
新型输电线路钢管杆法兰焊接方式研究
2020-08-31 05:41汪洋
机电信息 2020年17期
摘要:输电铁塔主要采用角钢或钢管结构焊接而成。其中,对于输电线路钢管杆一般的工艺流程为先完成板材的下料和折弯,再焊接成钢管,接下来完成钢管、法兰盘和筋板的焊接。针对输电线路钢管杆法兰焊接工艺现状,提出了输电线路钢管杆法兰焊接工艺的改善技术,可以保证钢管塔整体结构的安全性。
关键词:输电线路钢管杆;法兰焊接工艺;法兰盘;筋板
1 输电线路钢管杆法兰焊接工艺现状
目前的输电线路钢管杆法兰焊接工艺,一般先将钢管与法兰盘对齐并焊接,再完成筋板与钢管和法兰盘的焊接。在具体焊接过程中,先完成钢管与法兰盘内圈和外圈的焊接,再按照顺时针或者逆时针顺序,完成筋板与钢管和法兰盘的焊接。在焊接时针对每一条焊缝,分打底层、填充层和盖面层3道焊缝完成。如此一来,在钢管和法兰盘焊接处、内圈和外圈之间存在焊接应力;筋板与钢管和法兰盘的两侧焊缝处,也容易产生焊接应力。以上焊接应力导致焊缝在后期使用过程中容易开裂破损。
2 输电线路钢管杆法兰焊接的总体概述
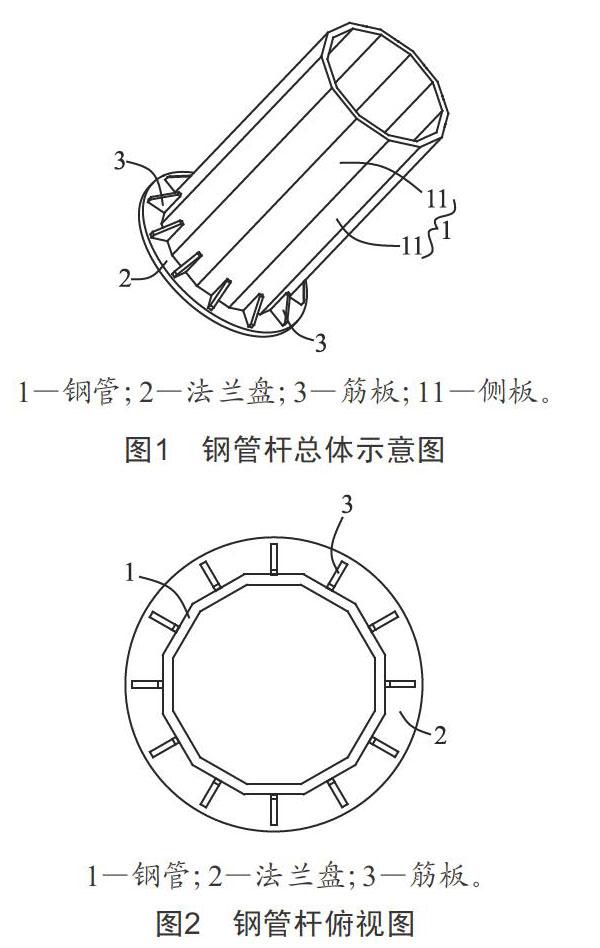
现对输电线路钢管杆法兰焊接工序进行概述,钢管杆总体示意如图1所示,结合图2所示的钢管杆俯视图,该输电线路钢管杆包括钢管1、法兰盘2和筋板3,其中钢管1由4N个宽度相同的侧板11首尾连接而成,钢管1横截面呈4N边形,筋板3设置有4N个,每个筋板3与钢管1侧板11和法兰盘2表面相互垂直并焊接固定,钢管1与法兰盘2相互垂直并焊接固定,N为正整数。在本文中,取N=3,即钢管1横截面呈12边形。
3 输电线路钢管杆法兰焊接工艺的改善技术
基于一般的钢管塔法兰焊接工艺,对其进行改善,使加工更为简单有效,降低加工难度,增强钢管塔的安全可靠性,杆体与法兰施焊图如图3所示,具体步骤如下:
步骤S1:先将筋板3与钢管1和法兰盘2表面相互垂直设置并焊接固定,具体可以采用点焊方式,便于接下来的焊缝施焊。
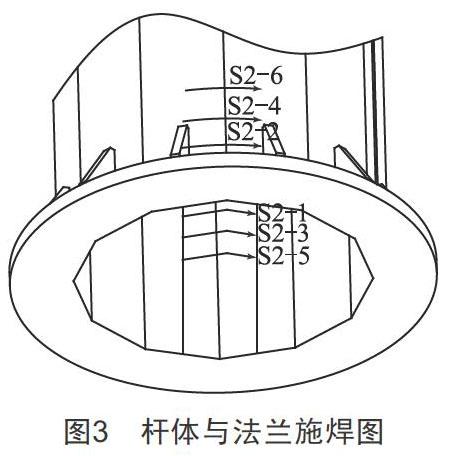
步骤S2:焊接钢管1底部内壁与法兰盘2之间的焊缝以及钢管1底部外壁与法兰盘2之间的焊缝。具体如图3所示,包括以下内容:
S2-1:焊接钢管1底部内壁与法兰盘2之间的打底层;S2-2:焊接钢管1底部外壁与法兰盘2之间的打底层;S2-3:焊接钢管1底部内壁与法兰盘2之间的填充层;S2-4:焊接钢管1底部外壁与法兰盘2之间的填充层;S2-5:焊接钢管1底部内壁与法兰盘2之间的盖面层;S2-6:焊接钢管1底部外壁与法兰盘2之间的盖面层。
所述步骤S2-1和S2-2、步骤S2-3和S2-4、步骤S2-5和S2-6同时施焊,这样可防止钢管1与法兰盘2焊缝处被反复加热冷却,防止应力产生,焊接效率更高。基于同样的考虑,所述步骤S2-1和S2-2施焊方向相同,步骤S2-3和S2-4施焊方向相同,步骤S2-5和S2-6施焊方向相同,这样对称式的焊接方式,可大大降低焊缝处的应力。
