多产化工原料的柴油加氢裂化催化剂(PHU-211)首次工业应用
2020-08-24 12:56赵玉柱张忠洋张威毅金善福金宝冬
当代化工 2020年6期
赵玉柱 张忠洋 张威毅 金善福 金宝冬
摘 要:针对降低柴油产量,增产重石脑油作重整原料、未转化柴油作乙烯裂解原料的市场需求,中国石油石油化工研究院开发了多产化工原料的柴油加氢裂化催化剂(PHU-211),并在抚顺石化公司120万t·a-1柴油加氫裂化装置进行了首次工业应用,可生产芳潜大于46%、产率30%~38%的重石脑油,是优质重整原料,BMCI值小于7,产率25%~30%的柴油,是比较好的乙烯裂解原料,化工原料产率可达70%,实现了催化柴油与焦化柴油的高效转化。
关 键 词:化工原料;柴油加氢裂化;催化剂;首次工业应用
中图分类号:TQ426.95 文献标识码: A 文章编号: 1671-0460(2020)06-1220-05
First Industrial Application of Hydrocracking Catalyst (PHU-211)for High Yield Chemical Material Production
ZHAO Yu-zhu, ZHANG Zhong-yang, ZHANG Wei-yi, JIN Shan-fu, JIN Bao-dong
(PetroChina Fushun Petrochemical Company, Fushun Liaoning 113001, China)
Abstract: To reduce diesel yield and increase the yield of heavy naphtha as reforming feedstock, unconverted diesel oil as raw material of ethylene cracking unit, PetroChina Petrochemical Research Institute has developed diesel oil hydrocracking catalyst(PHU-211) for high yield chemical material production, and its first industrial application was carried out in 1.2 Mt/a diesel hydrogenation cracking unit of Fushun petrochemical company. By the diesel oil hydrocracking catalyst(PHU-211), heavy naphtha with aromatic potential of more than 46% and the yield of 30%~38% has been produced, and it is high-quality reforming feedstock, its BMCI value is less than 7; The diesel with the yield of 25%~ 30% has also been produced, and it is better raw material for ethylene cracking unit; The yield of chemical raw materials can reach 70%, so the efficient conversion of catalytic diesel and coking diesel has been realized.
