AO-MBR平板膜装置冬季同步启动特性探讨
2020-08-18 10:15孙继成吴志超王巧英
净水技术 2020年8期
王 燕,张 杰,孙继成,姚 杰,吴志超,王巧英,*
(1.同济大学环境科学与工程学院,上海污染控制与生态安全研究院,污染控制与资源化研究国家重点实验室,上海 200092;2.上海城投污水处理有限公司,上海 201203)
膜生物反应器(membrane bioreactor,MBR)作为一项发展迅速的污水处理工艺,它将膜分离技术与传统的活性污泥法两者相结合,具有出水水质好、占地面积小、剩余污泥产量小等优势,在新建污水处理厂中得到越来越多的应用[1-2]。由于膜的截留,MBR工艺能够避免微生物的流失,从而迅速在系统中富集大量的微生物,具有污泥浓度高、启动迅速的特点。因此,目前越来越多的新建城镇污水处理厂采用MBR工艺,其启动方法主要有两种:同步启动和异步启动[3-4]。所谓同步启动,指的是直接利用污水中含有的微生物,通过为其创造适宜的生存条件,让它们进行不断增殖,最终达到设计污泥浓度。异步启动指的是利用现有污水处理系统中的微生物对新建污水处理系统进行接种,将所需的活性污泥投加至新建污水处理系统的生物池中,然后通过接入生活污水对其进行驯化,并逐渐提高运行负荷,最终达到设计所需污泥浓度。两者相比,异步启动所需时间较短,效率更高,也是目前城市污水处理系统启动的主要方法,但是获取大量的活性污泥并进行长距离的运输,由此带来的费用较高,且存在一定难度。
目前,大多数关于活性污泥系统启动的研究都聚焦于接种现有活性污泥后驯化启动, MBR工艺的启动也是如此。黄正文等[5]研究了一体式AO-MBR反应器在处理农村污水时的启动特性,利用二沉池回流污泥进行接种,连续曝气预启动并逐步延长停曝时间,运行30 d后,出水CODCr、NH3-N和TP平均浓度分别为16.8、1.38 mg/L和2.37 mg/L;李照静等[6]利用MBR工艺探究接种污泥的启动,水温在20 ℃,接种污泥取自污水厂氧化沟污泥,培养16 d后,系统内MLSS达到4.4 g/L,其出水水质达到CJ 25.1—1989杂用水标准;相比于异步启动研究,同步启动由于启动较慢,涉及到MBR工艺的同步启动的研究很少。敬世平[7]利用初沉池的出水进行自培养,10 d后曝气池MLSS仅为0.22 g/L,改用原污水并投加初沉池污泥接种后,10 d后曝气池中MLSS达到3.0 g/L,出水CODCr和NH3-N浓度分别维持在60 mg/L和0 mg/L。考虑到新建的污水处理厂大多位于城市的边缘位置,且附近并无其他类似功能污水处理构筑物,而污水处理厂大多采用生物处理法,需要大量的活性污泥作为污水处理的主体,如何在较短的时间内快速获得大量的活性污泥,尽快投入使用并达到设计运行指标和出水水质,实现其经济效益和环境效益,是污水处理厂亟需解决的问题。
