
Fe3O4/Nafion-H磁性核壳纳米超强酸材料催化地沟油制备生物柴油研究
2020-08-24 12:54赵开楼徐海云柴凤兰
当代化工 2020年4期
赵开楼 徐海云 柴凤兰
摘 要: 首先制备了纳米Fe3O4磁性材料,然后将固体超强酸全氟磺酸树脂(Nafion-H)包覆于纳米磁性材料上制备了磁性核壳纳米超强酸Fe3O4/Nafion-H材料,并将其应用于催化地沟油制备生物柴油,对醇油配料比、反应温度、反应时间和催化剂用量等工艺条件进行了优化。研究发现,在醇油质量比为1、反应温度为55 ℃、催化剂用量为1 mg/g、反应时间为3 h时,生物柴油的产率可达98%,其各项指标均符合甚至优于生物柴油的国家标准。
关 键 词:磁性; 核壳; 纳米;地沟油;生物柴油;全氟磺酸树脂;催化
中图分类号:TE667 文献标识码: A 文章编号: 1671-0460(2020)04-0591-04
Abstract: Fe3O4/Nafion-H core-shell magnetic nanometer solid superacid was successfully prepared, and it was used to catalyze the synthesis of biodiesel from hogwash oil. The effect of mass ratio of methanol to oil, amount of catalyst, reaction temperature and reaction time on the yield of biodiesel was investigated. The study showed that, when the amount of catalyst was 1mg/g, the ratio of methanol to oil was 1:1,the reaction temperature was 55 ℃ and the reaction time was 3 h,the biodiesel yield reached 98%.
Key words: Magnetic;core-shell;nanometer;hogwash oil;biodiesel; perfluorinated sulfonic acid resin;catalysis
目前, 现代工业的迅速发展、化工能源的短缺,加大了世界各国家对不可再生石油资源的开发和利用,致使世界各国对石油资源的激烈争夺。因此,积极探索可再生资源和新型能源具有重大的意义[1]。