Key words: Chemical raw material; Hydrocracking; Catalyst; First industrial application
1 概述
近年来,我国油品市场呈现出柴油消费量降低、柴汽比不断下降的趋势,另一方面,炼油厂内部还存在重整装置原料不足、重石脑油短缺的问题,解决上述问题的较好方法是采用柴油加氢裂化技术,依托现有的柴油加氢精制、加氢改质装置进行改造,并更换性能优异的柴油加氢裂化催化剂来降低柴汽比、实现炼化一体化高度融合发展[1-5]。
针对降低柴油产量,增产重石脑油作重整原料、未转化柴油作乙烯裂解原料的市场需求,中国石油石油化工研究院开发了多产化工原料的柴油加氢裂化催化剂(PHU-211),并在抚顺石化公司120万t·a-1柴油加氢裂化装置进行了首次工业应用,本文介绍了催化剂应用的相关情况。
抚顺石化公司120万t·a-1柴油加氢裂化装置,主要对重油催化柴油、焦化柴油的混合油进行加氢裂化,多产重石脑油,其具有较高的芳烃潜含量,可作为优质的重整原料,生产的柴油作为国VI柴油调和组分。120万t·a-1柴油加氢裂化装置采用一次通过的工艺流程,设置加氢精制反应器和加氢裂化反应器。2019年6月,装置停工检修期间,更换为中国石油石油化工研究院开发的柴油加氢裂化催化剂(PHU-211),与其配套的是柴油加氢精制催化剂(PHD-112),7月1日,产品性质合格,装置开车一次成功。
2 模拟评价试验
2.1 原料油组成及性质
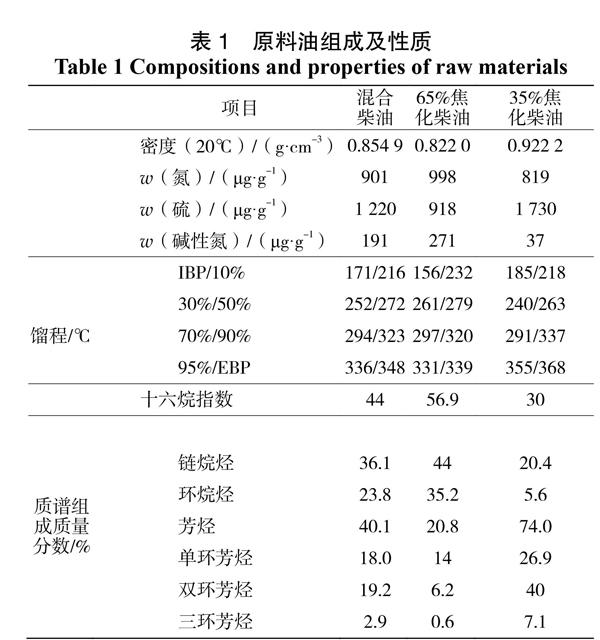
评价试验的原料油组成及性质见表1。原料油分别为混合柴油及质量分数分别为65%和35%的焦化柴油。
2.2 评价装置
在200 mL加氢装置上,采用一段串联工艺流程,按照抚顺石化120万t·a-1柴油加氢装置的情况,开展了PHD-112/PHU-211加氢精制/裂化催化剂性能评价试验。200 mL加氢装置工艺流程示意图见图1。
2.3 油品分析方法
评价试验的油品分析方法及标准见表2。
2.4 试验结果
主要开展了以下3种评价试验:
1)不同重石脑油收率(质量分数,下同)评价试验,>27%和>32%;
2)最大量提高重石脑油收率试验;
3)活性稳定性评价试验 。
2.4.1 不同重石脑油收率评价试验
试验结果见表3-表7。
由试验结果可以看出,在两种工况条件下,通过调整裂化催化剂反应温度,重石脑油收率可分别达到27.7%和32.6%以上,芳潜大于46%,是优质重整原料。柴油十六烷值大于70,硫质量分数小于7 μg·g-1,达到国VI调和组分要求。
2.4.2 最大量提高重石脑油收率试验
通过调整裂化催化剂温度,实现了最大量生产重石脑油目的,结果见表8。
由表8可以看出,通过调整工艺条件,重石脑油收率可提高到37.3%~41.5%,如果增加氢气后,届时氢耗可提高至2.5%,预计重石脑油收率可达到38%,能够满足抚顺石化60万t/a重整装置满负荷运行要求。
