
电子束3D打印极小曲面多孔TC4钛合金及其性能研究
2020-09-08 09:36樊永霞杨广宇
钛工业进展 2020年4期
贾 亮,樊永霞,刘 楠,杨广宇,杨 坤
(西北有色金属研究院 金属多孔材料国家重点实验室, 陕西 西安 710016)
电子束3D打印技术(selective electron beam melting,SEBM)是一种增材制造技术。该技术以计算机软硬件控制电子束,可直接驱动三维CAD模型成形实体零件,利用高能电子束熔化金属粉末,实现逐层堆积制造,可制备具有任意形状的零件[1-3]。多孔材料具有相对密度低、比强度高、比表面积大、质量轻、隔音、隔热、渗透性好等优点;极小曲面具有平均曲率处处为零的独特特性,其表面光顺、结构稳定。采用极小曲面与多孔结构复合,使得材料具有更大的比表面积及更高的比强度,特别适用于人体组织工程,并能够表现出更加优良的渗透性和吸附性,因此研究极小曲面多孔结构材料对于其在人体组织工程方面的应用具有积极的指导意义[4-6]。
极小曲面多孔结构具有高度的空间扭曲性,很难采用传统三维特征驱动绘制方法绘制模型,因而制备困难。本研究利用极小曲面的空间几何数学模型,通过多个软件参数化方式生成几何三维模型,并采用电子束增材制造方式制备具有复杂外形的极小曲面多孔钛合金样品。期望实验结果能够对多孔钛合金的制备工艺和应用推广提供数据支持。
1 实 验
1.1 极小曲面多孔结构设计
常见的极小曲面有Gyroid曲面、Primitive曲面、Diamond曲面,每种曲面均有各自的数学隐函数表达式。实验选用Gyroid曲面结构作为打印模型进行设计,其数学表达式为:
f(x,y,z)=sin(x)cos(y)+sin(y)cos(z)
+sin(z)cos(x)=0
由于隐函数难以用SolidWorks和CATIA等工业实体三维绘图软件绘制,而Rhino软件可在Windows系统环境中建立、编辑和分析,可转换成NURBS曲线、曲面和实体,而且不受模型复杂度、阶数以及尺寸的限制,同时支持多边形网格和点云输出。因此,实验采用Rhino软件为设计主体工具,并配合Grasshopper插件进行极小曲面的数学算法参数化生成。Grasshopper插件是一款在Rhino环境下运行的插件,采用程序算法生成参数化模型。与传统建模工具相比,该插件的最大特点是可以向计算机下达更加高级复杂的逻辑建模指令,使计算机根据拟定的算法自动生成模型结果。通过该模型的建模算法指令生成Gyroid极小曲面模型的步骤为:①在Rhino软件里打开提前安装好的Grasshopper极小曲面绘制插件,设置极小曲面整体结构尺寸为20 mm×20 mm×20 mm;②选择菜单栏math下的函数运算器,将之前提到的数学公式输入到函数编辑端,建立逻辑建模指令;③通过调整极小曲面函数图像控制参数来调节模型形状;④将生成的模型导出为3D打印通用的STL格式模型并保存。图1为Rhino建模软件界面及Grasshopper插件生成的Gyroid曲面模型。
