
无心磨床支架的优化改进
2020-08-31 05:41王兵琴
机电信息 2020年17期

摘要:用无心磨床加工长轴类零件具有光洁度好、直线度高等优点,可以有效保证产品质量。基于此,在原有无心磨床的基础上,通过优化改进支架,将固定支架变为可调节支架,可扩大无心磨床的磨削直径范围,进一步提高企业加工能力。
关键词:无心磨床;可调节支架;磨削范围;优化改进
0 引言
在无心磨床上加工丝杠、光杠等长轴类零件,具有加工粗糙度低、精度高、生产效率高等优点。在实际生产中常采用固定支架的无心磨床,这种磨床可磨削的直径是固定的,只能磨削特定直径尺寸的长轴零件,在产品种类众多的情况下,要求企业有更多规格和型号的机床才能满足生产需求,无形之中增加了企业生产成本。基于此,本文通过改造无心磨床,将固定支架改进为可调节支架,可扩大无心磨床的磨削直径范圍,在保证零件加工精度的前提下,满足多样化产品加工需求,提高企业的生产效率和生产能力。
1 无心磨床介绍
1.1 无心磨床加工原理
无心磨是磨削加工的一种特殊形式,磨削过程中工件不定回转中心,可磨削圆柱面、圆锥面。无心磨床由磨削砂轮、砂轮架、床身、托架、导轮、纵向进给机构、支架等部分组成。常见的磨削方式有:切线进给磨削、切入进给磨削、断面进给磨削和通过进给磨削。磨削砂轮高速旋转对工件起磨削作用,导轮以较慢速度旋转,从而带动工件做旋转运动,贯穿磨削时通过调整导轮轴线的倾斜角来实现轴向进给,切入磨削时通过导轮架的移动来实现径向运动,支架起支撑纵向进给机构和工件的作用。
1.2 无心磨床特点
无心磨床的特点主要包括:(1)导轮和支架支撑刚性好,易于实现高速磨削,有利于丝杠、光杠等细长轴类的精加工;(2)可实现连续加工,无需退刀,生产效率高;(3)工件靠外圆在无心磨定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿、切入机构的重复定位精度误差对零件尺寸精度的影响较小;(4)工件不需要打中心孔,可实现自动化上、下料。
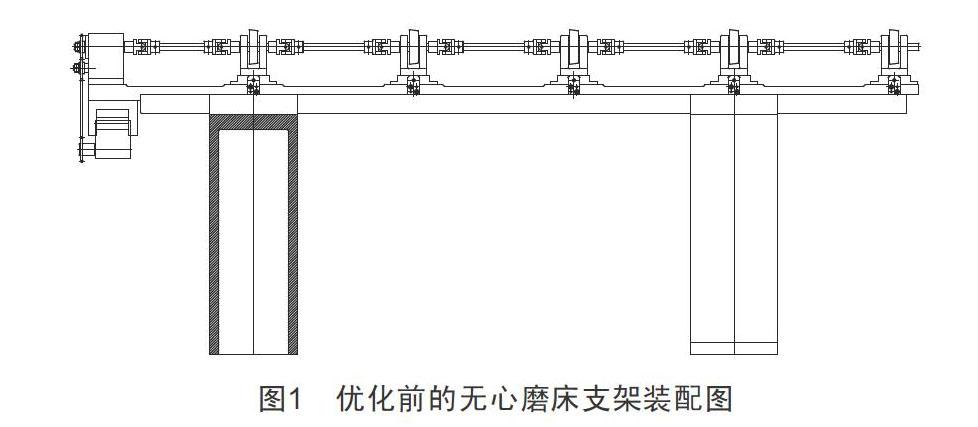
2 优化前的无心磨床支架
原有无心磨床由固定支架、纵向机构、砂轮、砂轮架、导轮、托板、床身等部分组成,固定支架支撑着纵向进给机构和工件部分。优化前的无心磨床支架装配图如图1所示。对于生产中使用固定工件支架的无心磨床,其磨削直径固定,磨削范围小,只能磨削特定尺寸的长轴类零件。
在日常生产中,由于产品种类多,通常存在长轴类工件批量小、尺寸不统一的情况,如若再引进设备,必然会增加生产成本,同时部分设备闲置将造成资源浪费,而现有的固定支架无心磨床磨削尺寸一定,无法满足磨削需求。因此,可以在现有固定工件支架的基础上,对无心磨工件支架进行优化改造。
