板坯库智慧物流管理探析与展望
2020-08-11 08:26李会朝杨爱华郭海光邓书明
物流技术 2020年7期
李会朝,杨爱华,郭海光,邓书明
(河钢集团邯宝公司热轧厂,河北 邯郸 056015)
1 引言
智慧物流是利用信息、网络、通讯技术,使物流系统智能化。智慧物流管理系统能够模仿人在物流运行过程中获取信息从而分析信息做出决策,使商品从源头开始被实施跟踪与管理,实现信息流快于实物流。板坯库作为热轧板材生产过程中储存板坯的作业单元,是轧钢厂和炼钢厂的缓冲地带,在热连轧钢铁生产物流中,其作用至关重要。如果板坯库物流不畅,不但影响轧钢和炼钢厂的生产运行,对企业炼铁、烧结、焦化物流体系也会造成影响[1]。众所周知,钢铁物流是以“钢铁”为载体,以“物流”为运作,以“信息”为核心,集钢材贸易、电子商务、三方物流为一体,资金流、信息流、物流相互促进、相互融合,涵盖冶金行业、信息产业、现代物流三大行业的交叉行业。面对经济新常态、为了进一步获得盈利空间,压减运营成本,更多的钢铁企业管理者把精益管理的目光转向了物流环节。精益物流管理是钢铁企业优化生产过程、提升竞争力的重要手段,也是钢铁企业适应经济发展模式变化、实现绿色发展的必然选择。
2 现状与不足
2.1 板坯库概况
某2250产线,年设计产能480万t、日产15 000t。产品涵盖汽车板、家电板、耐候钢、低合金高强钢等板材产品,原料为板坯,尺寸规格为厚度230mm-250mm,长度 5 500mm-11 000mm,宽度 1 100-2 150mm,最大板坯重量40t。该产线配置有一个板坯库,总建筑面积为4.32万m2。分三个跨,单跨跨距40m,长度360m。库内设置有301个跺位,可容纳冷热板坯10万t。板坯库设置有四条辊道,其中两条为炼钢厂生产板坯下线专用,另外两条既用于炼钢生产板坯下线,也用于热轧生产所需板坯上料。配置有8部94t天车,一部94t龙门吊车,其作用是把上料板坯从两块叠放状态分置成单块[2],该产线板坯库布局如图1所示。
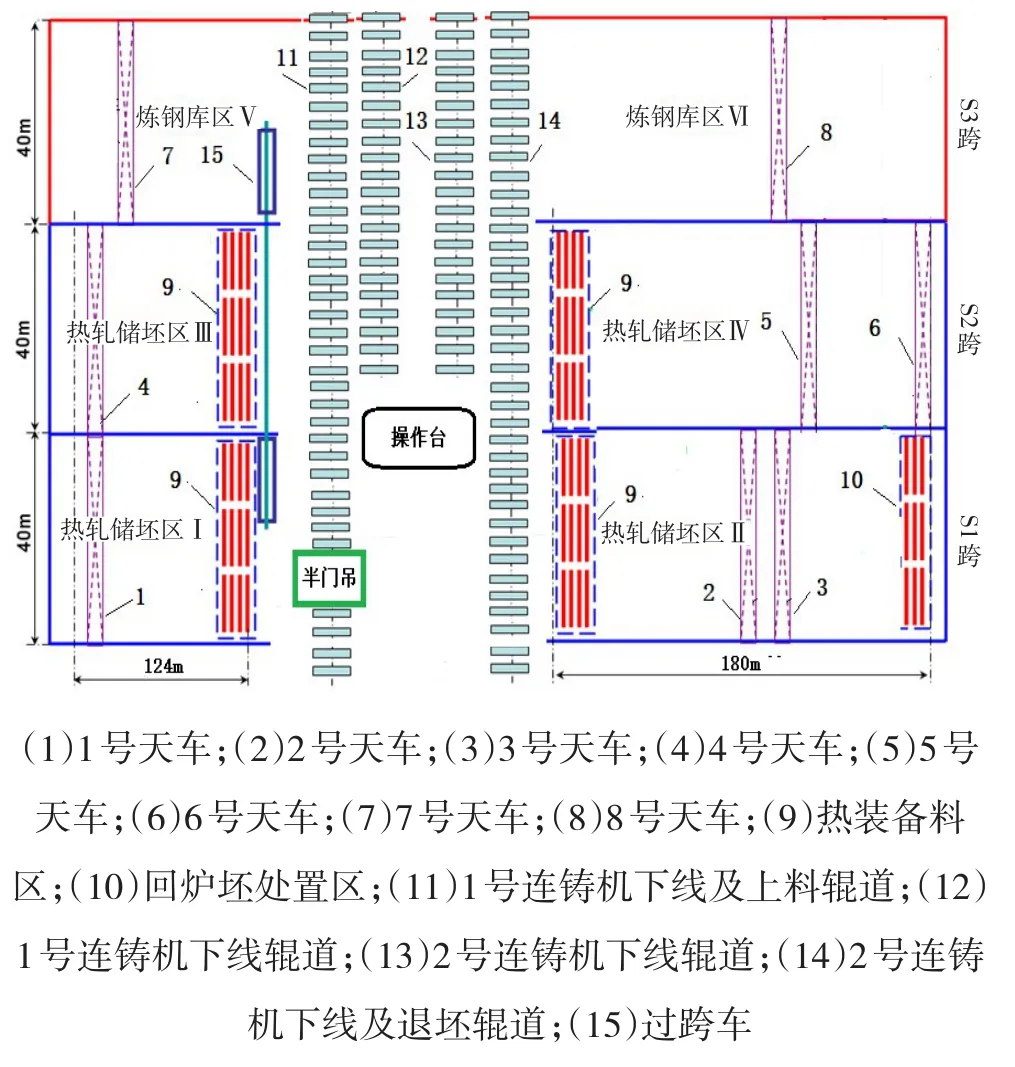
图1 某2250热轧产线板坯库布局图
板坯库作业人员采用24h不间断作业,每班配置有8名职工,共计32人。板坯库日常物流业务内容包括五部分:(1)炼钢生产出来的板坯接收、入库、储存;(2)热轧生产所需原料板坯核对、上料;(3)外购和外卖板坯的出库和入库;(4)轧线由于事故、轧甩等原因造成的退库板坯接收入库;(5)日常库内板坯移动、倒跺、翻坯以及板坯质量处理等。
2.2 问题与不足
(1)物流信息没有跟踪,依靠人力识别。板坯生产出来,离开辊道后没有信息跟踪,板坯身份信息由操作人员通过目测方式识别、记录到记录本上,集中用电脑手动输入系统,建立生产实绩台账。生产订单通过系统传到板坯库电脑后,操作工打印出上料清单,持清单到板坯库内核对板坯,然后用便携式对讲机喊话,通知天车工,天车工在驾驶室通过目测识别垛位和板坯,进行上料。
