16Mo3 板材的焊接性能及设计选用要点分析
2020-08-05 09:52:10张彦斌
天津化工 2020年4期
张彦斌
(天津渤化工程有限公司,天津 300193)
石墨化通常指钢材中的珠光体组织中的渗碳体长期在高温及应力的作用下, 分解为游离态的碳,并以石墨形态析出的现象。大量析出的游离态石墨阻断了材料组织的连续性,大大降低了材料的强度和塑性;使材质冲击韧性明显降低,脆性增强。材质发生石墨化后,单从外观上很难被发现,致使承压设备发生毫无征兆的破裂、爆炸等恶性事故。故而承压设备材质的石墨化倾向必须在选材阶段引起设计者的足够重视。GB150.2-2011 中3.6.2条要求“碳素钢和碳锰钢在高于425℃温度下长期使用时,应考虑碳化物相的石墨化倾向。”
1 设计材质比选
某反应器,直径为5.6m,壁厚为28mm,工作温度为430℃,由于生产操作要求,部分主要受压原件需要现场焊接。分析该设备的选材方案,如下:1)选用 C-Mn 钢 (Q345R);2)选用 Cr-Mo 钢(15CrMoR);3)选择 C-Mo(16Mo3)钢。下文从设备运输、现场整体热处理可行性、材质高温性能几方面分析设备选材思路要点。
1.1 采用Q345R 钢板
Q345R 是压力容器常用的低合金C-Mn 钢。根据 TSG21-2016 及 GB150.4-2011 的要求,综合考虑设备壁厚、介质条件等因素,该材质可以不进行焊后热处理,设备组焊可以在装置现场完成,解决了超限设备运输的问题。根据GB150.2-2011 的要求,Q345R 允许使用的设计温度为不超过475℃,虽然规范并没有禁止Q345R 在475℃以下的温度进行使用,但其在长期工作温度(430℃)下运行,石墨化倾向是必须考虑的问题。传统的石墨化检测只能在设备检修的时候进行,往往具有滞后性,无法保证设备的本质安全。在设备制造时通过要求钢材订货时控制Si、Al、Ni 等杂质含量(全部选取GB/T713 中所允许的下限值)、进行高温力学性能试验、提高冲击试验指标,增强韧性储备等方式来提高安全性。但在上述条件下,Q345R 仍然不是一种很好的选择。
1.2 采用15CrMoR 钢板
该材料属于Cr-Mo 低合金钢,由于Cr 元素的加入,能够阻止Fe3C 的分解,能够极为有效的阻止石墨化过程[1]。15CrMoR 允许使用的设计温度为不超过550℃,且在设计温度下的许用应力远高于Q345R(约为Q345R 的1.7 倍),是该工况向下合理的选材。但根据GB150.4-2011 中8.2.2.1要求,任意厚度的15CrMoR 焊接接头均要求进行焊后热处理。这一要求在施工现场很难满足要求。而设备自身尺寸又限制了整体运输的问题。根据我国《道路大型物件运输管理办法》对大型物件的分级规定,该设备属于四级大型物件,因此受项目建设地影响很大,整体运输较难实现。且受工艺操作因素制约,部分主要受压原件需要现场焊接。主要受压原件焊接后如不进行焊后热处理,淬硬性倾向大,回火脆性强的15CrMoR 很难满足设备安全使用的要求。
1.3 选用C-Mo 钢制造该压力容器
我国压力容器规范中并未列用常用的C-Mo系列钢材。美国ASTM 规范中的SA-204(0.5Mo钢) 和欧洲 EN 10028-2-2009 规范中的 1.5415(0.3Mo 钢)均为常用的C-Mo 系列钢。1.5415 钢板原引于德标DIN17155-1983,牌号为15Mo3,后被引入DIN EN 10028-2-2009,牌号改为16Mo3,二者为同种钢材,其允许使用的设计温度为不超过于530℃,考虑存在石墨化影响时,其工作温度应不超过450℃[2]。三种牌号钢材化学成分(质量分数,%)对比详见表 1。由于16Mo3的S、P 等杂质元素的含量更为符合我国固定式压力容器安全技术监察规程的要求,下面着重对选用16Mo3进行制造该反应器的要点进行分析。

表1 三种牌号钢材化学成分(质量分数,%)对比
2 16Mo3 设计要点
2.1 焊接性能分析
2.1.1 碳当量计算

根据国际焊接协会(IIW)和中国焊接操作指导手册[3]分别计算碳当量,得出 CE(IIW)=0.328(%);Ceq=0.358(%)。16Mo3碳当量的计算结果<0.4(%)。说明该材质淬硬倾向不明显。
2.1.2 冷裂纹敏感系数计算

