渗碳铁板进行热处理,合理选择淬火温度在770~850℃左右,在淬火操作后对耐磨板进行保温处理(保温温度为160~180℃),选择在2~3h范围内再进行回火操作,确保耐磨板的表面耐磨性与心部强度到位。此时对耐磨板元件的淬火硬度进行检测,发现其淬火硬度范围有所扩大,已经变为HRC33~38[3]。
对耐磨板元件进行热工艺处理后,可让掘进机下井操作进行验证,验证后发现其耐磨条硬度有所加强,开裂现象有所缓解,改造成功。
2 掘进机制造中的销轴元件热工艺处理分析
2.1 销轴元件的基本概述
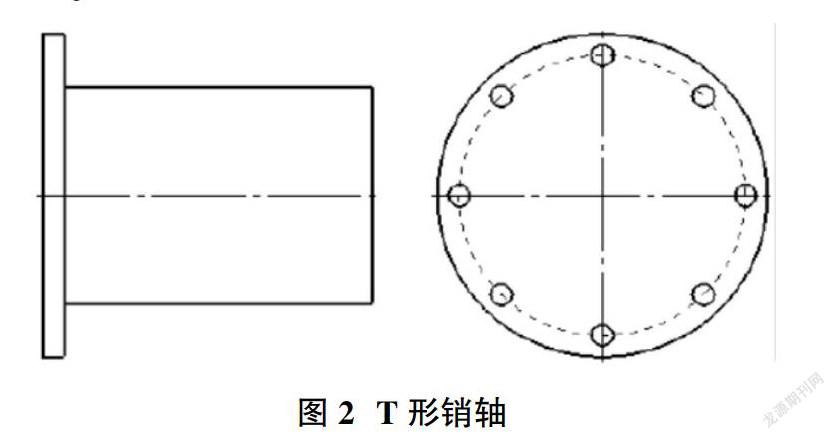
在掘进机中销轴的种类非常之多,它是掘进机的关键联结部件,一般销轴出现问题,必然会引发掘进机生产重大事故发生。销轴由于固定在联结部位位置,长期在恶劣生产环境中容易出现锈蚀问题,锈蚀后的销轴基本无法拆除,必须进行整套联结部件进行更换。考虑到销轴螺栓数量偏多,且距离联结中心还有一定距离,因此必须对其进行预紧操作,令其产生一定摩擦力,有效防止销轴转动。通过现场试验中也发现,针对销轴的拆装非常麻烦,如图2[4]。
以T形销轴肥力,整体看来它的固定螺栓非常之多,需要上百吨的拆装力,如果采用传统拆装方法模式必然会消耗大量人力物力,所以此时需要对销轴采用热处理工艺。
2.2 销轴的热处理工艺分析
销轴本身具有固定结构,由于锈蚀问题导致其结构上出现损坏,对掘进机正常生产造成影响,甚至还会引发事故,例如销轴锈蚀、润滑不良、磨损等等,这些问题还会严重影响到销轴的拆装问题,而这些问题的良好解决途径就是热工艺处理。
通常情况下,掘进机都是在阴暗潮湿的场景环境中工作的,它在掘进生产过程中机体温度较高,再加之被淋水,设备销轴表面会发黑。传统中采用镀铬处理无法解决锈蚀磨损问题,需要改良表面热处理工艺有效解决上述问题。具体来讲,需要首先分析销轴表面的使用性能,可采用QPQ热处理工艺,它的工艺流程应该如下:
第一步,将热处理工艺温度预热到350~450℃左右范围,预热时间控制在20~40min左右。
第二步,将氮化处理温度控制在520~600℃左右,预热时间控制在10~180min左右。
第三步,将氧化处理温度控制在350~400℃左右,预热时间控制在15~20min左右[5]。
第四步,运用QPQ热处理工艺处理销轴元件,分析其表面的3层渗层次组织,分别为最外部的氧化膜、化合物层以及扩散层,其中的氧化膜主要为四氧化三铁,它可有效提升金属表面的抗腐蚀性,也可改善工件外观。化合物层主要采用到了QPQ技术形成渗层组织,它的耐磨性表现较高,且具有较高的抗腐蚀性,能够与表面氧化膜层共同构成抗腐蚀性表现能力较强的综合抗腐蚀层,这也是QPQ热处理工艺技术的优越之处,它在防腐性能表现方面胜出传统技法一筹。最后是扩散层,它可有效提高金属疲劳强度,一般来说针对销轴处理过程中它的扩散层硬度可提升到1000HV以上,整体看来它的耐磨性表现非常之高。
总体而言,采用销轴热处理工艺对有效改善销轴表面性能很有帮助,也能彻底解决销轴表面所存在的各种质量问题,特别是它提高了销轴的金属抗疲劳强度,令其在掘进机关键部件联结部位起到了更大功能作用,最大限度降低掘进生产事故的发生[6]。
3 总结
目前掘进机设备发展较快,由于工程项目技术要求越来越高,其生产制造过程中对各种元件的使用功能要求也在逐步提升。为了有效解决元件传统问题,本文专门围绕掘进机的销轴和耐磨板元件进行了分析,希望通过热处理工艺有效改进元件细节,提高元件质量,优化掘进机的生产加工精度与元件热处理硬度,有效解决元件故障问题,提高掘进机生产效率。
参考文献:
[1]伦志宏.浅析热处理工艺在掘进机制造中的应用[J].科技创业家,2013(6):65.
[2]杨春海.重型掘进机销轴设计及热处理工艺[J].科技与创新,2016(8):86,89.
[3]浮动端面密封环用耐磨合金[Z].冶金部钢铁研究总院,铁道兵89121部队.
[4]皮爱民.铍青铜弹性元件热处理工藝及技术要求[J].世界有色金属,2019(17):168-169.
[5]王延忠,王段.航空齿轮热处理工艺优化试验研究[J].机械设计与制造,2019(4):189-191,195.
[6]贺利氏特种光源有限责任公司.用于衬底的热处理的装置、用于该装置的载体和衬底支撑元件:CN201780001149.3[P].2018-03-27.