
基于尺寸控制的关门声品质优化
2020-08-10 08:57汪珊张峰
汽车世界·车辆工程技术(上) 2020年4期
汪珊 张峰
摘 要:对于高档汽车而言,车门关门声品质是质量控制的第一要素,直接影响客户的主观评价。车门关门的声品质包括二个方向的测试方法,一种是在车厢内关门,一种是在车门外关门。某车型在车门外开关门过程中,车门外后视镜有明显的摩擦异响。本文针对该异响做深入的问题分析,提出解决方案并在实车上进行验证。
关键词:关门声品质;尺寸;主观评价;后视镜
0 前言
整车的关门声品质是给客户最深刻的第一印象,声品质的好坏直接影响客户的满意度。某车型在试装阶段考核过程中,在安静的考核环境下,在车外可以听到明显的摩擦噪音,该噪音是客户不能够接受的问题,通过批量测试发现,该摩擦噪音缺陷率达到20%左右,该问题成为某车型爬坡阶段的重要难题,直接影响批量生产。
1 噪音的根本原因分析
1.1 噪音源的结构状态
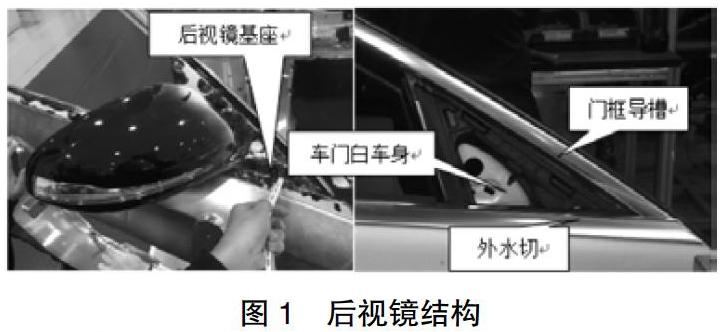
据初步分析,该噪音异响源来自后视镜区域,首先分析一下后视镜区域的结构特征,后视镜区域主要由以下几个结构件组成,后视镜、外水切、车门及门框导槽,具体结构如图1所示:
1.2 后视镜噪音异响源的识别
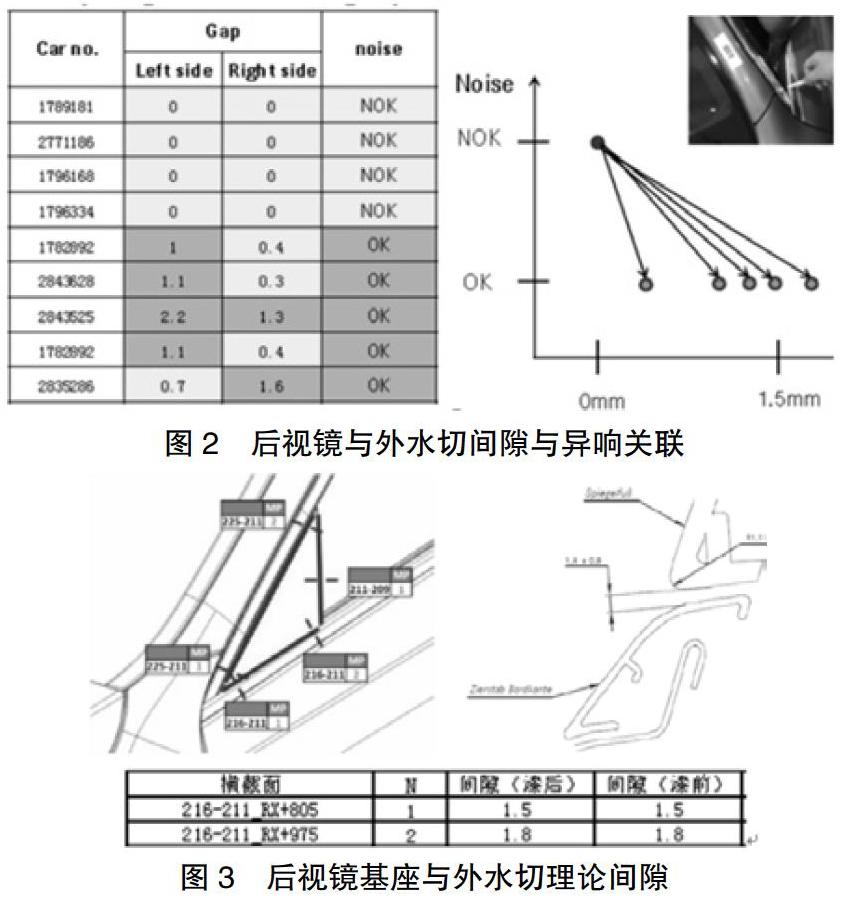
筛选排查发现,所有的异响车辆都有一个共同特点,即后视镜与外水切间存在干涉现象。对异响车辆进行重新装配处理,保证后视镜与外水切之间的间隙,发现一旦间隙存在便会异响消除,如图2所示。可以断定,该异响的来源是后视镜基座与外水切表面涂层摩擦所致。
研究发现后视镜基座材料是PP塑料而外水切表层一种是镀铬涂层,一种是黑色水基涂层。无论这两种涂层,都存在与塑料件摩擦异响的问题。然而,后视镜与外水切间是设计有一理论间隙,前后间隙中值有所不同,如图3所示,前部间隙中值是1.5mm,后部间隙中值是1.8mm。
2 关门异响的根本原因分析
根据设计理念,该处间隙在合理范围内是不应该有摩擦出现,为什么在该区域装车后出现干涉,需要从尺寸链的角度进行分析。采用头脑风暴的方法,将所有的可能的因素列出来,处理过程中,在Minitab中运用了鱼骨图法对问题进行归类处理,如图4所示。根据初步排查筛选,从15个因素中,取出权重最重几个因子进行深入分析。
2.1 交叉试验找出主要的影响因素