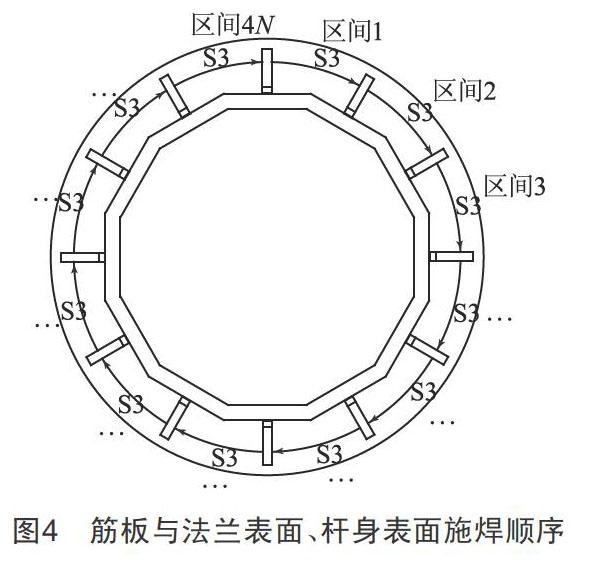
步骤S3:筋板与法兰表面、杆身表面施焊顺序如图4所示,结合筋板分组施焊图(图5),4N个筋板3将法兰盘2表面分割为4N个区间,根据执行步骤S2时的焊接方向,顺时针或者逆时针依次完成各个区间的钢管1与法蘭盘2焊缝的焊接。这样只需顺时针或者逆时针将钢管1和法兰盘2转动一圈,即可完成焊接,效率更高。钢管1与法兰盘2体积往往较大,热传导效率较高,在完成一个区间内的两条焊缝焊接后再执行下一个区间内的焊缝焊接,往往不会产生较大的应力。针对体积较小的钢管1与法兰盘2,也可以采用对称施焊的方式,即先完成一个区间的两条焊缝焊接,再执行对称区间的两条焊缝焊接,降低焊接应力。
步骤S4:筋板分组施焊图如图5所示,在钢管1上选取4个侧板11,分为2组,每组内的2个侧板11相互平行,2组之间的侧板11垂直,将这4个侧板11对应的4个筋板3按照以下顺序进行焊接:首先将其中一筋板3与侧板11和法兰盘2表面焊接,即步骤S4-1;其次将同一组内的另外一筋板3与侧板11和法兰盘2表面焊接,即步骤S4-2;再次将另一组内的一筋板3与侧板11和法兰盘2表面焊接,即步骤S4-3;最后将另一组内的另一筋板3与侧板11和法兰盘2表面焊接,即步骤S4-4。这样采用十字形施焊的方式,可有效降低焊接应力,定位更加精准,防止焊偏,且能防止焊缝在后期使用过程中开裂破损。
具体的筋板与法兰表面、杆身表面施焊方向如图6所示,每个筋板3与侧板11和法兰盘2表面之间形成左右两条对称焊缝,左右两条对称焊缝的焊接包括以下步骤:首先焊接其中一条焊缝的打底层,再焊接另外一条焊缝的打底层,即步骤S4a;其次焊接第一条焊缝的填充层,再焊接另外一条焊缝的填充层,即步骤S4b;最后焊接第一条焊缝的盖面层,再焊接另外一条焊缝的盖面层,即步骤S4c。这样可防止筋板3与侧板11和法兰盘2表面焊缝处被反复加热冷却,防止应力产生,焊接效率更高。基于同样的考虑,左右两条对称焊缝的每一道焊缝的焊接方向相同,这样对称式的焊接方式,可大大降低焊缝处的应力。
步骤S5:按照步骤S4的焊接顺序,依次完成4N个筋板3与侧板11和法兰盘2表面的焊接。
4 结语
由于输电线路钢管杆安装简便,且具有良好的受力特性,所以在输电线路中的应用越来越广泛。在加工方面,钢管塔与传统的角钢塔有较大差别,其中作为钢管塔关键技术的法兰焊接工艺也显得尤为重要,它直接影响到钢管塔整体结构的安全性。因此,本文通过优化该技术的实际应用,可以充分发挥钢管塔在实际输电线路中的优势。
收稿日期:2020-06-02
作者简介:汪洋(1995—),男,湖北武汉人,助理工程师,研究方向:输电线路钢管杆的设计、放样。
