
基于PROFINET网络技术的长距离管带机电控系统
2020-08-23 14:33段能
数码设计 2020年5期
段能
摘要:本文介绍了由ABB ACS880系列变频柜、S7-1500 PLC主站、触摸屏、OLM光纤链路模块组成的主从式、多电机驱动的管带机电控系统;对管带机的工艺进行了分析,提出基于PROFINET现场网络控制的设计思想,并对管带机电气工艺、软硬件的选取、PROFINET现场网络的设计进行了阐述。
关键词:管带机;PLC;变频器DTC主从宏;PROFINET网络
中图分类号:TH222;TP273 文献标识码:A 文章编号:1672-9129(2020)05-0073-02
Abstract:This paper introduces the master-slave and multi-motor driven pipe belt electromechanical control system,which is composed of ABB ACS880 series frequency conversion cabinet,S7-1500 PLC master station,touch screen and OLM fiber link module. This paper analyzes the technology of the pipe belt machine,puts forward the design idea based on PROFINET field network control,and expounds the mechanical and electrical technology of pipe belt,the selection of software and hardware,and the design of PROFINET field network.
Key words:tube and tape machine;PLC;Inverter DTC master slave macro;PROFINET network
1 引言
管带机是近年发展起来的一种新型连续输送散状物料机械,它克服了很多带式输送机很多缺陷和局限性;适用于需要封闭输送、环保要求高、环境复杂的工艺。将会发展为一种理想而节能的输送设备。广泛应用于各行各业。
2 管带机工艺介绍
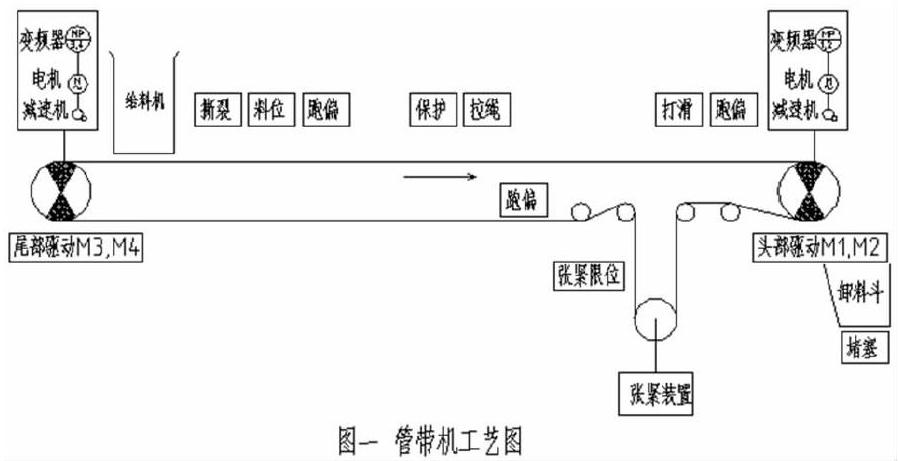
典型的长距离管带机的简单工艺图见图1,主要由以下几个部分组成:机械(胶带、滚筒、减速机、托辊、桁架、驱动电机、制动装置、检修走道)、液压张紧装置(一般有液压、重锤两种)、电气(配电系统、驱动变频器、检测和保护装置、电气控制、照明和检修)等。对于散物料管带机输送系统,还有配套的给料机、溜槽、料库等。
正常启动过程:电控系统收到管带机启动指令后,管带机张紧装置开始工作,当输送带的张力达到预张力时,发出指令允许管带机运行,这时头部2台变频器加载驱动头部2台电机,一定时间后当上部输送带的张力到达一定值,尾部2台变频器开始加载驱动尾部2台电机,4台电机开始同时运行并加速到最大速度,然后匀速运行,需要停止时,加载停止指令就可,这时,变频器关闭输出,电机、滚筒、输送带自由停车。