本试验利用AO-MBR中试试验装置,针对城市生活污水,在自然条件下进行活性污泥的培养和驯化,并探究了不同运行参数下活性污泥驯化的性质以及出水水质对比,以期为我国新建污水处理厂,尤其是采用平板膜生物反应器工艺的污水处理厂同步启动的运行管理提供参考。
1 试验装置与方法
1.1 试验进水和水质
本试验所用中试装置置于上海某生活污水处理厂厂内试验基地,装置进水取自沉砂池出水,主要由城市生活污水组成。试验期间,反应器进水主要水质如表1所示。

表1 反应器进水主要水质指标Tab.1 Water Quality of Influent
1.2 试验装置及运行条件
本试验主要用于探究AO-MBR平板膜生物反应器启动过程中出水水质的变化,该试验装置(图1)主要由进水槽、缺氧池、搅拌机、膜池组成。其中,缺氧池几何尺寸为L×B×H=0.88 m×0.9 m×2.2 m,有效容积为1.50 m3,膜池几何尺寸为L×B×H=0.9 m×0.9 m×2.2 m,有效容积为1.54 m3。该反应器的设计有效水深Hm为1.9 m,考虑到水位波动等因素,留有0.3 m的设计超高。膜池内部放置3组膜组件,每组膜组件含有膜元件10片,膜元件供货商为上海子征环保科技有限公司,单片膜元件几何尺寸为L×B=0.94 m×0.45 m,有效过水面积为0.846 m2。平板膜间距分别为6、8 mm和10 mm,膜组件采用单层衬网,进行跨膜压力(TMP)的比较。
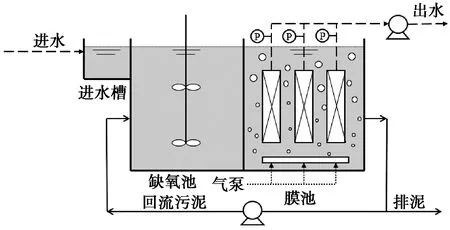
图1 AO-MBR装置示意图Fig.1 Schematic Diagram of AO-MBR Device
膜出水采用间歇抽吸模式,抽停比为10∶2,若每片膜元件的膜通量采用10 L/(m2·h)(LMH)计算,该中试装置处理水量为5.08 m3/d;若采用15 LMH计算,该中试装置处理水量为7.61 m3/d。反应器的设计进水水质如表1所示,出水水质相对于一级A排放标准做了进一步优化。其中,CODCr设计出水浓度为20 mg/L,为加强系统TN的去除,NH3-N和TN的设计出水浓度分别取为1 mg/L和5 mg/L。
该AO-MBR装置主要用于探究MBR工艺的启动特性。同步启动试验中,反应器中不投加任何活性污泥,进水为沉砂池出水,反应过程中通过不断曝气、逐步增大膜通量的方式来培养微生物,在反应器中污泥浓度达到设计污泥浓度前不进行任何排泥,当污泥浓度达到设计污泥浓度后,开始按照设计泥龄进行排泥。为模拟最不利条件,同步启动于冬季水温较低情况下进行。
1.3 系统曝气量计算方法