生物柴油作为新型能源具有环保、安全和可再生等优点,引起了研究者的广泛关注。生物柴油是柴油机燃料,其性质和石化柴油相似。目前各国所用的生物柴油主要是菜籽油、大豆油等植物油和甲醇酯交换反应得到的脂肪酸甲酯,原料成本高,限制了生物柴油作为新能源的发展[2]。因此,将地沟油中的废弃油脂变废为宝,合理利用,不但降低了制备生物柴油的成本,促进了生物柴油的发展,解決了石化能源危机问题,同时还避免了废弃食用油倒入下水道,造成环境污染[3],也杜绝了地沟油再次回到餐桌上,可谓是一箭三雕,具有重大的现实意义。
全氟磺酸树脂是一种固体超强酸[4],非共价交联的离聚物,具有化学稳定性高、耐热性能好和机械强度高等优点,其作为催化剂时,具有反应条件温和、速度快、选择性高、可反复利用等优势[5],被广泛应用于酯化反应、重排反应、缩醛化反应、酰基化反应、缩合反应等有机反应和药物合成反应[6]。但是,实验发现其在应用过程中有一个很大的缺陷,由于全氟磺酸树脂是很细的粉末,当期遇到有机溶剂时会溶胀,造成后期很难从反应体系中分离,如果对其进行磁化,制备成核壳结构的材料,就可以利用外加磁场,简单地对其进行回收再利用,从而克服其难于分离回收的缺点。因此,本实验制备了纳米Fe3O4磁性材料,然后将固体超强酸全氟磺酸树脂(Nafion-H)包覆于纳米磁性材料上制备了磁性核壳纳米超强酸Fe3O4/Nafion-H材料,并将其应用于催化地沟油制备生物柴油,取得了良好的实验结果。
1 实验部分
1.1 试剂药品及仪器
正甲醇、全氟磺酸树脂、地沟油、活性炭、硫酸;三口烧瓶、冷凝管、温度计、搅拌器、马弗炉、分析天平、恒温水浴锅。
1.2 Fe3O4/Nafion-H磁性核壳纳米超强酸材料的制备
纳米Fe3O4磁核合成[7]:于100 mL烧瓶中依次加入1.46 g FeCl3·6H20,3.7 g无水乙酸钠,45 mL乙二醇,1.5 g聚乙二醇,剧烈搅拌35 min形成均一溶液,然后转入50 mL不锈钢高压反应釜中,200 ℃反应24 h,反应完毕冷却至室温,用乙醇洗涤,磁析分离,得到Fe3O4磁核直径约为210~300 nm。
Fe3O4/Nafion-H磁性核壳纳米制备:取1个50 mL烧杯,依次加入20 mL、30 mL三次水,混合均匀加入0.3 g全氟磺酸树脂制成悬浊液,转入50 mL不锈钢高压反应釜中,230 ℃溶解6 h,冷却至室温取出,制成均匀透明的全氟磺酸树脂溶液转移至1个锥形瓶中,然后加入前述制备的磁颗粒,用封口膜密封,用细针在封口膜上均匀刺上6个小孔,置于通风橱中,让乙醇缓慢挥发,从而在磁颗粒表面形成一层全氟磺酸树脂膜,磁析分离,置于乙醇中备用。
1.3 预处理
将一定量的地沟油于三颈烧瓶中90 ℃条件下加热2.5 h,取上层清液,加入6%地沟油质量的活性炭,搅拌1.2 h后静置10 h,过滤除去活性炭。