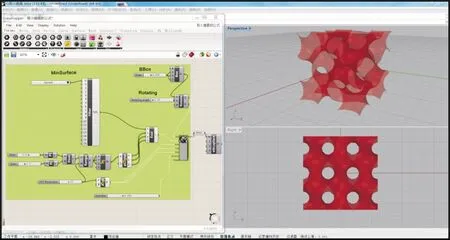
图1 Rhino建模软件界面及Grasshopper插件生成的Gyroid曲面模型
采用Materialise 公司基于数字化CAD的工程软件3-matic进行极小曲面的多孔化处理。该软件可以方便的处理STL格式三角面片描述的空间几何模型,并可以进行零件模型的轻量化和多孔化处理,是3D打印设计常用的拓扑优化软件。在3-matic软件中对Gyroid曲面进行多孔化拓扑处理,生成不同表观密度的极小曲面多孔模型,如图2所示。模型外廓尺寸均为20 mm×20 mm×20 mm,通过三维软件直接读取每个模型的质量,从而计算出极小曲面多孔结构材料的理论表观密度,从小到大依次为0.14、0.36、0.53、0.74 g/cm3。

图2 不同表观密度的极小曲面多孔模型
1.2 原料
实验原料为气雾化法制备的球形TC4钛合金粉末,其密度为4.43 g/cm3。表1是该粉末的化学成分,其性能满足增材制造粉末标准ASTM F1108。图3为TC4钛合金粉末形貌及其粒度分布图。该粉末呈球形,表面光滑,并伴有少量的卫星粉,粉末粒径≤106 μm。

表1 TC4钛合金粉末的化学成分(w/%)

图3 TC4钛合金粉末形貌及其粒度分布图
1.3 设备及工艺
采用西安赛隆金属材料有限责任公司研制的 Sailong-S2型电子束3D打印设备进行极小曲面多孔TC4钛合金成形。该设备电子束束斑直径≤0.2 mm,最大扫描速度为8 000 m/s,最大成形尺寸为200 mm×200 mm×240 mm,成形尺寸精度为±0.3 mm。采用的成形工艺参数为:模型切层厚度50 μm,底板预热温度750 ℃,预热电流22 mA,预热电子束扫描速度(15~20)×103mm/s,熔化电流为12 mA,熔化电子束扫描速度7.2×103mm/s。
成形过程分为软件处理和硬件处理两部分,工艺流程如图4所示。软件处理部分包括用三维CAD建模软件进行样品模型绘制,Mgaics软件来摆放模型并添加支撑,以及用Build Assembler软件对模型进行分层处理。硬件处理部分主要包括成形底板的调平、抽真空、设置控制参数、调节电子束定位精度、底板预热,以及铺粉熔化凝固成形。

图4 电子束3D打印成形工艺流程图
3D打印试样采用VPS-50真空烧结炉进行退火处理,退火工艺为:以10 ℃/min的升温速率升温至1 000 ℃,保温2 h,随炉冷却至室温。
1.4 样品表征