利用《室外排水设计规范》《给水排水设计手册(第五册)城镇排水》以及《平板膜生物反应器法污水处理工程技术规范》中的相关公式对膜池进行供氧量的核算。
其中,生化需氧量计算如式(1)。
O2=0.001aQ(S0-Se)-cΔXV+b[0.001Q(NK-Nke)-0.12XV]-0.62b[0.001Q(Nt-Nte-Noe)-0.12XV]
(1)
其中:O2——污水需氧量,kg O2/d;
Q——生物反应池的进水流量,m3/d;
S0——生物反应池进水五日生化需氧量,mg/L;
Se——生物反应池出水五日生化需氧量,mg/L;
ΔXV——排出生物反应池系统的微生物量,kg/d;
NK——生物反应池进水总凯氏氮浓度,mg/L;
Nke——生物反应池出水总凯氏氮浓度,mg/L;
Nt——生物反应池进水总氮浓度,mg/L;
Nte——生物反应池出水总氮浓度,mg/L;
Noe——生物反应池出水硝态氮浓度,mg/L;
0.12ΔXV——排出生物反应池系统的微生物中含氮量,kg/d;
a——碳的氧当量,取1.47;
b——常数,氧化每公斤氨氮所需氧量,取4.57;
c——常数,细菌细胞的氧当量,取1.42。
本工艺为MBR工艺,膜池曝气采用穿孔管曝气方式。供氧量计算采用《平板膜生物反应器法污水处理工程技术规范》中的相关公式计算,如式(1)~式(4)。
(a)穿孔管供气量Gsc
Gsc=gsc×s×n1×24×60
(2)
其中:Gsc——平板膜污染控制需气量,m3/d;
gsc——曝气强度,m3/(m2·min),宜根据平板膜制造商资料确定,无资料时,一般取0.7~1.2,本设计前期取1.0,后期取1.25;
n1——单层平板膜组件数量,套;
s——单个平板膜组件投影面积,m2。
(b)标准条件下清水充氧量
Osc=0.28GscEAC
(3)
其中:Osc——标准状态下生物反应池污水需氧量,kgO2/h;
Gsc——标准状态下供气量,m3/h;
EAC——曝气器氧的利用率。
(c)标准需氧量SORc
(4)
其中:O2c——标准需氧量,mg/L;
Oscα——修正系数,取0.82;
β——修正系数,取0.95;
ρ——压力修正系数;
Cs(T)——T℃好氧反应池中平均溶解氧饱和度,mg/L;
c——水中含有的溶解氧浓度,mg/L;
cs(20)——20 ℃时水中溶解氧饱和度,mg/L,取9.17。
1.4 系统磷元素衡算方法
反应器启动过程中,为了更好地了解微生物增殖对系统磷元素的去除,选取反应器运行的某一阶段,利用质量衡算原理,对该时间段内微生物增殖过程中同化作用所需的磷元素总量进行计算,并与期间所去除的磷元素总量进行比较,从而判断系统内磷元素的去除方式。
TP总量去除=(TP平均浓度进水-TP平均浓度出水)× 处理体积