1.4 预酯化反应
将一定量的预处理后的地沟油、甲醇和硫酸于三颈烧瓶中,一定温度下反应,将地沟油中的游离脂肪酸转化为脂肪酸甲酯。待反应完毕,用分液漏斗进行后处理,分出下层清液[8]。
1.5 转酯化反应
将预酯化后的下层清液油脂和甲醇按一定的物质的量比置于500 mL的三颈烧瓶中,水浴锅加热并搅拌,待温度升至40 ℃时加入一定量的制备的催化剂,一定温度下酯交换反应,将地沟油中的甘三酯转化为甲酯。
1.6 纯化处理
待反应结束后,用磁铁进行磁析分离,生成物上层为粗生物柴油,下层的为粗甘油。对粗品生物柴油进行蒸馏纯化,除去过量的甲醇后即得生物柴油纯品。对生物柴油的馏程、酸值、密度、闪点、黏度、凝点、10%残碳和倾点等进行检测,并与国标下的生物柴油对比。
2 结果与讨论
2.1 催化剂表征
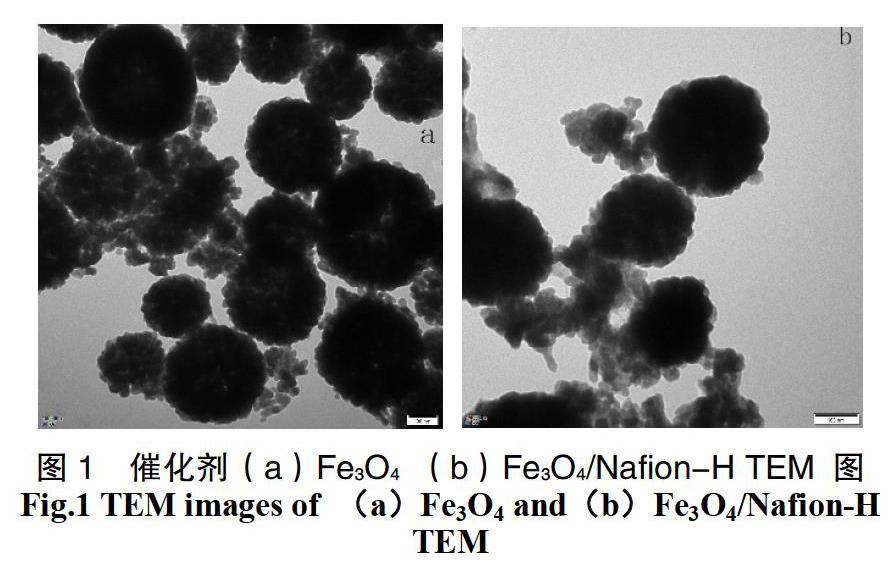
Fe3O4磁核和包覆Nafion-H后的透射电镜照片分别如图1a、图1b所示,结果显示Fe3O4磁核呈比较均匀的球形,分散性较好,表面粗糙,包覆Nafion-H后,磁球表面相对于包覆前变得比较光滑,同时包覆后磁球有不同程度的黏连,但这并不影响其使用。
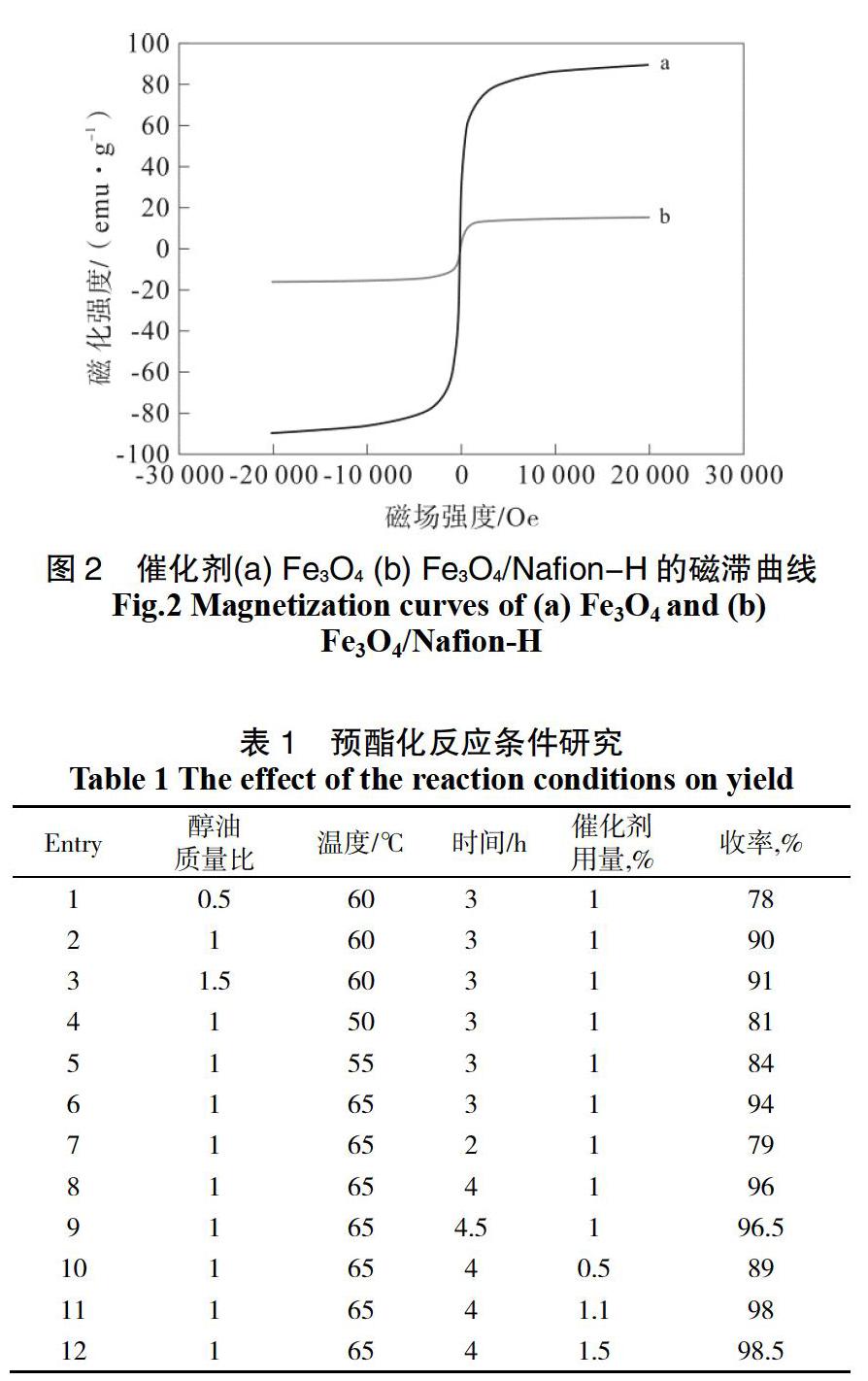
Fe3O4包覆Nafion-H前后磁化曲线如图 2所示,从图中可以看出,当Fe3O4磁核的饱和磁强度为90 emu·g-1,当包覆Nafion-H后,其饱和磁强度减小到了15 emu·g-1,虽然饱和磁强度减小,但吸附剂仍具有良好的超顺磁性,完全可以满足磁析分离的需要。
2.2 预酯化工艺条件的确定
以浓硫酸为催化剂,将地沟油中的游离脂肪酸通过预脂化反应转化为脂肪酸甲酯,对反应物配料比、温度、时间和催化剂用量进行研究,其结果见表1。由表1可知,预酯化产率随着醇油质量比的增加而提高,但当醇油质量比达到1时,再增加醇油质量比,产率提高不明显,因此可将醇油质量比控制在1较为合适。
由于该反应是吸热反应,同时温度升高会增大反应物活性,所以预酯化产率随着反应温度的升高也相应提高,但考虑甲醇沸点,所以选取65 ℃为反应温度。由表1还可得知,延长反应时间预酯化产率得到提高,当反应时间达到4 h时,再延长反应时间,产率几乎无变化,因此最佳反应时间是4 h。催化剂用量对反应的影响同样也是随着用量增加,产率提高,但是当催化剂用量达到1.1%时,增加催化剂用量对产率影响不大,因此催化剂用量选取1.1%。综合来讲,预酯化反应最合适的条件是醇油质量比为1,反应温度65 ℃,时间4 h,催化剂用量为1.1%,产率可达98%。
2.3 转酯化工艺条件的确定
2.3.1 催化剂的选择