(2)物流信息管理不能统筹安排。炼钢生产板坯入库后放置的位置、上料过程中的倒垛策略、上料计划的提前准备等准备工作,均由当值操作工依据个人经验决断,没有可存储优化积累经验的媒介,不能做到有效循序渐进积累和优化。
(3)库内物流移动信息不可追溯。由于库内板坯、天车等物流要素移动均依靠操作工人力识别、记录、维护,因此以上要素的实际移动轨迹没有有效记录,一旦出现混料、板坯找不到实物、职工责任心不强或不做记录,则物流信息无法追溯。
(4)物流信息准确率低。库内板坯识别和移动节点建立全部依靠人力完成,在此过程中,一旦发生识别、输入等操作错误,无法有效监管,在此机制下,为了避免上料错误,只能安排不同人员多次重复核对板坯信息,增加了人力资源配置。
(5)天车吊运作业时需要地面人员指挥,不仅存在安全隐患,而且会降低板坯搬运的效率,定位精度较低,操作出错率较高,出现查找库区板坯困难,生产管理的数据不能与库区板坯信息数据完全同步等问题[3]。
3 板坯库智慧物流概述
板坯库智慧物流系统是基于物联网技术,通过自主集成实现物流管控信息、储运信息、生产调度信息互联互通,在物联网思想下,通过运用大数据分析、运筹学、信息通讯等技术提高整条物流供应链物流绩效,改变原来各自分治、没有协同、同一单元信息闭塞的落后管理模式[4],板坯库智慧物流管理系统共分三层。
(1)计划层。通过分析相应仓库的作业类型及物料作用,有计划的制定物料的仓储位置以及分配最优天车进行作业,并进行库区所有板坯自动定位及板坯信息跟踪。(2)任务层。依据作业计划,对板坯逻辑地址向物理地址转换,将天车复杂的动作分解成容易执行的单个动作,并具体解决多部天车的避让、防撞控制。(3)执行层。具体执行天车的单个动作,通过天车主钩微摆动控制、加减速控制等实现大车、小车位置精确控制;夹具高度控制,实现无人驾驶。
在板坯库智慧物流系统管理下,能够实现板坯信息的自动识别、跟踪及定位;天车实现无人驾驶(为节省投资,可以根据库区天车实际作业效率,将部分天车具备无人驾驶功能,其它天车采用人工驾驶模式),天车作业标准、安全、高效,降低人力资源成本;规范库区管理,实现库存物品的数量、放置位置准确管理,将高效成熟的管理策略不断在现场管理实践中沉淀、积累,最终实现通过管理创效增益。板坯库智慧物流管理系统的架构设计如图2所示。
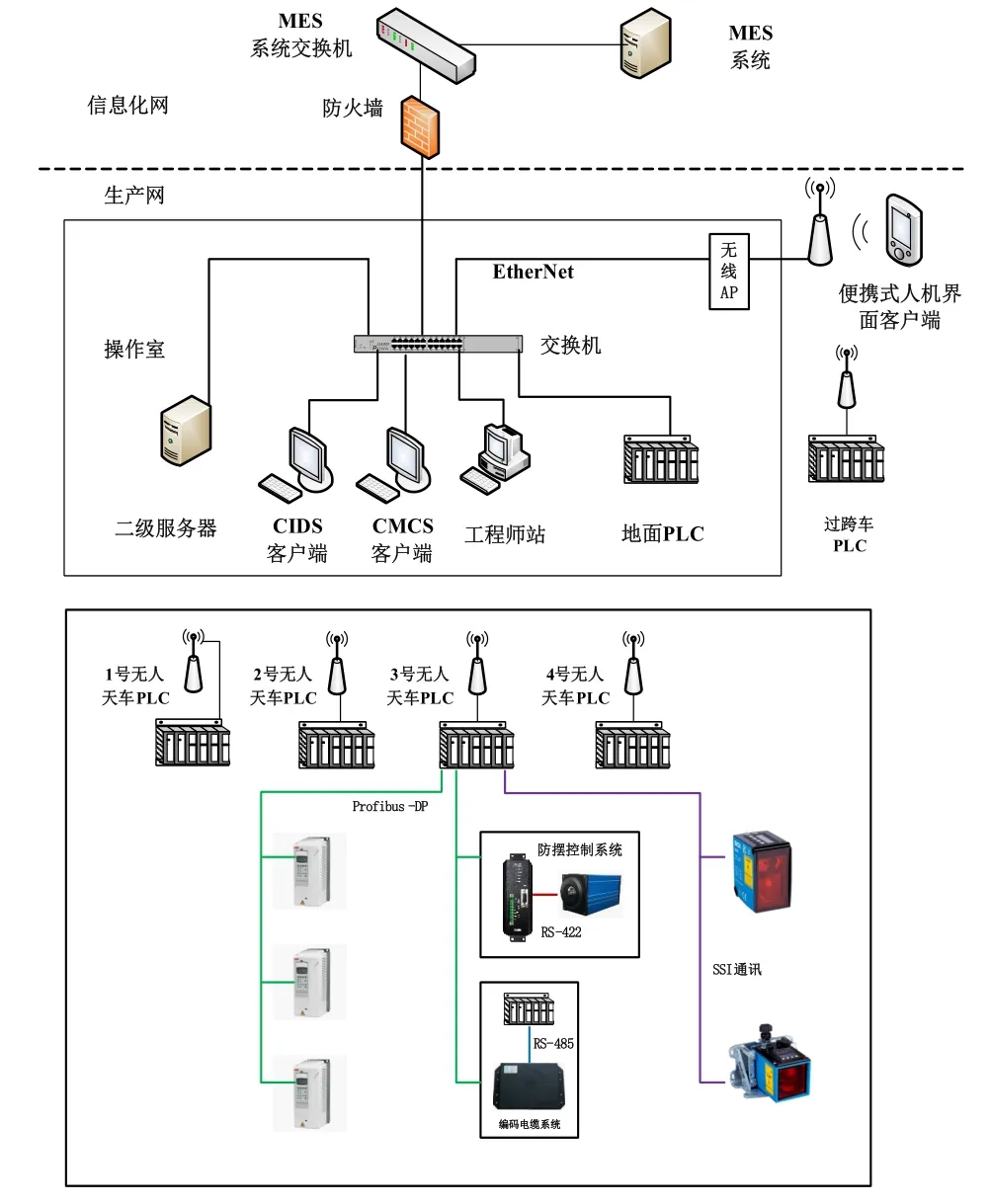
图2 板坯库智慧物流管理架构
4 智慧物流管理组成
4.1 设置覆盖库区的无线网络
