不合格铜精矿再选的试验研究和应用
2020-08-05 07:19:58梁国栋
世界有色金属 2020年10期
梁国栋,苗 雨
(中国黄金内蒙古矿业有限公司,内蒙古 满洲里 021400)
某内蒙古大型矿山为高寒高海拔矿山,选矿厂主要出铜精矿和钼精矿两种产品,流程主要是先进行铜钼混合浮选,混合精矿再进行铜钼分离,铜钼分离一直是国际难题,现实生产过程中会因为各种外界因素干扰得到不合格的铜精矿和钼精矿,这些不合格铜钼精矿直接销售会引起公司叫大的经济损失,所以经过不断研究发现可以通过合适的比例从新添加到流程里面,添加比例以不影响目前的生产指标为准,经过实验室小型试验建议添加15%左右[1,2]。
后续进行工业试验先从5%比例加起,慢慢加到15%,都没有对原指标产生影响,大大的增加了公司的经济效益。
1 试验内容
由于2019年5月份产出了一批不合格的铜精矿,铜精矿中钼品位超标,为了回收不合格铜精矿中的钼,减轻经济损失,所以在实验室开展小型试验,把不合格的铜精矿按比例配到现在的生产入料中,看在什么样的配比下能不影响现场指标。
1.1 试验矿样
试验矿样日期及原矿主要元素化验数据表1。
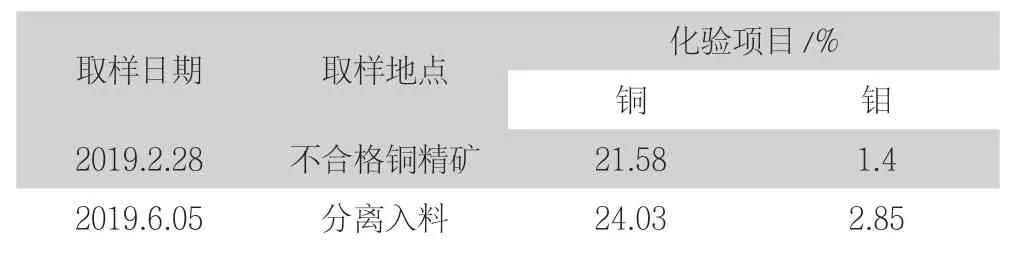
表1 原矿主要元素化验数数据
1.2 试验用水及试验药剂
铜抑制剂:硫氢化钠(20%溶液)、M8(10%溶液);
钼捕收剂:煤油;
浮选用水:清水。
1.3 实验方案及实验数据
实验流程图见下图1,实验数据见下表2。
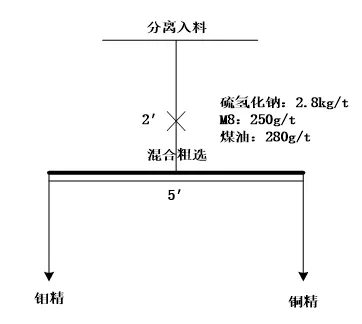
图1 分离入料实验过程
从上面的实验数据及实验过程中的现象可以看出:
(1)100%不合格铜精矿再选,从泡沫现象来看,和当时现场现象基本一致,泡沫发粘不易碎,都是黑色的大泡,看不见钼泡。
(2)加入75%不合格铜精矿的时候泡沫没有明显的钼泡,和100%的不合格铜精矿分选效果差不多。从数据上看和100%的不合格铜精矿分选效果相比钼精矿产率差不多,但是钼回收率有明显提升。
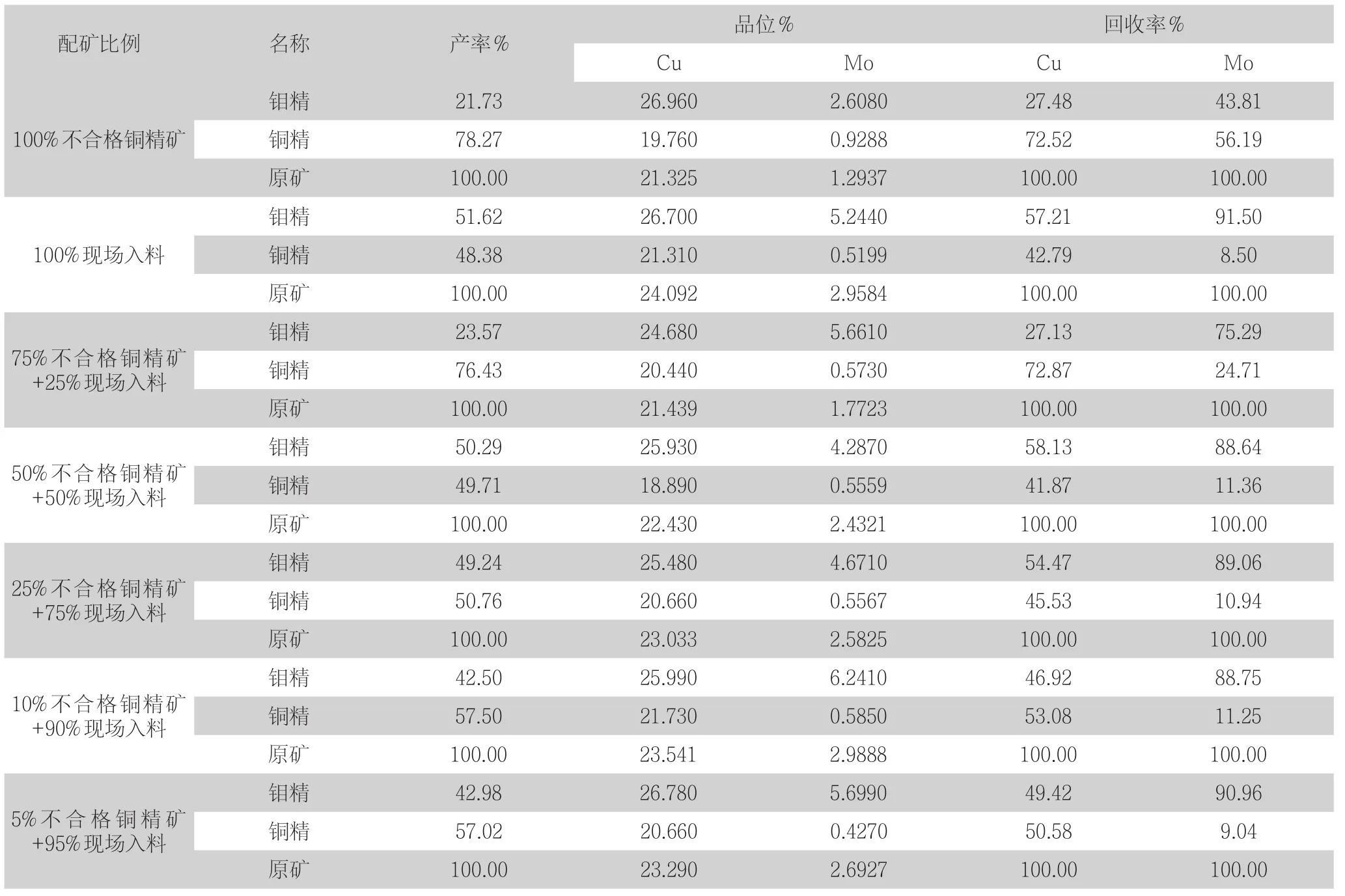
表2 实验数据分析
(3)加入50%不合格铜精矿的时候分选效果就有了明显的改善,上面可以看见钼泡沫层,但是泡沫仍然发粘不易碎。