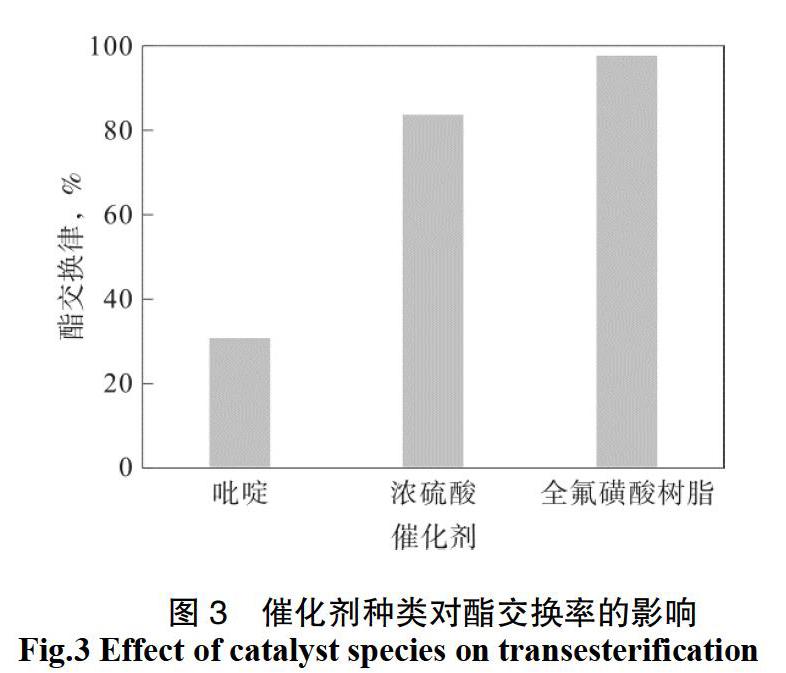
同样条件下,分别选用碱性催化剂吡啶碱、酸性催化剂浓硫酸和全氟磺酸树脂做对比实验,酯化产率如图3。结果表明,同样条件下,以全氟磺酸树脂作催化剂时转酯化产率最高,碱性吡啶碱作催化剂时产率最低。
2.3.2 醇油质量比的选择
酯交换反应是一个可逆反应,增加反应物的量有利于反应向正方向进行,本实验通过固定地沟油的质量,改变甲醇质量的方法,在反应温度50 ℃,催化剂用量为0.5 mg/g,反应时间为2 h的同样条件下,来考查不同醇油质量比对酯交换产率的影响。结果表明:随着醇油质量比的增加,反应向正方向移动,从而提高脂肪酸甲酯的含量,酯交换产率得到提高。但当醇油质量比小于1时,随着醇油质量比的增加,酯交换产率明显提高;当醇油质量比大于1时,由于甲醇含量的影响,产率变化不大,考虑到甲醇的含量增多会造成和生物柴油分离困难,成本的提高。因此,选用醇油质量比为1。
2.3.3 温度的选择
酯交换反应是一个吸热反应,提高反应温度有利于反应向正方向进行,酯交换率得到提高。本实验在醇油质量比为1,催化剂用量为0.5 mg/g,反应时间为2 h的同样条件下,来考查不同温度对酯交换产率的影响,结果表明:由于该反应是吸热反应,同时温度升高会增大反应物活性,反应速度加快,所以酯化产率随着反应温度的升高也相应提高。当温度小于50 ℃时,随着温度的提高,酯交换产率明显提高;当温度大于50 ℃时,由于在较高温度下,催化剂受到影响,引起更多的副反应,造成酯交换产率基本不变。因此,选用反应温度为55 ℃。
2.3.4 反应时间及催化剂用量的影响
随着反应时间的延长,酯交换产率增高,但是,当反应时间由3 h延长到4 h时,产率几乎不变。这是由于酯交换反应是可逆反应,反应3 h后,反应趋于平衡,即使延长反应时间也不能促使反应向正方向移动。
催化剂用量在0.3~1 mg/g时,随着催化剂量的增加,酯交换产率明显提高,当催化剂用量大于1 mg/g时,固体催化剂用量增加,使反应体系黏度变大,反应物不能充分接触,反应活性降低,使酯交换产率降低,因此整体呈现先增加后缓慢减小的趋势。
3 生物柴油理化性能的评价
闪点是油品着火危险性和蒸发性的一个重要的安全性指标,油品的危险等级是根据闪点来划分的,闪点高于90 ℃的油品在使用和存储上都是安全的。从表2可以看出,生物柴油的闪点远远高于90 ℃,高于0#柴油,因此生物柴油在储运过程中更安全。冷凝点是柴油低温性能指标,由表2可知,生物柴油的冷凝点比0#柴油低,冷凝点越低,可使用的温度范围越广。由表2还可知,生物柴油和0#柴油均含有少量水,实验表明,低含量的水可以充當生物柴油的燃烧促进剂,但是水分会降低生物柴油的存储稳定性。