(5)
污泥增殖量=(MLVSS终-MLVSS初)×V
(6)
同化所需磷=污泥增值量×污泥含磷量
(7)
1.5 分析方法
1.5.1 污泥含磷量测试方法
活性污泥中的TP采用文献[8]中的方法进行测试。将取得的污泥样品烘干,烘干的温度为105 ℃,利用研钵将烘干后的样品充分研磨,然后经过100目大小孔径的筛网,收集筛下来的粉末并干燥保存;再取筛后的污泥样品若干,在600 ℃的高温下持续煅烧3 h,收集煅烧后的残渣,向其中加入20 mL的HCl溶液(3.5 mol/L),室温振荡以洗脱残渣上的磷元素,时间为16 h;最后,利用高速离心机对样品进行离心,时间为20 min,转速为5 000 r/min,取离心后的上清液测定其中的TP含量。
1.5.2 比耗氧呼吸速率
比耗氧速率(SOUR)的测试方法:从反应器中取出一定体积的活性污泥,利用高速离心机进行离心,转速为3 000 r/min,时间取5 min;然后,弃去上清液,将残存的污泥固体分散在1 L pH值为7.0 的PBS缓冲溶液中,控制污泥浓度为2~3 g/L,再向其中加入100 mg/L NaHCO3、120 mg/L CH3COONa、76 mg/L NH4Cl及99 mg/L NaNO2;放入砂芯曝气头开始曝气,混合液DO升至6~8 mg/L时停止曝气,塞紧瓶盖,开启磁力搅拌;利用溶解氧仪定期读取DO值直至DO浓度低至1.0 mg/L以下。
2 AO-MBR冬季同步启动试验
2.1 启动过程中运行参数
由图2(a)可知,冬季启动过程中水温呈现逐渐上升的趋势,在冬季初期,污水水温约为10 ℃,温度较低,不利于微生物的生长,而随着时间的增长,水温开始逐渐上升,在运行时间60 d左右时,水温上升至20 ℃以上,此时达到正常水温。至于pH值,运行期间污泥混合液的pH值始终维持在8.17±0.37,较为稳定,如图2(b)所示。图2(c)给出了启动期间DO的变化,呈现先高后低的趋势,前期由于水温较低且污泥混合液中微生物极少,对DO消耗极少,使得运行前期反应器内部的DO浓度较高,基本处于饱和状态;随着后期微生物浓度的逐渐增长以及水温的增加,DO浓度出现急剧下降,在34 d左右时,缺氧池DO浓度下降至1.0 mg/L以下,基本维持在(0.62±0.08)mg/L,而膜池的DO浓度维持在(0.98±0.14)mg/L。
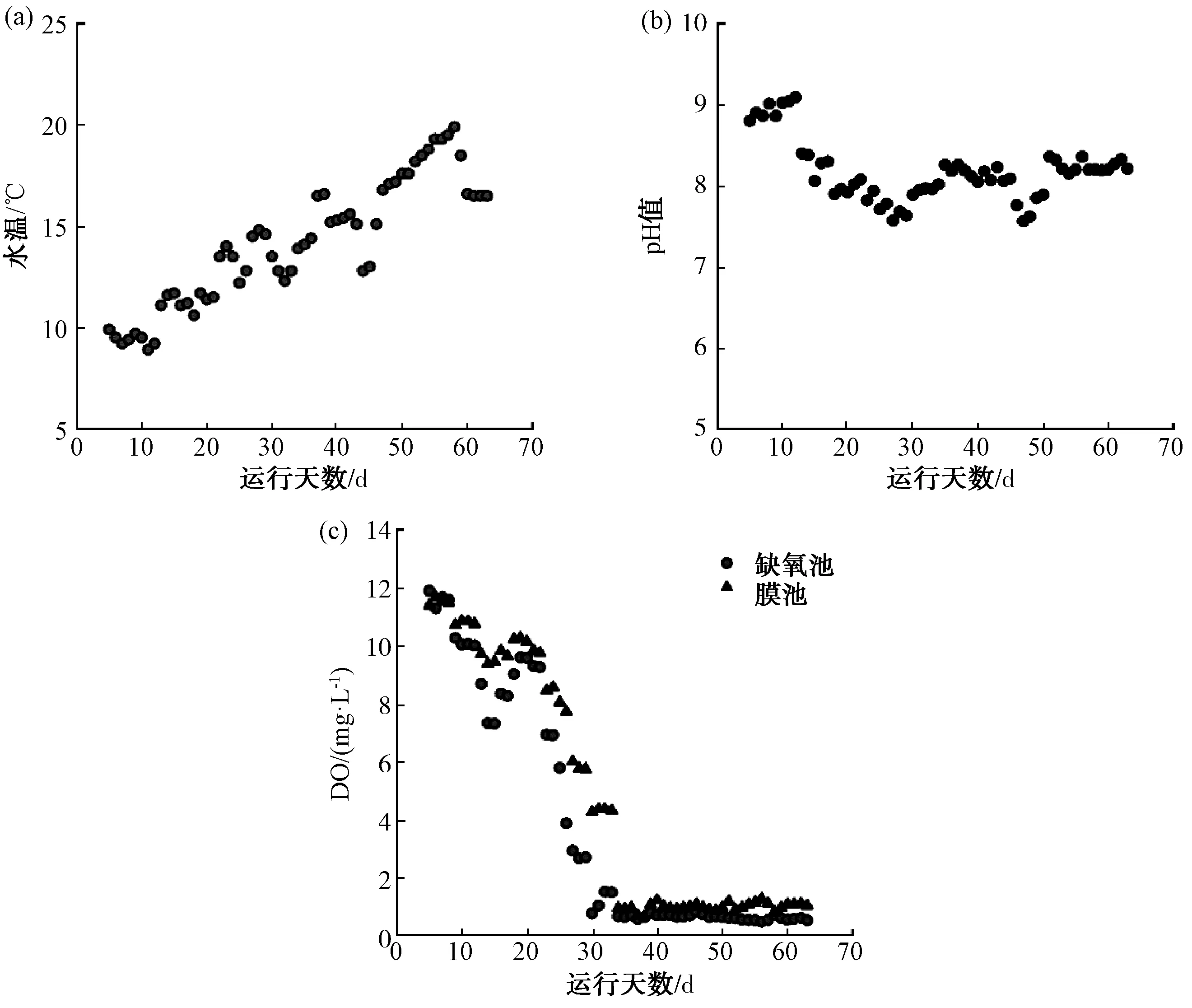
图2 冬季同步启动期间水温(a)、pH(b)、DO(c)的变化Fig.2 Variations of Water Temperature (a), pH Value (b), and Dissolved Oxygen (c) during Synchronous Start-Up in Winter
