
核燃料后处理厂放射性废液浓缩净化的研究进展
2020-09-01 02:09王书嘉唐双凌李天乐肖煜芃王文举
能源研究与利用 2020年4期
王书嘉,唐双凌,李天乐,肖煜芃,王文举
(1.南京理工大学环境与生物工程学院,南京 210094;2.南京理工大学能源与动力工程学院,南京 210094)
近年来,核工业发展得到了世界上很多国家的重视,其中核燃料后处理是核工业发展过程中的重要环节。在乏燃料后处理过程中,会产生大量的放射性废物,这些放射性废物一般种类多,数量大,其中包含高中低放废液、铀酰浓铀溶液和草酸钚沉淀母液等,如果不对其进行及时有效的处理,它们会对环境造成污染并对人体造成辐射危害,因此一般要对其进行严格的处理和处置。本文针对后处理产生的放射性废液种类以及处理方法进行了简单介绍。
1 后处理工艺介绍
1.1 PUREX 流程
铀燃料组件在核反应堆内达到了计划的卸料比燃耗后,从反应堆内卸出,这种已烧“乏”了的燃料称为“乏燃料”。核燃料后处理就是对反应堆中用过的核燃料进行化学处理,以除去裂变产物等杂质并回收易裂变核素和可转换核素以及其它可利用物质的过程[1]。
在后处理工艺中广泛应用PUREX(Plutonium Uranium Recovery by Exctraction,PUREX)流程[2],该流程是在特定的溶剂萃取体系中,即以(铀、镎、钚、裂片元素)硝酸盐-HNO3-TBP(磷酸三丁酯)-稀释剂的两相中进行的化学分离过程。多年来工厂运行的经验表明,这个流程与其它萃取流程相比,是一个经济性、安全性和可靠性方面更好的流程,其基本原理基于:1)TBP 以络合萃取形式萃取中性U(VI)、Pu(IV)的硝酸盐络合物,它们以中性溶剂化合物的形式进入有机相。2)基于铀、钚和裂片元素在硝酸水溶液和TBP-煤油相中分配系数的不同,进行铀和钚与裂片元素的分离净化。3)基于Pu3+和Pu4+在硝酸水溶液和TBP-煤油有机相中分配系数的不同,在一定条件下,使Pu4+还原成Pu3+,以达到铀和钚分离的目的[3]。
1.2 后处理过程中产生的废液
1.2.1 高放废液
后处理厂高放废液主要来源于共去污过程中产生的萃余液1 AW 和放射性浓度与之相当的其它废液。1 AW 废液中含有大量裂变产物、盐类及少量铀、钚和硝酸,往往还夹带一定数量的TBP 和煤油及其降解产物。每吨乏燃料大约产生5~10 m3的高放废液,高放浓缩物的平均放射性活度为3.7×1013~1.1×1014Bq/L。表1为美国PUREX 工厂第一循环萃余液的成分数据。
1.2.2 中放废液
中放废液的特点是裂片元素含量很低,铀(10-2g/L)和钚(10-3g/L)浓度低,酸度高(2~3 mol/L),放射性低(放射性浓度约为105Bq/L 量级)。中放废液处理时可以直接并入高放废液,无需单独处置[4]。