运动黏度是指相同温度下生物柴油的动力黏度和密度之比,是在重力作用下流动时内摩擦力的量度。设定一个黏度最小值,可防止喷射器和喷射泵泄漏而造成的功率损失;同时,发动机的尺寸、喷油系统的特性限定了黏度的最大值。由表2可知,生物柴油的黏度高于0#柴油的黏度,黏度过大使生物柴油用于发动机时燃烧不完全,雾化变差,容易在阀座和喷嘴上产生积碳。因此将生物柴油和0#柴油按B20调和,以改进生物柴油性能。
从表2还可以看出,0#柴油和生物柴油按B20调和后。生物柴油的黏度降低。此外,凝点和冷凝点,也得到降低,使用温度范围变宽。
4 结 论
本研究利用全氟磺酸树脂为催化剂催化地沟油制备脂肪酸甲酯,通过单因素试验研究了醇油质量比、催化剂及其用量、反应温度和反应时间对酯交换率的影响,确定了地沟油制备生物柴油的条件:醇油质量比为1,1 mg/g全氟磺酸树脂,反应温度55 ℃,反应时间3 h。相比于其他催化剂,全氟磺酸树脂做催化剂时,反应条件更温和,时间短,产率更高。
参考文献:
[1]吕凡,何晶晶,邵立明.废食用油脂作生物柴油原料的可行性分析[J].环境污染治理技术与设备,2006,7(2):10-11.
[2]薄广旭,许小玲,何鑫,等.环氧地沟油生物柴油的合成及表征[J].应用化工,2018,47(10):2053-2057.
[3]周勇,刘巧云,石昌付,等.对甲苯磺酸加压催化高酸值地沟油连续甲酯化的研究[J].中国油脂,2017,42(5):108-111.
[4]毛向荣.全氟磺酰树脂应用研究[J].广州化工,2013,41(4):29-31.
[5]徐洪峰,阳贻华,林治银.用氯碱工业废弃离子交换膜制备全氟磺酸树脂溶液的方法:中国,CN200510046751.8 [P]. 2006-12-27.
[6]许振良,郎万中,童蔚.由废弃全氟离子膜制备全氟磺酸树脂溶液的方法:中国,CN200510025801.4 [P]. 2005-11-23.
[7]赵开楼,孙艳萍,王军,等. ZrO2/ Fe3O4磁性纳米材料对水中Pb ( II)吸附研究[J].应用化工,2016,45(7): 1308-1310.
[8]张勇.利用地沟油制备生物柴油[J].中国油脂,2018,33(11):48-50.
猜你喜欢
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
智富时代(2018年1期)2018-03-26
智富时代(2018年1期)2018-03-26
今日农药(2017年10期)2017-11-14
进出口经理人(2017年12期)2017-10-23
山东工业技术(2017年12期)2017-07-06
Coco薇(2016年2期)2016-03-22