无线网库内全覆盖,保证天车PLC与L2级之间、天车PLC与地面PLC之间、L2级与便携式手持终端之间通讯畅通。天车PLC与L2级之间、天车PLC与地面PLC之间通讯采用5G无线网络通讯。L2级与便携式手持终端之间采用5G无线网络通讯。视频传输采用单独的无线网络与工业电视监控系统连接[5]。
4.2 物流跟踪模块
板坯物流跟踪模块依托工业以太网接收一级板坯微跟踪信息,结合与物流管理有关的设备状态信息,对待入库作业、倒库作业、待出库作业在执行时的数据进行追踪并反馈到库管控制大数据处理电脑,为库区物流管理提供全流程、可视化、可靠的实时数据。库管人员通过显示器可以实时监视天车的运行状态、设备状态、通讯状态、库区分布状态、板坯信息、运输车辆信息等,同时允许操作工对工作中的天车进行手动工单下达、天车暂停、设备故障恢复等手动干预。全流程可视化物流跟踪是操作人员与天车无人化之间的桥梁,符合人对天车工作的传统认知。
4.3 天车定位模块
天车是板坯库物流转移、移动的主要设备,为了实现库内物流的高效管理,必须对天车行动轨迹全程记录。为此需要建立通讯接口,包括与炼钢二级、MES三级、加热炉一级、天车终端、现场辊道PLC、小卷扬PLC等的通讯接口。在天车运行轨迹中增加X轴定位,采用编码电缆技术;增加Y轴定位,采用激光测距传感器,用于检测小车位置;增加Z轴定位,采用绝对值编码器,用于检测夹钳高度位置;增加称重传感器用于检测起吊板坯重量;增加天车摆角传感器、控制器,用于控制板坯夹钳的摆角;增加天车间防撞传感器,采用激光测距,同步增设主钩凸轮开关,主钩重锤开关,大车减速、停止位传感器,小车减速、停止位传感器,舱门开关传感器,实现板坯自炼钢切断后,有跟踪入库。库内板坯下线后,在库内移动、存储有信息,实现移动信息可追溯,板坯装钢前信息可追踪[6]。为了便于生产组织,天车需要配置三种运行模式:
(1)自动模式。天车的运行方式选择为自动方式,天车执行无人作业,保证两个主钩同步控制。(2)遥控模式。打开遥控操作开关时,天车切换成遥控运行模式,遥控按钮操作有效。(3)手动模式。天车工进入天车驾驶室,选择手动操作模式后,天车按照天车工的操作模式运行。遥控操作和手动操作模式下,摘掉夹钳,天车两个主钩可以分别控制。
4.4 库区智能管理系统
4.4.1 库区智能管理系统简介。库区智能管理系统是库区管理的中枢与大脑,它的终极目标是实现板坯在库区流动高效,最大限度支撑连铸与加热炉生产。主要功能包含板坯入库堆垛排程、板坯出库排程、板坯库内移动排程、库区设备调度管理、库区设备协同管理、库区逻辑位置管理。系统特点:①开放性。采用开放式库区库位配置界面,结合生产实际及专家团队经验,根据板坯钢种参数、宽度参数、厚度参数等信息配置库区,操作人员也可以根据实际情况及时修改配置。②高效性。根据板坯的上料计划,天车提前进行备料作业,保证上料及时[7]。