采用干质量测量法测量电子束3D打印得到的极小曲面多孔TC4钛合金样品的密度。将沉积态试样与热处理试样进行打磨、抛光、腐蚀,并在金相显微镜下观察其显微组织。采用Instron5967电子万能试验机对电子束3D打印试样进行压缩试验,加载方式为恒位移加载,加载速度为0.5 mm/min。
2 结果与分析
2.1 宏观形貌与表观密度
图5为电子束3D打印制备的不同表观密度的极小曲面多孔钛合金试样的宏观形貌。由图5可以看出,随着表观密度的增加,3D打印试样的孔隙逐渐变小。表2为极小曲面多孔试样的表观密度测量结果。从表2可以看出,试样的表观密度与理论表观密度存在一定偏差,相对于理论表观密度,偏差范围在+0.00~+0.14 g/cm3之间,且随着表观密度的增加,偏差逐渐减少,表观密度达到0.74 g/cm3时,与理论表观密度达到一致,偏差为0。试样表观密度与理论值出现偏差的主要原因有:在试样制备过程中,由于设备的打印精度为±0.3 mm,样品尺寸在0.6 mm以上可保证一定的打印精度,而设计的1#试样到4#试样的杆径尺寸从0.3 mm到0.8 mm逐渐增加,杆径越小,与最小可打印尺寸的差越大,从而导致表观密度的偏差增大;试样在加工过程中出现的粘粉、过熔等情况,使打印试样与设计试样存在质量偏差,也会导致表观密度出现偏差。
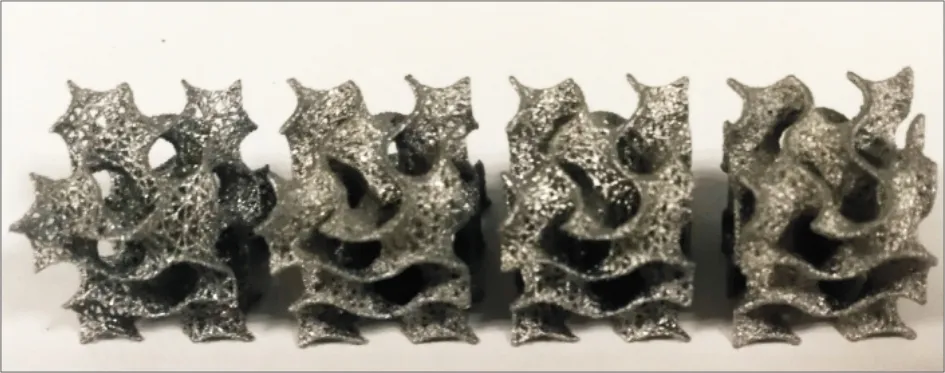
图5 电子束3D打印极小曲面多孔TC4钛合金试样宏观形貌

表2 极小曲面多孔TC4钛合金试样的理论表观密度与表观密度测量值(g/cm3)
2.2 微观组织
图6为沉积态和退火态极小曲面多孔钛合金试样沿沉积方向(Z轴)的金相照片。从图6a可以看出,沉积态组织主要为β柱状晶,沿沉积方向分布有明显可见的晶界。在柱状β晶内,充满了非常细小的垂直正交或斜交取向的针状马氏体α′相与α+β片层,如图6b所示。沿沉积方向形成粗大β柱状晶的主要原因是由于电子束熔化后的合金粉末,在沿着极小曲面的面沉积方向上产生了远大于周围其他方向的温度梯度,使晶粒呈柱状晶生长。在SEBM成形过程中,粉末从熔化到凝固是一个微熔池的瞬时液固相变过程,瞬时温度从约1 900 ℃下降到700 ℃左右,冷却速率在103~105℃/s之间,远大于Ti6Al4V合金中马氏体形成的临界冷却速率410 ℃/s,因此β相转变成了马氏体α′相[7-9]。在循环预热作用下,粉床温度始终保持在750 ℃左右,靠近熔化层的粉层温度更高,在800~900 ℃之间,在此高温下亚稳态的细针状马氏体发生分解,形成细长片状α相和粗短片状α相,因此柱状晶内部形成了α+β相[10]。
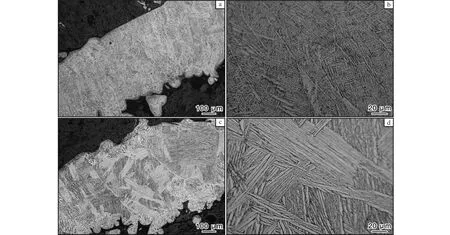
图6 沉积态与退火态极小曲面多孔TC4钛合金试样的金相照片
从图6c、d可以看出,经过1 000 ℃×2 h/FC退火热处理后,极小曲面多孔钛合金粗大的原始β柱状晶内部析出细长片α相,形成不同位相的集束,并在原始β柱状晶内部连续析出,组织转变为魏氏组织。