3 系统配置和构架
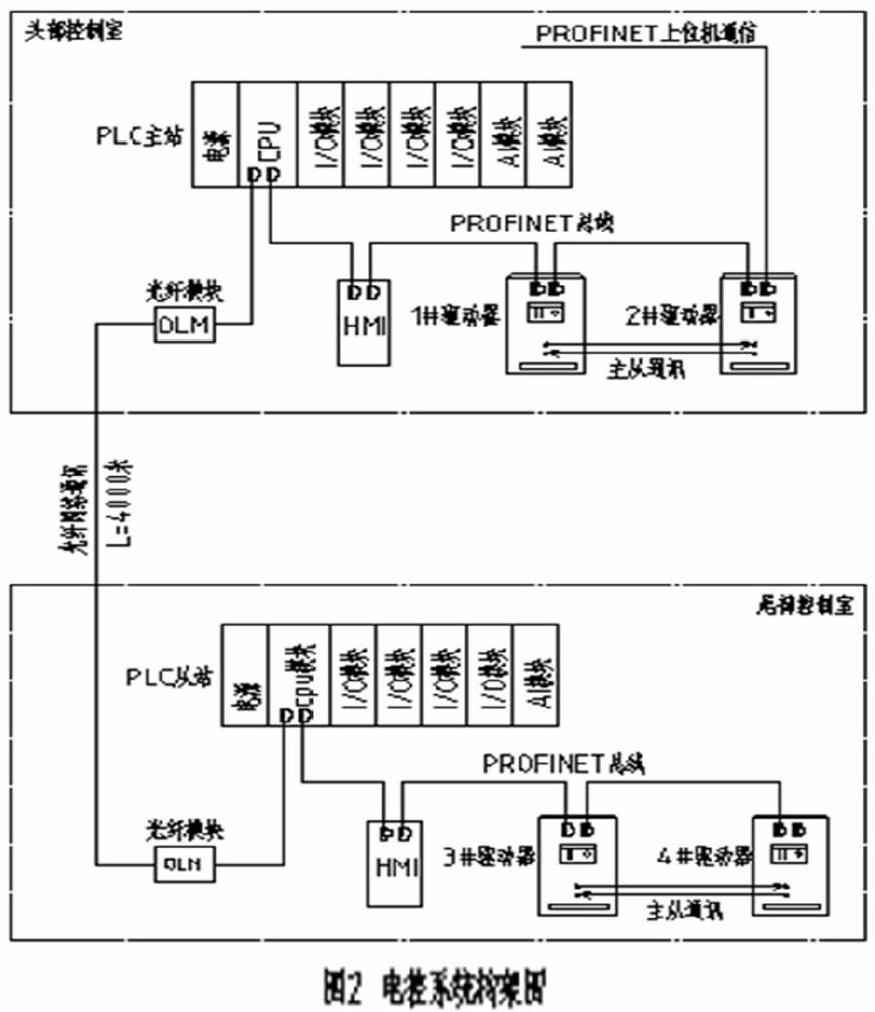
3.1構架。PROFINET由PROFIBUS国际组织(PROFIBUS International,PI)推出,是新一代基于工业以太网技术的总线标准。PROFINET为自动化通信领域提供了一个完整的网络解决方案。
控制系统构架如图2所示,头部控制室和尾部控制室通过OLM光纤链路模块进行联络;通过CPU模块上的PROFINET以太网通讯口可与上位机进行通讯,满足“集中监控”的需要;PROFINET作为一级现场网络,与PLC组成一个现场级控制网络,充分发挥PROFINET网络的优势,减少成束电缆的布线量;4台驱动变频器作为PROFINET网络的下挂从站,通过PROFINET网络,PLC可与变频器进行通信并对其进行控制。其次,2个触摸屏作也为CPU的从站挂在PROFINET网络上,通过HMI(人机界面)可对整个控制系统进行参数设置、实时监控。系统进行参数设置、实时监控。
头部电机采用2台ACS880系列变频柜驱动器,采用主、从控制方式(为转矩控制DTC模式);主驱动器和从驱动器之间采用光纤通讯,来自外部所有控制通讯主令只加给主驱动器;主驱动器接到外部主令后,其从驱动器马上做出与主驱动器同样的响应,启动形式、加速度、速度、输出力矩等实时跟随;同样尾部电机的驱动原理和方式也一样。
主、从驱动方式实现了对多台电机的运行速度、输出功率和转矩的大致均等分配;DTC直接转矩控制使驱动器实现了对电机精确度高的转矩控制。另外,主、从驱动器之间采用通讯光纤,系统可靠性能好,运行稳定;物理现象表现为:设备运行、平稳、噪音小。
3.2系统硬件配置。PLC采用西门子公司的S7-1500系列产品。①PLC主站由:电源模块(6ES7 507-0RA00-0AB0)、CPU(6ES7 515-2AM01-0AB0)、若干DI/DO/AI(6ES7 521-1BH10-0AA0、6ES7 522-1BH10-0AA0、6ES7 531-7KF00-0AB0)模块组成。②PLC从站由:电源模块(6ES7 507-0RA00-0AB0)、CPU(6ES7 511-4AK01-0AB0)、若干DI/DO/AI(6ES7 521-1BH10-0AA0、6ES7 522-1BH10-0AA0、6ES7 531-7KF00-0AB0)模块组成。③控制室西门子触摸屏(6AV2 124-0QC02-0AX1)。④变频器均为ABB公司产品,型号为:ACS880-07-0721-7+K454+L503+L509。
4 系统构建及应用程序编制
4.1系统构建。PROFINET网络是构建整个控制系统的基础;PLC采用下列基于Windows XP/Win7/Win8操作平台的:用于应用程序的编辑、调试、仿真博图V15.2编程软件。所有现场生产设备的速度给定、控制命令、状态反馈、运行数据(如电流、速度实际值)、故障信息等均通过PROFINET网络送至PLC,同时PLC对现场生产设备的控制也通过PROFINET网络实现,其构建步骤如下:
(1)因地制宜、规划,合理布置。
(2) PROFINET网络电缆(6XV 1840-2AH10)、光纤链路模块(6GK1-100-3AC00)等将PROFINET网络上各节点连接到相应的网段上。