2.2 污泥性质变化
图3给出了冬季自然培养期间,缺氧池和膜池中活性污泥污泥浓度的变化。由图3可知,污泥混合液在前期阶段的增长较为缓慢,当运行天数为28 d时,缺氧池和膜池的MLSS仅为1.23 g/L和1.13 g/L。为了加快活性污泥的培养,将膜通量增加至10 LMH,反应器的HRT由15 h缩短至10 h左右。此后,反应器内部的污泥混合液浓度开始加快增长,当反应器运行时间为63 d时,缺氧池和膜池的MLSS分别增长至4.5 g/L和5.2 g/L,期间无任何排泥。
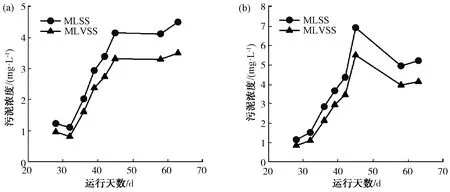
图3 冬季同步启动期间缺氧池(a)和膜池(b)污泥浓度的变化Fig.3 Variations of Sludge Concentration in Anoxic Tank (a) and Membrane Tank (b) during Synchronous Start-Up in Winter
2.3 出水水质变化
图4给出了冬季同步启动期间的缺氧池、膜池滤液以及膜出水水质的变化。由图4(a)可知,出水CODCr始终维持在50 mg/L以下,平均浓度为(25.67±9.40)mg/L;由图4(b)和4(c)可知,NH3-N和TN在运行前期浓度较低,在32 d后,NH3-N和TN浓度开始增长并始终高居不下,40 d后,反应器出水中的平均浓度分别为(30.21±4.07)mg/L和(31.91±4.28)mg/L,出水中TN主要是以NH3-N的形式存在。主要原因是在30 d左右时,系统的膜通量由原本的10 LMH调整为15 LMH,反应器每日处理的水量由5.08 m3/d增长至7.62 m3/d,使得系统的污染物负荷增大。表2给出了不同膜通量下的污染物负荷对比。由表2可知,当增大膜通量时,系统的COD容积负荷、NH3-N容积负荷以及TN污泥负荷均有了一定程度的增大,增长的幅度分别为50.0%、54.5%和4.5%。由此可见,处理水量的增大对于系统有机物以及NH3-N的去除要求更大。此时,反应器中微生物浓度较低,仅为1~2 g/L,难以有效地抵挡增加的污染负荷。此外,膜池的DO浓度在1.0 mg/L以下,低温条件下难以保证稳定的NH3-N硝化效果。在系统运行期间,水温较低,在20 ℃以下,如图4(a)所示,而水温是影响系统中污染物去除的重要因素之一。低温条件下,系统内微生物的生长受到抑制,尤其是对硝化菌的抑制作用更为明显[9-10]。多数硝化菌的适宜温度在28 ℃左右,当温度低于15 ℃时,硝化作用会急剧下降甚至停止[11]。