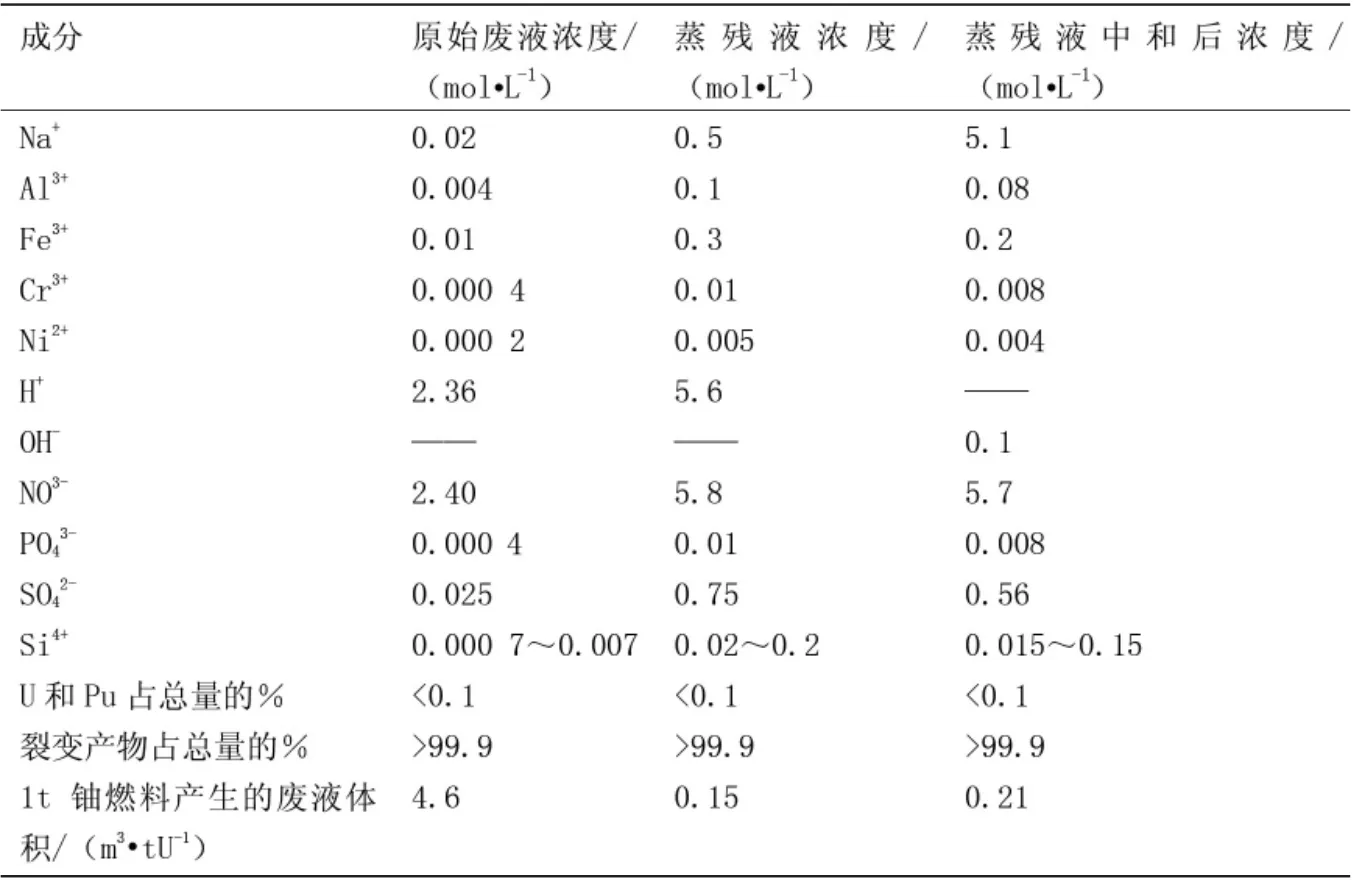
表1 美国PUREX 工厂第一循环萃余液的成分数据
某处理能力为1 500 t/a 的工厂,其产生的中放废液量为50~100 m3/d,低放废液量为500~1 500 m3/d。除了废液体积庞大外,中放废液的组成也多种多样。在动力堆核燃料后处理厂,中放废液主要来源于钚和铀的纯化循环萃余液、高放废液蒸发浓缩过程中的二次蒸汽以及冷凝液、设备清洗去污时产生的放射性废液和污溶剂洗涤过程中产生的废酸和废碱等。
1.2.3 放射性有机废液
元件经过一定时间的冷却后,裂变产物90Sr 和137Cs 废萃取剂含有磷酸三丁酯、稀释剂以及它们的降解产物,属于液体有机废物。处理能力为1 t/d 的核燃料后处理厂每天产生0.01~0.1 m3的废萃取剂和1 ~2 m3稀释剂废液[5]。
1 m3废溶剂(30%TBP)含有0.05~0.5 gPu、0.5~10.0 gU 以及总活度可达1012Bq 的裂变产物。有机洗涤液中TBP 的含量一般为3%~15%,大多为3%~5%,其α 放射性活度浓度为3.7×1010~3.7×1011Bq/m,β放射性活度浓度为3.7×1011~3.7×1013Bq/m3[6]。
2 放射性废液的处理方法
核燃料后处理过程中会产生大量的放射性废液,这些废液种类繁多,成分复杂,由于废液的排放标准很严格,因而这些放射性废液的处理要比一般废液的处理更复杂也更昂贵。
放射性废液处理的基本原则是根据废液不同的放射性水平和化学成分采用不同的方法。如果将高放废液与低放废液混合处理,就会加大净化设备的负荷并造成浪费。目前常用的放射性废液处理方法有:蒸发浓缩法、絮凝沉淀法、离子交换法和隔膜分离等。几种放射废液处理方法的比较见表2。
2.1 蒸发浓缩
蒸发是分离挥发性溶剂与不挥发性溶质的主要方法之一。目前,在国内外核工业中,蒸发法是处理放射性废液的一种有效而且可靠的方法[17-18]。后处理厂的高放和中放废液大多用蒸发浓缩法处理,因为该法可以减少废液体积,便于贮存或后续处理,在某些条件下还可回收硝酸,二次蒸汽冷凝液可以排放或者重复利用。蒸发是化工生产中一个比较成熟的单元操作,在理论方面和实际应用上都积累了较系统、完整的资料和经验,设计和运行安全可靠[19]。

表2 几种放射性废液处理方法的比较
目前大部分后处理厂利用外部加热使溶剂汽化,经过冷却冷凝后成为含不挥发溶质较少的二次蒸汽冷凝液而且得到了净化[9]。剩余溶质保留在少量的浓缩液中成为蒸发残液而得到了浓集。蒸发法处理浓缩高放废液的工艺流程示意图如图1所示[1]。