4.4.2 库区智能管理系统的主要功能
(1)库配置。设置库的名称、编号以及大小。(2)跨配置。与库配置衔接,设置分为两个跨。(3)区配置。根据库区内不同作业类型的配置,将跨内区域分为多个区,内容包括:名称、编码、区域范围、区域功能、区域优先级等。(4)垛位配置。与跨配置衔接,设置垛位的物理坐标以及库位的功能,库位功能区的划分将影响物料的放置策略。(5)天车配置。设置天车的名称、编号。(6)过跨车配置。设置过跨车的活动范围,过跨车名称、编码、起、停点位置坐标信息等。(7)外采板坯停车位配置。设置发运停车位置、编号。(8)维修区配置。每部天车配置维修区域,当维修区域使用时相邻天车的工单不可以进入维修区域作业。(9)去向配置。根据板坯表面检验结果、板坯计划、物料属性(钢种、规格)等信息,配置板坯流向,完成天车自动作业指令。
4.5 天车智能调度系统
天车智能调度系统能够快速帮助系统运算出合理的库存地点以及快速的倒垛移库和上线策略[8],主要功能包括:
(1)自动库位预约分配。根据库区库位的分配原则,按照钢种、厚度、宽度等信息,自动预约分配板坯库位。(2)自动生成天车工单。天车工单的自动生成包括下线工单、上线工单以及上线工单衍生的倒库工单等。(3)工单请求序列管理。自动生成的工单和操作工手动输入的工单形成一个工单池,根据工单的相互联系、请求时序、工单紧迫性等因素将这些工单进行排序。(4)天车自动调度。当天车执行在重载或完成状态时,天车自动调度功能自动从工单请求序列管理中寻找适合该天车的下一个工单,主要依据是位置驱动,即下线时使用目标位置调度天车,上线时使用源位置调度天车;同时调度系统还考虑下一单的源位置距离本天车最近的原则实现“重去重回”的物流理念。(5)工单状态管理。根据当前工单的状态,可以手动干预分配天车、修改目的地等。
4.6 工业电视监控系统
为了实现库内物流可追溯、可查询,除了建立完备的信息流追踪系统外,还需要建立视频追踪系统,为此在库区设置工业电视监控系统,监控系统包括高清数字电视机、监控主机、硬盘录像机、交换机、高清数字摄像机等。现场采用高清数字摄像机采集监控信号,监控覆盖整个库区,分别在操作台、板坯运输辊道、加热炉出口退库辊道、卸车停车位、每跨库区、板坯修磨入出口台架、运行天车等位置安装高清数字摄像机。影像数据传输采用单独无线网络。该系统设置有板坯号自动识别功能,能够自动识别喷涂号码,记录进入和离开库区板坯数据信息,杜绝目测识别误差,自动识别采集数据与整个管理系统信息共享[9]。
5 安全事项
5.1 库区安全