表2 不同膜通量条件下污染物负荷对比Tab.2 Comparison of Pollutant Load under Different Membrane Flux
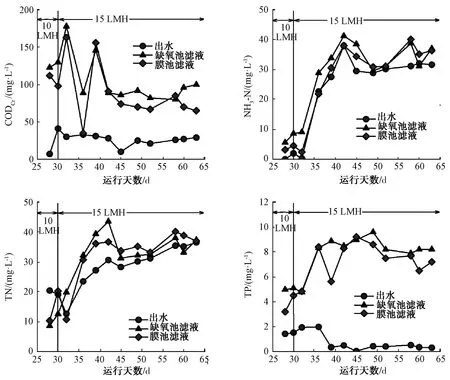
图4 冬季同步启动期间缺氧池、膜池滤液及膜出水水质变化 (a)COD;(b)NH3-N;(c)TN;(d)TPFig.4 Variations of Water Quality in Anoxic Tank (a) COD; (b) NH3-N; (c) TN; (d) TP
至于出水TP,反应器运行前期(0~40 d),TP浓度处于较高水平,达到(1.72±0.29)mg/L,后期TP浓度出现了明显的下降,达到(0.36±0.15)mg/L,能够满足一级A的排放标准。考虑到系统运行期间无化学除磷药剂的投加,也没有进行任何排泥,系统优异的除磷效果值得探究,初步推测系统内部TP的去除主要是由启动过程中微生物增殖的同化作用实现的,这也与黄正文等[12]的研究结果一致。
2.4 TMP变化
TMP(transmembrane pressure,TMP)是MBR工艺运行期间重要的参数之一。图5给出了3组膜组件在启动期间的TMP变化。由于前期试验器材的问题,冬季培养期间前40 d左右的数据缺失,而在43 d左右时,3组膜组件的TMP均上升至30 kPa以上,其中,10 mm膜间距的TMP较低,而6 mm膜间距的TMP最高。后续对运行已到终点的3组膜组件进行物理清洗和化学清洗,以恢复其运行性能。在55 d左右时,清洗后的3组膜组件重新投入使用,运行膜通量为10 LMH。由图5可知,间距为6 mm和8 mm的2组膜组件的TMP上升较快,运行时间在13 d左右时,TMP上升就超过了30 kPa,而10 mm膜间距的TMP上升则较为缓慢,13 d左右时,TMP仅为13 kPa。
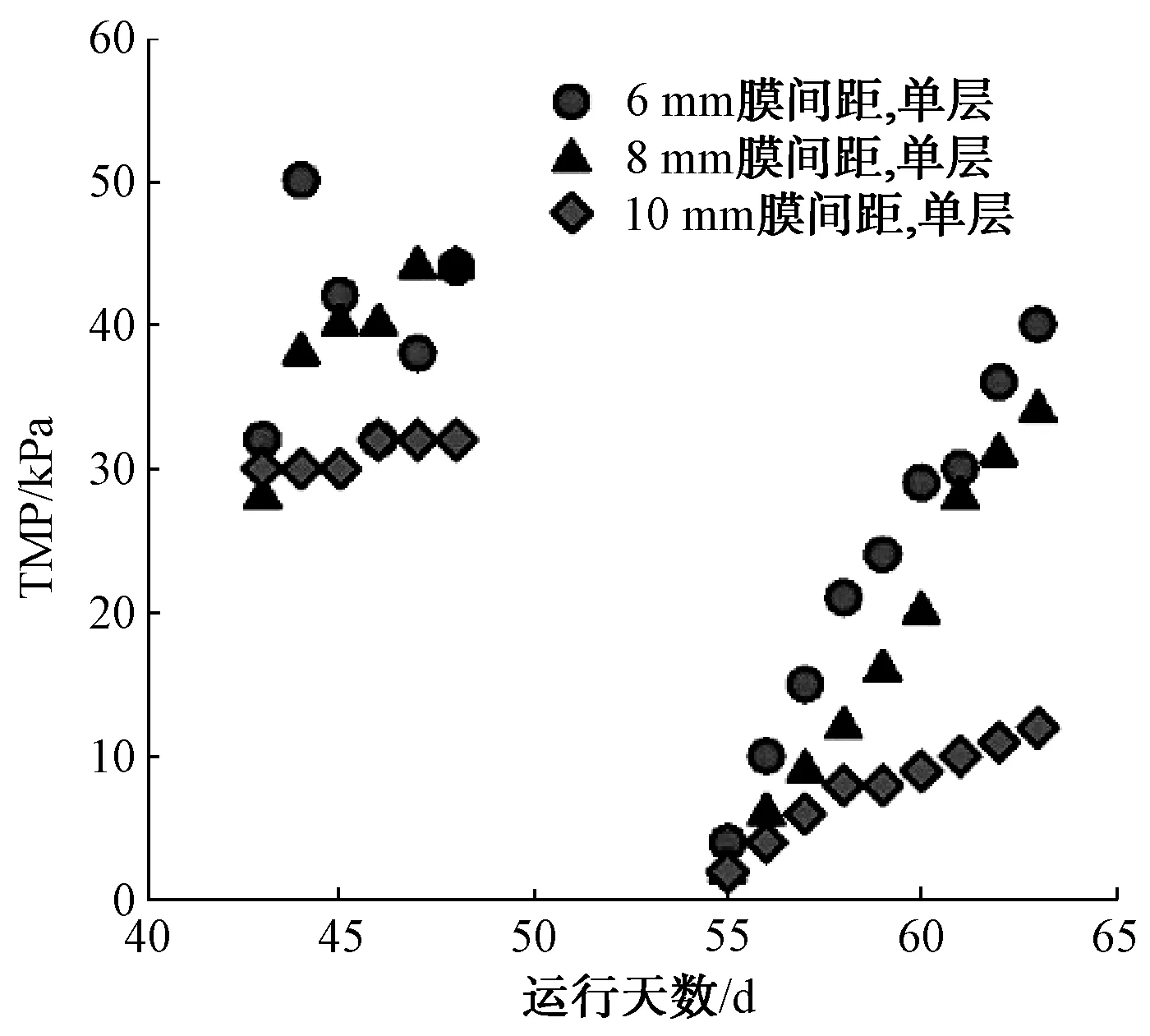
图5 冬季同步启动期间膜组件TMP变化Fig.5 Variations of TMP during Synchronous Start-Up in Winter
与其他MBR工艺相比,该工艺的运行周期较短,主要原因有以下几点。(1)膜间距。在平板膜生物反应器中,膜间距大小是重要的运行参数之一,一般在3.0~20.0 mm[13]。膜间距过小,导致膜污染严重。本试验采用的是无支撑平板膜组件,与传统的具有硬质ABS边框的膜组件相比,其更容易变形,因此,过低的膜间距不利于膜污染的控制。(2)水温。水温较低时,膜污染较为严重,其原因主要是温度变化会影响污泥混合液的性质,从而影响膜通量。研究表明,在一定的温度和压力范围内,温度每升高1 ℃,膜通量增加1%~2%,这主要是因为温度较高时,污泥混合液的黏度降低,当水温从17 ℃下降至13 ℃时,污泥混合液的黏度提高10%左右[14-15]。冬季同步启动期间,水温较低,一般均在20 ℃以下,间接加重了膜污染。