蒸发浓缩法灵活性大,净化系数高,单效蒸发器处理只含不挥发性放射性污染物的废水时,去污系数可达104以上,而多效蒸发器和带有除雾沫装置的蒸发器去污系数最高能达到108[20]。
在实际工况下,随着蒸发浓缩的进行,废液中的硝酸浓度越来越大,会对蒸发浓缩设备造成严重的腐蚀,所以为了使浓缩废液对设备腐蚀降至最低,最好将硝酸浓度降至较低的值。因此,在蒸发浓缩过程中会添加还原剂来破坏浓缩液中的硝酸,也就是脱硝工艺。后处理中常用的还原剂有甲醛、甲酸和蔗糖。Longstaff 和Singer[21]研究了甲酸在硝酸水溶液中的氧化动力学,研究发现影响甲酸脱硝反应速率的决定性一步是甲酸和亚硝酸之间的双分子反应。
甲醛参与的脱硝反应和硝酸浓度有关,当硝酸浓度为2~8 mol 时,甲醛和硝酸的反应如下所示[19]:
蒸发浓缩法处理高放废液的问题在于在蒸发过程中废液中的水不断气化成为二次蒸汽逸出蒸发器,这样就会造成废液中含有的易挥发放射性裂变产物释放到环境中。所以改进的方法是改进蒸发器的设计,尽可能减少夹带量。比如李明[22]的团队就优化了蒸发工艺,利用返流水和二次蒸汽雾沫之间的浓度差,将二次蒸汽夹带的雾沫溶解于液层中,并随返流水回到加热室参与二次蒸发工艺,从而降低了夹带雾沫中的放射性核素量。
2.2 絮凝沉淀法
废液中的放射性核素以及其它污染物质,以悬浮物、胶体或溶解状态存在于废液中。这些悬浮物和胶体的存在,对于废液的进一步处理十分不利。目前,絮凝沉淀法是从放射性废液中除去胶体和悬浮状固体微粒的一种常用方法[23-24]。该方法在处理放射性废液时,是有选择性的,通常需根据废液的成分、出水水质要求来选择合适的絮凝剂,当要处理多种放射性核素时可以加入多种絮凝剂[25]。
在化学沉淀时,主要投加铁盐、铝盐、磷酸盐、石灰和苏打等[26],同时可投加黏土、活性二氧化硅等助凝剂增加凝结过程[27]。将铝盐或铁盐加入废液后,生成氢氧化物絮状体,能去除废液中的悬浮物、胶体物并吸附一些离子,但对放射性核素的去除能力一般均较低,铝盐比铁盐效果差一些,氢氧化物絮状体去除放射性核素的能力如表3所示[1]。
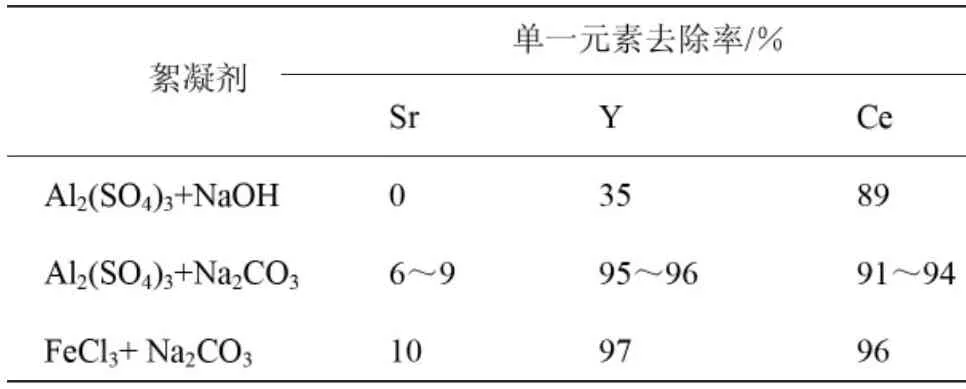
表3 氢氧化物絮状体去除放射性核素的能力
该方法费用低,设施和技术较成熟,但存在污泥产量较大、固液分离困难、废液组分复杂和处理效果不佳等问题。改进的方法是提高形成沉淀的速率使得固液易于分离,综合使用多种絮凝剂进行处理。如Luo[28]等在实验室利用PCM(pellet co-precipitation micro-filtration)过程提高90Sr 沉淀形成的效率,这样固液比较容易分离,且分离后的液相可直接排出,90Sr 的平均去污因子达到577。