为确保安全,无人天车作业区域内禁止任何人出入,通过安全护栏的设置实现管控。安全护栏高度1.3m以上,设置出入口门并设置门关闭传感器、按钮盒(请求按钮、进入允许显示灯、取消按钮)及安全锁等设备,只有经过允许后的人员才能进入无人天车作业区域。在无人天车作业过程中如允许人员出入,要停止无人天车作业,并把一个跨分别定义为“田”字模型,分上下区间,针对一个区域的出入允许情况,规避该区域继续进行天车作业。安全门设置考虑手动修磨区、运输车辆停车位的设置。针对进出许可问题,可通过库区管理画面选择相应的区域,把允许人员进出的部分进行红色标注,取消时重新点击解开按钮,消除红色。安全门传感器、按钮盒信号、安全锁信号接入地面PLC中。
5.2 吊装安全
设置主钩微摆动控制功能、夹钳位置控制功能,该功能主要根据Z轴传感器控制夹钳高度。同时设置天车横向、纵向、主钩升降协同控制功能,速度控制、位置控制及计算停止距离功能以及安全高度控制功能,天车运行自我诊断功能(判断天车是否有故障,根据天车故障状态决定是否进行下一步动作)。
5.3 车辆安全
为了提高装卸车作业安全系数,增设车辆识别系统,该系统由车辆识别控制柜、扫描箱等组成,用于扫描外购板坯车辆外形尺寸及装载的板坯外形尺寸,最后形成车载板坯的X轴、Y轴、Z轴坐标,用于天车卸车、装车作业。
5.4 辊道传输安全
(1)每块板坯只在一组辊道上停留;(2)辊道移动具有留出板坯上料位置的功能;(3)辊道移动具有消除辊道上吊运走板坯位置的功能,提高辊道运输效率;(4)实现热送辊道的自动升降、自动启停和板坯在热送辊道上的自动定位;(5)增加热送辊道段与连铸段辊道的连锁功能,连接段有板坯的情况下,连铸辊道应禁止向第一段运送板坯;(6)实现向加热炉直送板坯在装钢机辊道处的自动定位[10]。
6 结语
当今世界伴随物联网、区块链、大数据、云计算、第五代移动通信(5G)等前沿信息、网络技术的发展和应用,生产要素和人员可以通过各类可能的网络接入,实现物与物、物与人的泛在连接,实现对物品和过程的智能化感知、识别和管理[11]。以上技术几乎让所有能够被独立寻址的普通物理对象形成互联互通的网络。板坯库物流作为钢铁企业生产运行的物流瓶颈,应该积极探索、主动接纳新思维、新技术、新管理。如果前沿技术得以应用,板坯库将从瓶颈工序转变为引领工序,带动整个生产线物流的高效运转。
猜你喜欢
制冷与空调(2022年3期)2022-08-01
农机使用与维修(2021年3期)2021-11-27
数字技术与应用(2021年10期)2021-11-19
中国金属通报(2021年4期)2021-05-20
宝钢技术(2021年2期)2021-05-10
商品与质量(2021年17期)2021-04-23
中国金属通报(2020年10期)2021-01-06
鞍钢技术(2020年3期)2020-06-22
风流一代·经典文摘(2018年11期)2018-11-19
建筑工程技术与设计(2015年28期)2015-10-21