3 优化后的无心磨床支架
优化需要考虑的因素有:可调节支架的结构形式、各支架的承重、调节方式。在优化过程中,首先测量固定支架的高度以及砂轮的中心高度,根据所需要的调节范围,确定可调节支架螺杆的调节行程、螺杆螺距以及螺母转动一圈螺杆进给的距离,确保螺杆移动行程能够满足调节需要。同时还要计算可调节支架的支撑重量,确保各支架上螺杆有足够的刚度。
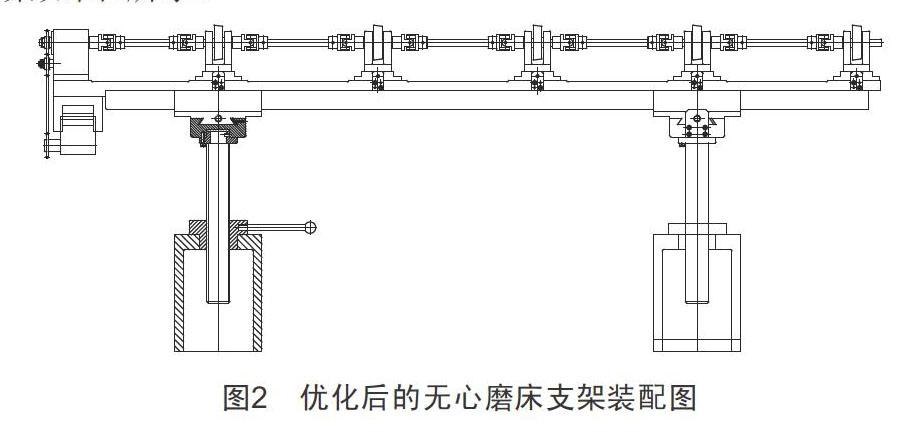
通过优化设计,将无心磨工件支架变为可调节支架,由底座、手柄、调节螺母、纵向螺杆、法兰盘、支座体、横向丝杆及滑板等部分组成。底座安装在地基上;调节螺母与底座采用间隙配合,应严格控制其配合间隙;调节螺母与纵向螺杆配合,调节螺母上刻有刻度,根据螺母转过的角度,确定纵向螺杆移动的距离;纵向螺杆通过螺钉、销子与法兰盘固定结合;法兰盘用螺钉固定在支座体上,支撑着滑板;滑板与支座以燕尾形式配合,形成滑动导轨面;支撑板用销子定位并用螺钉固定在支座上,用于支撑横向丝杆;横向丝杆与滑板配合带动滑板移动。整个可调节支架支撑着上面纵向进给机构部分。优化后的无心磨床支架装配图如图2所示,优化后的无心磨床可调节支架如图3所示。
4 效果分析
4.1 优化后的无心磨床调节方法
优化后的无心磨床在磨削不同直径的长轴时,用手柄转动螺母驱使纵向螺杆上下移动,通过纵向螺杆带动上面支撑部分及进给机构部分上下移动,即可调节在支架上的工件与砂轮的相对中心高度,根据螺母转动的角度控制纵向螺杆的移动距离。同时可以通过转动横向丝杆移动滑板,微调工件与砂轮的水平距离,以满足加工要求。调节完成后,需对无心磨床进行整体精度检测,检测达到要求后即可进行磨削加工。
4.2 优化后的无心磨床应用效果
优化后的无心磨床,改变了原来只能磨削特定工件尺寸的现状,可以在可调节范围内根据生产加工调节出所需要的加工直径,调节过程简单易操作,具有可行性,调节后磨削加工的细长轴类零件经检测达到了工件的加工精度、粗糙度等各项要求。
5 结语
本文通过对无心磨床支架进行优化改进,扩大了无心磨床的加工范围,充分满足了加工产品种类多样化的需求,既保证了细长轴类零件的加工质量,又提高了机床的加工能力,有利于降低企业生产成本。
[参考文献]
[1] 王文章,杜君文,程国全.无心磨床磨削技术[M].北京:高等教育出版社,2002.
[2] 闻邦椿.机械设计手册[M].5版.北京:机械工业出版社,2010.
[3] 上海教育委员会.无心磨床技术[M].北京:机械工业出版社,2000.
收稿日期:2020-06-06
作者简介:王兵琴(1985—),女,甘肃天水人,工程师,从事工艺设计工作。