赵帅维等人[29]研究发现,共同使用硫酸亚铁和聚合氯化铝对含铯和钴的放射性废水有很高的去除率,对铯的去除率可达94%,同时硫酸亚铁对钴的去除率最高可达到95.6%。李元等人[30]针对放射性废水中的锶、铯和钴离子研究了不同的絮凝剂对核素的去除效果,研究表明:碳酸钠为沉淀剂可以去除93.2%的锶离子,以聚合硫酸铁为絮凝剂可去除98%以上的锶离子和钴离子,以自制的焦磷钒酸锆为吸附剂可去除99%的铯离子。
此外,后处理厂的废液大都是含有混合裂变产物的废液,使用该法时如果要使各种放射性核素都得到一定程度的净化,往往需要相继使用多种絮凝剂综合处理,对较难去除的钌和铯等核素,可采用亚铁氰化物和高碘酸等专用方法来处理[31-32]。
2.3 离子交换
目前,离子交换法在核行业中有着广泛的应用[33-34]。当处理的废液中非放射性离子(少数是阴离子)较少时,离子交换法可以长时间的高效工作,它可以纯化反应堆的循环冷却水,分离矿石中的放射性元素,从核燃料后处理的高放废液中分离裂变产物,提取有用的裂变同位素和超铀同位素[35]。
离子交换法处理放射性废水是通过离子交换剂来实现的。一般的离子交换剂是一种不溶性的固体物质,在其表面和内部均带有可交换的阴离子或阳离子。当离子交换剂与某种电解质溶液接触时,这些可交换离子能与溶液中具有同种电荷的其它离子进行等值交换[36]。离子交换工艺流程图如图2所示。
随着离子交换材料的不断发展,离子交换法在处理高、中和低放废液方面都取得了很大的进展。USDOE 在Savannah River Sitety 用85 L 铯离子交换剂和45 L 锶离子交换剂处理旧分解池2×104m3,取得了比较满意的结果[37]。王浩[38]用磺酸型聚苯乙烯阳离子交换树脂处理含60Co 的放射性废水,有效地将60Co 放射性废水里的正二价60Co 离子交换出来,使得废水达到排放标准的要求。有文献中指出,一些杂多酸盐离子交换剂比如磷钼酸铵(AMP)、磷钨酸铵(AWP)等对铯有很好的选择性吸附。邓启明[39]用浸泡法合成了磷酸锆-磷钼酸铵(ZrP-AMP)复合离子交换剂,并研究了在酸性条件下对含铯放射性废液的吸附和解析,研究结果显示,提高反应物中盐酸量可以合成能进行柱分离操作的磷酸锆颗粒,ZrP-AMP 对铯的交换容量可以达到59 mg/g,回收率可以达到80%。亚铁氰化物作为铯的无机离子交换剂,对铯的选择性好,并且适用于放射性废液酸度和盐度较高的情况[40]。
离子交换法的问题主要是此法必须要求废液中悬浮固体的浓度很低,因此,具有局限性,需要改进交换树脂材料或者利用膜分离技术进行预处理。
2.4 膜分离技术