从实验数据上可以看出铜精钼精品位和回收率已经接近100%现场入料的实验结果。
(4)加入25%不合格铜精矿的时候泡沫现象就基本和100%现场入料所做的实验现象完全相同了,实验数据也基本接近。
结论:小型实验无论从泡沫现象上、精矿产率上、还是实验结果上来看,加入25%以下的不合格铜精矿都不会影响现场的正常生产结果。
由于实验小试各方面条件优于现场,应用到现场上建议添加比例为15%以下。
2 效益分析
现存不合格铜精矿2200吨,含水量8.65%,铜平均品位22.14%,钼平均品位2.076%。
报表1个月~6个月钼二段回收率为83.71%,钼金属报价18.4万/吨。
药剂成本为1.1元/吨,分离浮选水电费成本1.96*30%。
药剂和水电费成本为 :(1.1+1.96*30%)*2200*(1-0.865)=3392;
利 润 :2200*(1-0.865)*0.02076*0.8371*18.4-3392=642.28万。
3 结语
(1)小型实验无论从泡沫现象上、精矿产率上、还是实验结果上来看,加入25%以下的不合格铜精矿都不会影响现场的正常生产结果。
由于实验小试各方面条件优于现场,应用到现场上建议添加比例为15%以下。
后续进行工业试验先从5%比例加起,慢慢加到15%,都没有对原指标产生影响,大大的增加了公司的经济效益
(2)之前得到的不合格铜精矿一直是铜里面钼不计价进行销售,大大的影响了公司的经济效益,此方法试验成功后后续在工业上进行了应用,工业应用很成功,大大提升了公司的经济效益。
猜你喜欢
云南化工(2021年7期)2021-12-21 07:27:30
选煤技术(2021年3期)2021-10-13 07:33:26
煤矿现代化(2019年5期)2019-07-25 07:05:44
山西化工(2019年1期)2019-03-28 11:33:00
中国资源综合利用(2016年9期)2016-01-22 08:35:19
中国资源综合利用(2016年12期)2016-01-22 02:02:25
中国资源综合利用(2016年12期)2016-01-22 02:02:22
铜业工程(2015年4期)2015-12-29 02:48:44
选煤技术(2015年3期)2015-12-20 01:46:16
中国工程咨询(2015年12期)2015-02-14 06:31:36