目前从零件的角度可以做的选项就是对后视镜、外水切及门框导槽在好车和坏车上进行交叉。外水切虽然能够进行交叉试验,但是,交叉后外水切的变形量会很大,反复的拆装会直接影响外水切的Z向尺寸。门框导槽是橡胶材料,在该处与后视镜基座间有很大的活动空间,理论上不会影响后视镜的Z向尺寸,所以最终决定只是对后视镜进行交叉试验。经交叉试验发现,车门总成和外水切是该间隙尺寸的主要影响因素,如图5所示。
2.2 相关零件的尺寸测量
在整个分析过程中,我们充分运用了三坐标测量中GOM的测量手段。GOM是目前比较先进的测量手段之一,GOM采用非接触式的方式快速准确的对被测物体进行三维扫描,把实际的测量数据与理论数模进行比对,从而可以很快的对尺寸偏差进行判断。图6显示好坏车辆外水切Z向尺寸对比。通过比较形象的颜色对比发现,好车与坏车在外水切上的Z向尺寸有明显的差异,对比外水切在检具的尺寸数据,发现该尺寸差异主要是零件的单件尺寸原因导致。
GOM对比分析发现后视镜的安装孔在车门局部坐标系下的Z向高度存在明显差异,如图7所示,该差异会导致后视镜在安装后,后视镜位置有偏低风险。
后视镜的安装孔在车门局部坐标系下的Z向高度是一个主要的贡献,检查该安装孔总成件及冲压件的报告发现,门框加强板的冲压件在Z向尺寸偏下,车门内板安装孔冲压件尺寸也普遍偏下,该Z向高度直接导致后视镜装配后Z向位置偏低。
3 问题措施优化
3.1 车身安装孔位置的修改
若要抬高车门总成安装孔的Z向高度,必须抬高车门门框加强板冲压件的Z向高度。基于对后视镜安装孔与周边配合件的尺寸分析,建议将加强板安装孔Z向尺寸优化。另外,由于车门内板安装孔是一大孔,在加强板安装孔抬高后,有可能导致内板和加强板板安装孔错位问题。分析安装孔的风险,现有车门内板安装孔直径Din=8mm,加强板安装孔直径Dfr=6mm,螺钉直径Dscrew=5mm,螺钉法兰面直径Dflange=11.5mm。
考虑到可能出现的极限状态,如当车门内板安装孔处于公差下限位置(-0.5mm),而加强板安装孔处于公差上限位置(+0.5mm),理想状态下加强板孔径上沿会与内板安装孔上沿接触,螺钉依然有1mm的調整空间,考虑到工装夹具不稳定的因素,则会出现图10中安装孔错位的风险。该风险会导致螺钉直径大于孔径,从而使螺钉不能全部进入孔内。
为解决车门加强板安装孔高度抬升后导致的与车门内板安装孔错位的风险:一是将车门内板和加强板安装孔同时抬升,且保持两个孔同心,该方法需要对两套模具同时进行修模处理,成本较高;二是将车门内板安装孔孔径扩大,保证车门加强板安装孔有足够的Z向调整空间,这个办法操作比较简单,成本较低。只对内板进行扩孔,会导致安装螺钉法兰面无法全部接触钣金面,可能出现扭矩衰减的风险,如图11所示。最终决定采取了将内外板孔全部抬升的方法来解决该问题。