根据算式③计算得出,PCM=0.224(%)。大量工程经验显示,当PCM≤0.25(%)时,材料对冷裂纹敏感性不明显。实践证明,控制焊材的扩散氢含量,根据焊材厚度增加焊前预热等方法,有助于控制冷裂纹的产生。
2.1.3 热裂纹敏感系数计算

根据算式④计算得出,HSC=3.484。大量工程经验显示,当HCS≤3.6 时,材料对热裂纹敏感性不明显。由于该材质HCS 较为接近判断基准线,应在控制材质S、P 等杂质含量、控制焊接工艺上予以重视。
2.1.4 再热裂纹敏感系数计算

根据算式⑤计算得出,PSR=-1.4(%)。当PSR≤0时,材料对再热裂纹敏感性不明显。
根据公式①②③④⑤分别计算Q345R、16Mo3、15CrMoR 的焊接性能参数,并进行对比,结果如表2 所示。

表2 三种材料(Q345R、16Mo3、15CrMoR)焊接性能参数对比
通过对比可以看出: 16Mo3的焊接性能与Q345R 更为接近。根据国际通用的ISO TR 15608-2017 焊接金属材料分类导则中对焊接材料的分类可以看出,16Mo3与Q345R 的分组相同,有着相似的焊接性能(见表3)。
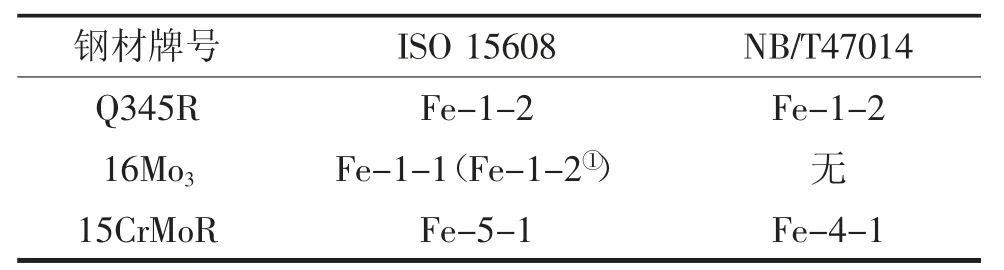
表 3 三种材料(Q345R、16Mo3、15CrMoR)的焊接金属材料分类
2.2 焊后热处理要求
焊后热处理可以起到消除焊接残余应力,改善母材及焊接接头的力学性能, 稳定焊接件形状和尺寸等作用。焊后热处理是提高压力容器焊接性能和质量的重要手段,世界各国的标准规范都做出了相应的要求。由于我国常用的压力容器钢板规范中没有C-Mo 钢,GB150.4-2011 也没有对此类钢板提出明确要求。对于Q345R 钢板,当焊接接头>32(38,焊前预热 100℃以上)mm 时,需进行焊后热处理。
对于 16Mo3,根据 EN13445.4-2014 的要求,除应力腐蚀和抗氢工况下,焊接接头厚度<35mm 时,无需进行焊后热处理[4]。笔者认为,对于这个国外牌号的钢材,在国内标准没有明确要求的情况下,按照原产国压力容器标准规范要求执行,是安全可靠的。综合考虑16Mo3的焊接分组,及本反应器的厚度,此反应器在现场组焊后,无需进行焊后热处理。
3 结论
压力容器的设计选材要综合考虑制造、加工、运输等多种因素的成本及可行性、安全性问题。同时还要兼顾业主在容器使用过程中可能遇到的更换催化剂、定期检验等要求。采用16Mo3制造本文所提及工况的反应器,能够避免材质在430℃工作条件下材质石墨化倾向的问题。16Mo3良好的焊接性能,使设备在不进行整体热处理的前提下,具有良好的安全性能,满足业主现场再次组焊等使用的要求。
猜你喜欢
防爆电机(2020年6期)2020-12-14 07:17:04
作文成功之路·小学版(2020年4期)2020-06-16 03:38:06
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中学生数理化·八年级物理人教版(2018年9期)2018-11-09 01:21:52
新世纪智能(语文备考)(2018年9期)2018-11-08 11:03:42
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
Coco薇(2015年10期)2015-10-19 12:17:50
Coco薇(2015年10期)2015-10-19 12:17:14
云南电力技术(2015年2期)2015-08-23 01:31:52