2.3 压缩性能
图7为分别在沉积态和热处理态下不同表观密度的极小曲面多孔钛合金试样的压缩应力-应变曲线。由图7可见,所有压缩试样在结构受压破坏之前主要经历3个阶段:弹性阶段、屈服阶段和平台阶段。试样在初始压缩阶段,随着应变量的增大,应力急剧增长,应力与应变为线性关系;当应变增至大约3%以后,应力继续增长,增长趋势为非线性,当应变增至7%~9%时,压缩应力值达到最大值;之后随着应变值的继续增大,试样被压溃,应力呈明显的下降趋势,在应变值超过25%以后,随着应变的继续增大,应力基本保持不变,进入了平台阶段。随着表观密度的增大,压缩曲线逐渐上移,初始屈服强度和弹性模量均逐渐增大,沉积态试样抗压强度分别为6.07、21.23、34.58、49.33 MPa。试样热处理后的弹性模量与沉积态相比变化不大,抗压强度除密度在0.48 g/cm3时略有降低外,其他均有所提高;在达到最大抗压强度之前,所有热处理试样的延展性都有一定提高,尤其是低表观密度试样的延展性提高比较明显。这是因为热处理后,α′相分解为α+β相,且α+β条状组织变粗,增加了延展性。
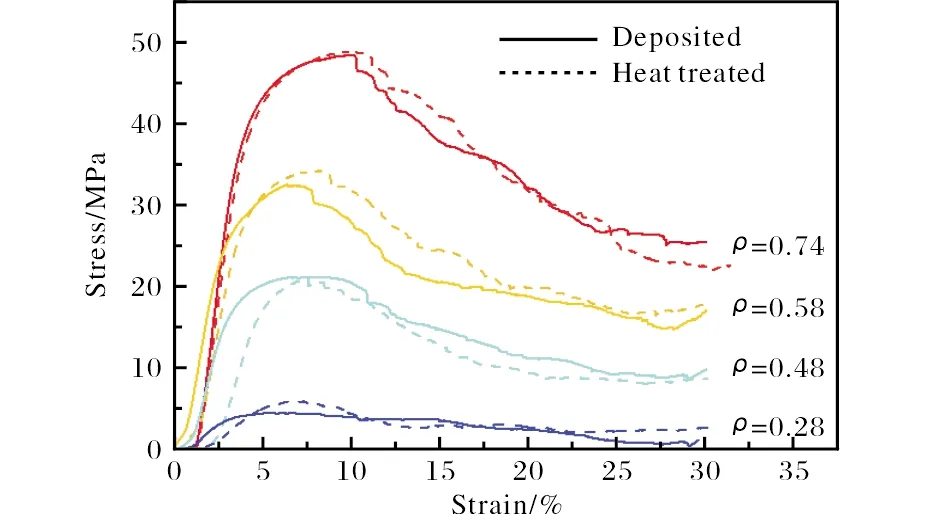
图7 极小曲面多孔TC4钛合金试样的应力-应变曲线
3 结 论
(1)采用Rhino建模软件为设计主体,并配合Grasshopper插件的程序算法可参数化生成极小曲面模型;再采用3-matic软件进行多孔化处理,可建立极小曲面多孔材料模型。
(2)采用电子束3D打印可制备出极小曲面多孔TC4钛合金,其表观密度从0.28 g/cm3提高到0.74 g/cm3。实际打印试样的表观密度与设计试样的理论表观密度偏差≤0.14 g/cm3,且随着试样表观密度的增加,偏差逐渐趋于0。
(3)电子束3D打印制备的极小曲面多孔TC4钛合金沉积态组织主要由β柱状晶组成,经1 000 ℃×2 h/FC退火处理后,其组织转变为魏氏组织。
(4)随着表观密度的增大,电子束3D打印极小曲面多孔结构钛合金的抗压缩强度增加,压缩曲线逐渐上移,初始屈服强度和弹性模量均逐渐增大。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
河北果树(2021年4期)2021-12-02
电子制作(2019年22期)2020-01-14
火力与指挥控制(2019年5期)2019-06-13
福建基础教育研究(2019年10期)2019-05-28
汽车文摘(2017年6期)2017-07-18
软件(2016年6期)2017-02-06
中国科技纵横(2014年7期)2014-12-07
科技视界(2014年6期)2014-08-15
科技传播(2010年18期)2010-04-12