基于以上分析,建议同时更改车门内板和外加强板孔位的位置。冲压车间用数控机床,对冲压进行优化,优化后的冲压件能够满足装焊尺寸控制需求。
3.2 外水切尺寸的优化
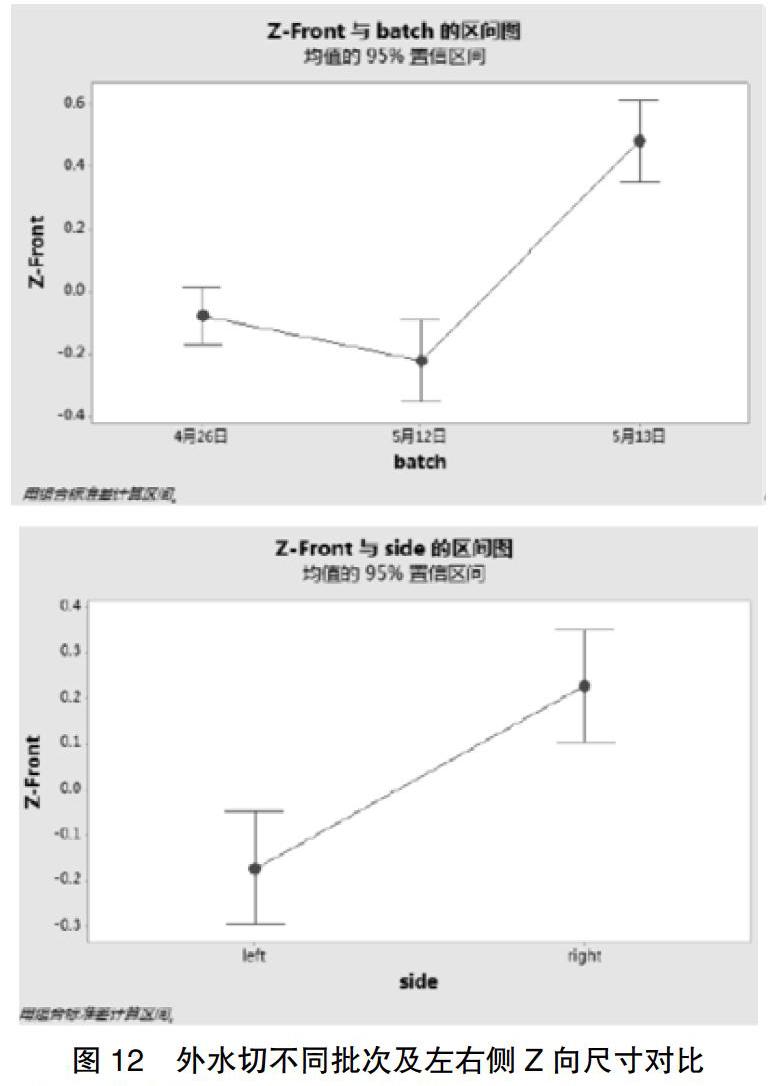
从对比分析后发现外水切Z向高端并不稳定,在检具上对30件不同批次的零件进行测量,Z向尺寸最大有近0.8mm的差异,将该测量结果在Minitab软件中进行系统分析,发现左右侧Z向尺寸均存在差异,且批次与批次间差异明显,该变量在公差带内非常不稳定,非常不利于该处间隙的控制,如图12示。
为解决该外水切Z向尺寸的稳定性问题,对外水切界面进行了优化处理,增加外水切在车门外板法兰边上的夹持力,减小外水切夹持唇边的尺寸。
4 结论
该问题是一个车门关门声品质的问题,通过对噪音的声源分析,找到产生噪音的必要条件,通过过程转换,噪音问题的控制转化为车门尺寸的控制。在车门尺寸分析过程中,通过头脑风暴的方法找到所有的影响因素,经鱼骨图及交叉试验的分析,找到问题的根本原因。在优化车门尺寸的过程中,分析了车门内外板的结构特征,通过尺寸链的分析过程,确定优化方向,经冲压件的尺寸优化后,彻底解决了该噪音问题。
参考文献:
[1]范玮,孟子厚.汽车车门声品质调查[J].声学技术,2007(04):674-677.
[2]余志生.汽车理论[M].机械工业出版社,2000.
[3]李娜,金霞.光学应变测量系统的研究现状与展望[J].中国科技论文在线,2011.
[4]邓江华,夏洪兵.汽车车门关闭声声品质客观评价[J].噪音与振动控制,2011(05):58-61.
[5]余达.整车异响分析[M].华汽睿达讲义,2015.
[6]郭冬梅,马芳武等.汽车开关门声品质的评价与改善措施的研究[J].2010中国汽车工程学会年会论文集,2010.
猜你喜欢
China’s foreign Trade(2021年6期)2021-12-26
炎黄地理(2021年8期)2021-10-22
少儿科技(2021年4期)2021-01-11
阅读(书香天地)(2019年2期)2019-06-11
发明与创新·中学生(2019年2期)2019-02-26
中国经济信息(2018年17期)2018-09-06
中国新闻周刊(2017年21期)2017-06-15
中华奇石(2015年7期)2015-07-09
中华奇石(2015年5期)2015-07-09
文苑·经典美文(2014年3期)2014-03-31