(3)在编程终端上安装好编辑、调试、仿真博图V15.2编程软件;同时在博图V15.2编程软件的硬件组态界面中添加:ABB ACS880變频器的GSD文件。
(4)运行博图V15.2编程软件,创建项目文件,首先进行硬件组态;首先配置本地机架,在硬件组态界面首先添加安装导轨,然后添加:电源模块(6ES7 507-0RA00-0AB0)、CPU(6ES7 515-2AM01-0AB0)、若干DI/DO/AI(6ES7 521-1BH10-0AA0、6ES7 522-1BH10-0AA0、6ES7 531-7KF00-0AB0)等;设置好Ether Net通讯参数,方便与上位机进行通讯;CPU作为PROFINET的主站,设置好主站的相关参数:IP地址、通讯传送速率等。
同类似的方法组态PLC从站和触摸屏,电源模块(6ES7 507-0RA00-0AB0)、CPU(6ES7 511-4AK01-0AB0)、若干DI/DO/AI(6ES7 521-1BH10-0AA0、6ES7 522-1BH10-0AA0、6ES7 531-7KF00-0AB0)模块组成;设置从主站的相关参数。
组态ABB ACS880变频器从站,由于添加了ABB ACS80变频器的GSD文件,在博图V15.2软件的硬件组态界面中找到相应的硬件配置,设置好相应的通讯配置。
(5)将编程终端,运行博图V15.2软件,进行PROFINET网络组太,将编制好的程序下载到CPU,并保存好配置文件。
4.2应用程序编制。运行博图V15.2软件,打开其用户编程界面;即可利用博图V15.2软件提供的逻辑梯形图、结构文件等编制应用程序。
控制系统要编制的程序主要有:系统初始化主程序、上位机通讯子程序、故障子程序、张紧机构子程序、就地控制程序、联动控制程序、远程控制子程序、头部驱动子程序、尾部驱动子程序等。
应用程序编制完毕,运行仿真软件,测试应用程序,验证电气控制系统。合格后将应用程序下载到PLC控制器中,然后在现场实际验证、修改应用程序,电控系统调试正常后方可投入生产。
(1)就地控制:就地控制模式下,通过管带机头、尾部就地操作箱上的按钮、转化开关,控制管带机的低速启、停控制;需要高速时,操作箱上的“低/高按钮”就可,主要用于调试、维修、调带等场合。
(2)联动控制:联动控制模式下,通过管带机头、尾部电气房控制柜上的HMI(人机界面)或按钮和转化开关,控制管带机的高速启、停控制;该控制方式和上游皮带有连锁和顺序控制的关系,可独立完成输送料作业。
(3)远程控制:远程控制模式下,由整个输送系统由上位机控制管带机的高速启、停;监控各种运行数据并进行记录、保存。
5 小结
PROFINET网络是一种性价比、使用广泛的工业控制网络;是分布式IO控制系统的理想解决方案。相比而言,PROFINET网络式具有突出的高速、高效、快捷、灵活性。
实际应用表明:该控制系统设计合理、性能可靠、运行稳定、操作维护方便、智能化程度高。
参考文献:
[1]现场网络技术及其应用.甘永梅等编著,机械工业出版社.
[2]ABB ACS880标准应用程序固件手册补充说明,主/从机应用指南.
[3]ABB PROFINET适配器模块用户手册.
