
流水线式生产模式在磨粉机生产上的应用
2020-08-16 13:08吴军永
粮食加工 2020年2期
吴军永,李 浩*
(河北苹乐面粉机械集团有限公司,河北 正定 050800)
流水线式生产模式是指在工业化生产中,产品在流水线上不同工位上流动、加工、组装成成品的一种生产方式。多应用在装配生产线上,零部件按照预先设定好的程序,被输送到固定的工位上,生产工人在不同的工位上重复固定程序的操作,每个工位只完成固定的工作程序。
传统的磨粉机组装是由安装工人在固定的安装工位上,实现从机架组装开始到最终组装完成。生产任务的分配方式,往往是按照分组的形式,把需要组装的磨粉机,按数量分配到每组安装工人。每组安装工人都需要完成机架组装、喂料辊组装、观察筒组装、磨辊系统组装、离合轧辊机构组装、轧距调节系统组装、罩壳组装等一系列的安装程序。国内大部分磨粉机生产厂家基本都沿用这种传统的磨粉机生产组织形式。这与生产线组装模式是完全不同的两种生产组织模式。
苹乐集团从成立之初就开始生产磨粉机,一直沿用传统生产方式,初期大批量生产的是6F系列小型磨粉机,相对技术参数单一,通用性强,零部件少,安装工作量小,一直运行得很好。但随着制粉设备大型化的发展,60,80,1000,1250 大型磨粉机生产量量越来越大,时常会出现缺件待料,交货滞后等问题。而且随着生产任务量越大,问题越突出。组装工序成为制约磨粉机生产准交率的瓶颈。为解决生产上的实际问题,公司领导采取了多种管理方法或生产组织模式的尝试,效果均不明显,或并没有从根本上解决生产滞后、缺件待料、交货不及时等问题。
从2018年初集团公司引入流水线生产管理模式,计划从磨粉机组装工序开始改进实现,目的是在保证产品质量的同时,提高产品准交率。经过1年多的建设和改善,已经初见效果。
1 磨粉机流水线流程
磨粉机生产流水线实际包含两部分:一部分是工件在不同的车间流转,从下料到折弯、焊接、机加工、表面处理,最后到组装车间的外部流水线,磨粉机制做流水线工序如图1;另一部分是组装车间内组装工位间的内部流水线,即磨粉机组装流水线工序,如图2所示。

图1 磨粉机制做流水线工序流程

图2 磨粉机组装流水线工序流程
为配合磨粉机组装工位的流水线作业,对磨粉机生产全过程零部件运转程序和运转方式进行了完善。同时为了保证磨粉机零部件不在转运过程中造成损伤,从下料到焊接,焊接到表面处理,表面处理到组装车间的组装工位,零部件全部在专用运输车上流转,避免零部件之间磕碰、挤压、划伤。
2 实现流水线作业的前期准备工作
2.1 配套运输工具车
根据磨粉机零部件外形尺寸、结构形状、重量等参数设计制作了103辆运输工具车。其中包含大件运输工具车 (见图 3),长度 2 500 mm,宽度1500mm,专用于周转磨粉机护罩、磨顶、前挡板之类的大尺寸零件,此类零件大部分是钢板焊接成型,重量不大,但表面质量要求高,外形尺寸和形位公差要求高,变形后直接给组装带来困难,影响磨粉机外观质量。采用大件运输工具车运输,可以保证这些零部件的完好,避免在运转中造成损伤。大件运输工具车见图3。

图3 大件运输工具车
小件运输车(见图4)主要运输小型零部件,主要包括部分机加工后磷化处理的小零部件如磨粉机轧距调节部分的销轴、盖类、轴承座类零件。以及部分钢板折弯喷塑处理的一些小零件。此类零件数量多,体积小,容易散落丢失,运输中采用箱式小件运输工具车。