2.4.3 活性稳定性试验
在控制重石脑油收率31%~33%条件下,氢分压6.4 MPa,氢油体积比1 000∶1,体积空速(精制/裂化)0.9 h-1/1.1 h-1,初始裂化反应温度375 ℃,在1 500 h提温1 ℃到376 ℃,催化剂3 100 h升温速率0.016 ℃/d,重石脑油收率稳定在31%~ 33%,见图2说明催化剂具有较好的活性稳定性。
 3 装置运行情况分析
3 装置运行情况分析
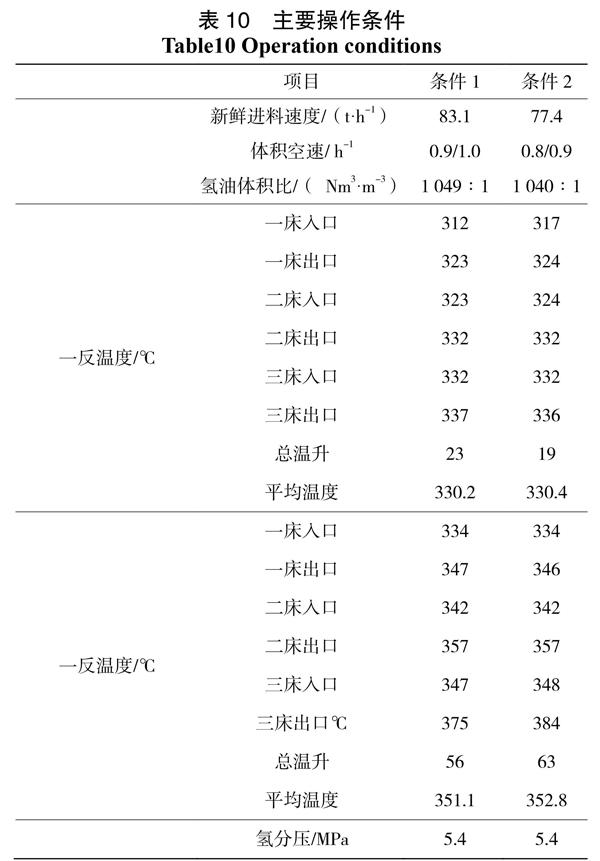
抚顺石化120万t·a-1柴油加氢裂化装置历经催化剂装填、干燥、硫化、钝化、原料油切换等过程,于2019年7月1日一次开车成功,7月22-23日,开展了装置达标考核试验,试验结果如下。
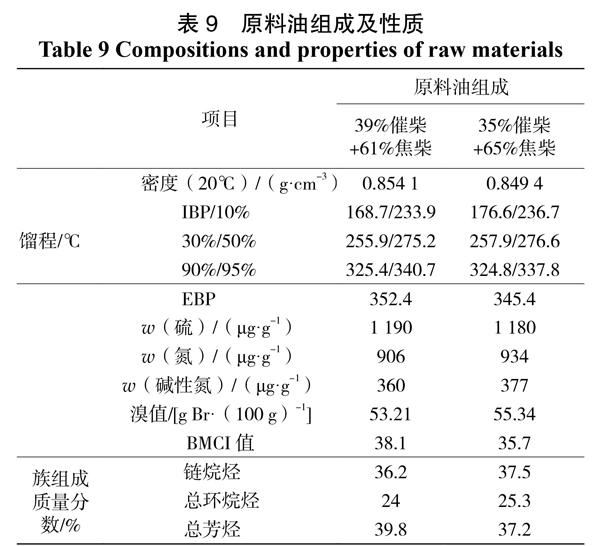
原料油组成及性质见表9。
低分油实沸点切割后各馏分性质见表11-表14。
由表11和表12 可以看出,重石脑油产率达到32%~38.7%,芳潜大于45.6%,是优质重整原料。
由表14-表16可以看出,>250 ℃柴油的乙烯收率33.17%,三烯收率为55.06%,是非常优质的乙烯裂解原料;十六烷值大于70,也可以作为优质0号柴油调和组分。
4 结 论
(1)模拟抚顺石化120万t·a-1柴油加氢裂化装置的工艺条件,开展了不同重石脑油收率评价试验。通过调整裂化催化剂反应温度,重石脑油收率可分别达到27.7%和32.6%以上,芳潜大于46%,是优质重整原料。柴油十六烷值大于70,硫质量分数小于7 μg·g-1,達到国VI调和组分要求。通过调整工艺条件,重石脑油收率可提高到37.3%~41.5%,能够满足为60万t·a-1重整装置提供更多原料的要求。
(2)装置运行结果表明,裂化平均温度350 ℃的条件下重石脑油收率38.7%、重石脑油芳潜45.6%、柴油十六烷值大于70.0、液收97.54%,全部达到协议指标要求,显示裂化剂具有良好的低温裂化活性。塔底柴油密度0.788 7 g·cm-3、BMCI值7.0,是非常优质的乙烯裂解原料,可以进一步降低全厂柴汽比,增加经济效益。
参考文献:
[1] 徐以泉,王振元,庞新迎,等.柴油加氢裂化降低柴汽比方案分析[J].中外能源,2016,21(7):85-89.
[2] 张罗庚,胡云涛,简建超.加氢装置降低柴汽比的优化措施[J].石油炼制与化工,2017,48(7):60-63.
[3] 卢 红,李振宇,李雪静. 我国汽柴油消费现状及中长期预测[J].中外能源,2014,19(1):18-24.
[4] 张成,钟湘生.降低柴汽比潜力分析与措施[J]. 炼油技术与工程,2013,43(6):22-25.
[5]张春武,程易.直链烷烃脱氢催化剂工业应用优化研究[J].当代化工,2020, 49(1):208-211.
猜你喜欢
银行家(2022年5期)2022-05-24
锦绣·下旬刊(2021年11期)2021-10-12
科学导报(2020年30期)2020-05-21
曲艺(2018年1期)2018-03-19
中国医药科学(2016年9期)2016-07-25