目前,膜分离技术在处理放射性废水中应用广泛[41-42],它是借助选择透过性的薄膜,通过压力差、温度差和电位差等实现放射性废水混合物的分离。膜分离技术主要包括电渗析法、反渗透、超滤和膜蒸馏等[43-45]。Szoke 等人[46]研究了用有机纳滤膜处理含Co2+有机废水的方法,结果显示有机纳滤膜的处理效果受pH 大小的影响,当pH 大于9.5 时,其对Co2+的去除率可以达到90%。牟旭凤等人[47]研究了一种用聚合物辅助无机膜处理放射性废水的技术,比较了相对分子质量分别为8 000、50 000 和100 000 的三种聚丙烯酸和截留分子量为1 000、3 000 和8 000 的无机膜对模拟放射性废水的处理效果。结果显示:聚合物辅助超滤技术可以有效地去除废水中的Sr2+和Co2+,且当采用相对分子质量为100 000 的聚丙烯酸辅助截留相对分子质量为8 000 的无机膜超滤时,去除效果最好。除了有机高分子聚合物膜以外,无机陶瓷膜经过多年发展也在处理放射性废水领域有着很大的应用。陈婷等人[48]就采用了ZrO2-TiO2复合陶瓷纳滤膜对含Sr2+和Co2+的放射性废水进行了处理,结果表明:此种陶瓷纳滤膜对Sr2+和Co2+有着很好的截留作用并且陶瓷电滤膜对放射性离子的截留性能和膜压差以及pH 大小有关。
膜分离技术问题主要在于此法对废液前处理要求较高,并且国内外目前使用的膜元件都不能耐辐射,未来还需要研制适用于高放废液、耐辐照的膜材料和膜元件。
3 结语
本文综述了后处理厂中放射性废水的浓缩净化方法,其中蒸发浓缩法适合处理高放废液、中放废液以及含盐量较多成分较为复杂的废液;絮凝沉淀法和离子交换法都适用于处理含盐量较低的中放废液和低放废液;膜分离法处理放射性废液效果较好,但是成本较高,运行条件也比较苛刻,发生堵塞时清洗较困难。在核工业中,蒸发浓缩法是最常用的处理放射性废液的方法。
在实际工况中,后处理厂的废液组成复杂,放射性较高,废水量大,因此,在选择处理工艺时,如欲使废液得到彻底净化,未来的研究方向应该重点放在考虑多种方法联用,对工艺进行组合,进行废液预处理,优化运行条件,比如蒸发浓缩-絮凝沉淀和蒸发浓缩-离子交换法等,以达到最佳处理效果,降低运行成本。
猜你喜欢
科学家(2022年4期)2022-05-10
建材发展导向(2021年22期)2022-01-18
应用能源技术(2021年4期)2021-11-29
建材发展导向(2021年18期)2021-11-05
现代临床医学(2021年5期)2021-11-02
建材发展导向(2021年7期)2021-07-16
科学与财富(2020年26期)2020-11-16
中学化学(2019年2期)2019-07-08
中学生数理化·高三版(2016年9期)2016-05-14
中小学实验与装备(2015年3期)2016-04-21