图4 小件运输工具车
磨辊运输车(如图5)主要用于拉丝和喷砂车间到磨粉机安装车间安装工位之间的运输。根据磨粉机设计参数,一台磨粉机的四只磨辊,放置在一辆磨辊运输车上,技术参数与磨粉机机体一一对应,节省了工人查找时间,降低了出错机率。同时磨辊运输车也是安装磨辊轴承的工作台,操作非常方便。
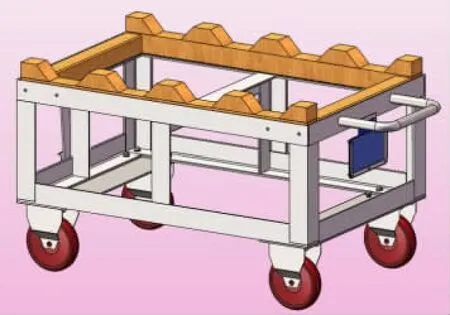
图5 磨辊运输工具车
喂料辊运输车(如图6)与磨辊运输车一样,也是按照磨粉机设计技术参数,将加工好的一台磨粉机的四根喂料辊放置到一辆喂料辊运输车上,运输到磨粉机喂料辊安装工位,节省时间和降低参数匹配错误的可能。

图6 喂料辊运输工具车
配备运输车,便于磨粉机零部件的转运,包括下料、焊接、表面处理等工序。工件在转运过程中,实现不落地管理。从表面处理流转到安装工位的零部件在运输车上等待安装,安装完成后,空车再循环流转到下料工位、机加工位、喷塑车间等相应工位,待下一次流转使用。
2.2 配备电瓶牵引车
为实现流水线安装工程,公司专门配备了5台电瓶牵引车,与运输车配套使用,降低流转时运输工人劳动强度。所有运输车都可以串联到一起,由一台电瓶牵引车牵引运输(如图7)。实际运输操作中要注意车间厂房具体布局设置,回转方便,车辆不宜串联太多,要确保工件运输工程中的人员安全和工件的保护,防止工件被磕碰损伤。

图7 磨粉机流水线零部件运转现场
2.3 合理配备人员
配备合理的辅助工人,负责零部件的转运、集结,按照安装顺序有序流转。包括车间之间的转运,库房到车间的转运,都由辅助工完成。安装技术工人只负责完成磨粉机的组装工作,就是专业的活由专业人员去干,这样可以保证产品安装质量和按时完成订单,保证产品准交率。
3 磨粉机安装现场生产调配
磨粉机安装现场还是原来的场地、原来的人员,通过场地重新规划设计,人员合理调配,安装效率大幅提高(安装现场如图8)。按照磨粉机安装次序,分成5个安装工位。在原来场地上铺设轻轨30 m,便于磨粉机在不同工位间流转。通过轻轨,人工就可以直接推动磨粉机方便快捷地在工位间流转。如果采用天车吊运工序太繁琐,也浪费大量时间。

图8 磨粉机流水线现场安装照片
磨粉机安装现场分5个工位,分别为机架组装、喂料辊组装、磨辊组装下、磨辊组装上(八辊磨安装工位)、护罩组装。
磨粉机安装工位一侧是物料集结区,由表面处理工序车间转来的物料,按照安装次序依次排列。
4 磨粉机生产流水线作业优点
4.1 稳定了磨粉机安装质量
分工序安装,安装工操作简化单一,更专业化,保证了安装质量的一致性,实现了标准化作业。
4.2 提高效率,保证了磨粉机成品准交率
流水线作业是最适合工业化生产的一种生产组织形式,缩短了组装时间,简化了工件流转次数,最大化地节约了各种资源,保证了磨粉机成品准交率。
5 小结
磨粉机流水线已经运行8个多月,通过磨粉机流水线生产组织的实践验证,在稳定产品质量和提高磨粉机生产效率方面已经取得了显著效果。
猜你喜欢
粮食加工(2022年3期)2023-01-06
设备管理与维修(2020年7期)2020-05-08
小学科学(学生版)(2020年2期)2020-03-03
电子制作(2019年15期)2019-08-27
装备机械(2017年3期)2017-11-09
专用汽车(2016年9期)2016-03-01
专用汽车(2016年4期)2016-03-01
中国粮油学报(2016年5期)2016-01-23
中国资源综合利用(2016年9期)2016-01-22
专用汽车(2015年1期)2015-03-01