3 讨论
3.1 冬季同步启动期间NH3-N浓度过高
由反应器冬季同步启动期间出水水质可知,AO-MBR工艺的出水NH3-N浓度处于偏高的水平。一般而言,MBR相较于传统活性污泥法具有更高的曝气强度,膜池中的DO水平也要高于传统活性污泥法,NH3-N的硝化效果也应该优于传统活性污泥法,而本试验中出水NH3-N浓度动辄高达20 mg/L甚至30 mg/L以上。可能的原因是:(1)同步启动前期,系统中的硝化细菌相较于异养菌生长速率较慢,在微生物中占比较少,导致系统硝化作用较差;(2)曝气所提供的O2量不足,导致硝化效果较差。
与稳定运行的MBR工艺相比,同步启动期间的MBR中硝化细菌数量较少,且在与异养菌的竞争中处于劣势,导致系统的硝化细菌生长受到抑制。因此,需要通过增大供气量等方式营造适宜硝化菌生长的环境,提高系统的硝化效果。
3.2 冬季同步启动期间磷元素质量衡算浅析
由同步启动期间的出水水质可知,在未向反应器中投加化学药剂的情况下,系统出水的TP浓度很低,能够达到一级A排放标准,且该反应器未设置专门的厌氧段,这与常见的活性污泥系统除磷效果较差的现象有所不同。除了微滤膜本身对进水中部分颗粒态磷的拦截外,初步推测是由于启动期间微生物的大量增殖,其通过同化作用利用了进水中大量的磷元素,并通过质量衡算初步验证了推论的可靠性。
在进行质量衡算之前,确定污泥混合液中的污泥含磷量是前提。本试验利用类比的方式,采取多个相似运行条件下MBR反应器的活性污泥样本,对活性污泥样品的含磷量进行测定。结果表明,缺氧池活性污泥的含磷量在2.6%左右,膜池活性污泥的含磷量在3.0%左右。查阅文献可知,绝大多数微生物的化学结构式可以用C60H87O23N12P来表示[16],根据此分子式,活性污泥中的含磷量约占总固体的2.25%。两者相比,差异不大。因此,后续计算中,缺氧池和膜池的活性污泥含磷量分别以实测的2.6%和3.0%计算。
3.3 同步启动期间磷元素质量衡算
选取反应器运行32~45 d为一时间段,对该时间段内微生物的增殖以及同化作用所需的磷元素总量进行计算,判断系统内磷元素的去除方式。
就TP而言,运行期间进水均值约为4.4 mg/L,出水均值约为0.36 mg/L,而反应器日处理量为7.61 m3/d,则期间反应器去除的TP总量为399 g。考虑到反应器分为缺氧池和膜池,污泥增殖量同样分开计算,结果如表3所示。

表3 同步启动期间反应器磷元素去除Tab.3 Removal of Phosphorus during Synchronous Start-Up
由表3可知,启动期间同化作用所需的磷占据系统去除磷的75.6%,是该AO-MBR除磷的主要途径。
4 结论
本研究利用AO-MBR中试装置,探究了同步启动AO-MBR系统的相关特性,经过相关试验分析,主要结论如下。
(1)冬季同步启动期间,AO-MBR装置启动过程较慢,运行63 d时,缺氧池和膜池的MLSS分别增长至4.5 g/L和5.2 g/L,尚未达到设计污泥浓度。反应器运行后期,出水中COD和TP均优于一级A排放标准,但出水NH3-N和TN浓度较高,分别为(30.21±4.07)mg/L和(31.91±4.28)mg/L。
(2)冬季同步启动期间,3组不同膜间距的膜组件的运行结果表明,6 mm和8 mm间距的膜组件污染较重,而膜间距为10 mm的膜组件TMP增长稍慢。
(3)同步启动期间的出水NH3-N浓度过高,原因可能为:(1)水温较低;(2)启动前期硝化菌数量不足;(3)供氧量不足。后期增大曝气量后,除氮效果有较明显的改善。
(4)在未投加化学除磷药剂的情况下,同步启动期间,反应器出水TP浓度均处于较低水平,这主要是由于微生物的增殖活动同化了大量的磷元素,选取运行期间的某个时间段,经过理论计算得知,同步启动期间微生物同化作用去除的磷元素占总去除量的75.6%。
5 建议
由于时间的限制,本研究还存在一些内容需要进一步研究,在此提出以下建议。
(1)同步启动期间的出水NH3-N浓度偏高,增大曝气量后有较明显的改善,建议针对这一现象进一步开展研究,探究MBR启动期间NH3-N硝化效果的变化以及相应的改善措施。
(2)本研究探讨了冬季同步启动期间平板膜AO-MBR的运行特性,但由于MBR同步启动的周期较长,南方冬季温度较高,随着时间推移,后期运行温度较高,建议后期实行严格控温试验,或探究不同季节AO-MBR同步启动运行的活性污泥性质以及出水水质,并将试验结果进行比对探讨。
(3)本试验利用AO-MBR中试装置开展同步启动研究,建议开展相同运行条件异动启动研究,以便进一步为平板膜生物反应器工艺的污水处理厂的启动运行管理提供参考。
猜你喜欢
环境科学研究(2022年12期)2022-12-20
汽车实用技术(2022年14期)2022-07-30
山西建筑(2019年21期)2019-12-02
电子制作(2019年7期)2019-04-25
电子制作(2018年17期)2018-09-28
资源节约与环保(2018年1期)2018-02-08
中央民族大学学报(自然科学版)(2018年3期)2018-01-12
计算机测量与控制(2017年6期)2017-07-01
山东工业技术(2016年15期)2016-12-01
中国塑料(2015年7期)2015-10-14