
一种高精度钢珠筛选设备及实现方法
2020-08-03 07:58孟素各彭佩云
现代电子技术 2020年8期
关键词:工作原理
孟素各 彭佩云
摘 要: 现有技术上对钢珠的分选采用重力分选等方法只是对钢珠直径分选,对圆度和球度还需要人工或者三坐标设备测量的方式,采用纯人工测量精度低,分选效果差,效率也低,而采用三坐标设备则成本高。因此,文中提出一种使用方便,制造成本低,工作效率高的高精度钢珠筛选设备及方法。该设备带有斜度的分选槽道,分选槽道上具有重量分选段和球度分选段,其旁侧有一排沿对射传感器;分选槽道的出料端以及重量分选段和球度分选段之间分别设置用以挡住不合格钢珠的控制闸门,从而完成钢珠的筛选。结果表明,该高精度钢珠筛选设备使用方便、操作简单、制造成本低、分选效果好、工作效率高、实用性强。
关键词: 高精度筛选设备; 钢珠分选; 筛选方法; 传感器感应; 阀门控制; 工作原理
中图分类号: TN307?34; TH122 文獻标识码: A 文章编号: 1004?373X(2020)08?0097?04
High?precision steel ball screening equipment and its implementation method
MENG Suge1, PENG Peiyun2
(1. School of Mechanical and Electrical Engineering, Fujian Agriculture and Forestry University, Fuzhou 350000, China;
2. Jinshan College of Fujian Agriculture and Forestry University, Fuzhou 350000, China)
Abstract: In the existing technology, the gravity separation and other methods are only used for separation of steel balls according to their diameters, but the roundness and sphericity need to be measured manually or by three?dimensional equipment. It is sure that the pure manual measurement can cause low precision, poor sorting effect and low efficiency, and the three?dimensional equipment can result in high cost. Therefore, a high?precision steel ball screening equipment and its implementation method are proposed, which is easy to use, and has low manufacturing cost and high efficiency. The equipment has a tilt sorting groove. The groove is divided into weight sorting section and sphericity sorting section, and a row of catodioptric shooting sensors is mounted along the side of the grove. Two control valves are set to block unqualified steel balls. One is at the discharge end of the groove, and another is between the weight sorting section and the sphericity sorting section, so as to complete the steel ball screening. The results show that the high?precision steel ball screening equipment has the advantages of convenient use, simple operation, low manufacturing cost, good sorting effect, high working efficiency and strong practicability.
Keywords: high?precision screening equipment; steel ball sorting; screening method; sensor induction; valve control; operating principle
0 引 言
随着我国精密制造技术的不断发展,钢珠已广泛地使用在滚珠轴承、滚珠丝杠等高精密的传动部件中。尤其在一些超高精度的、需要低噪声的传动,例如潜艇等设备上需要钢珠的球度及圆度有着更高的要求,现有技术上对钢珠的分选采用空气分选、重力分选等方法也只是对钢珠直径分选,对圆度和球度还需要人工或者三坐标设备测量的方式,采用纯人工测量精度低,分选效果差,效率也低,而采用三坐标设备则造价昂贵,成本高。本发明的目的是提供一种使用方便,制造成本低,工作效率高的高精度钢珠筛选设备及方法。
1 设计内容
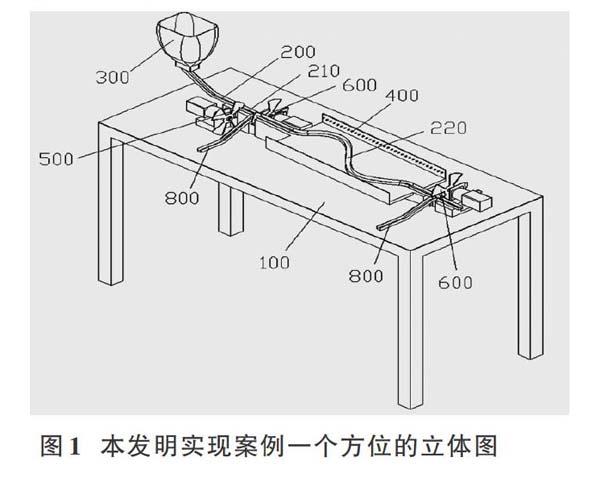
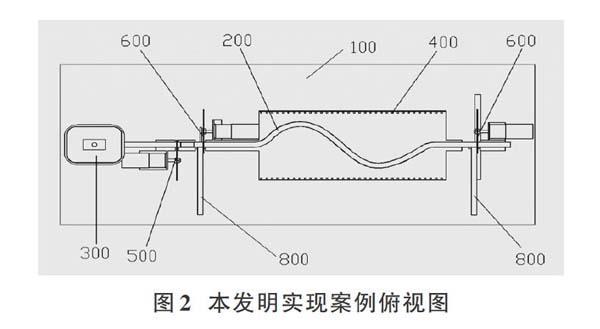
本高精度钢珠筛选设备如图1、图2所示,包括带有斜度的分选槽道,分选槽道的进料端上方设置有料槽,分选槽道上具有重量分选段和球度分选段,分选槽道的球度分选段呈S形,其旁侧具有一排沿直线排列用以感应钢珠跳动的对射传感器,对射传感器排列所在的直线与分选槽道球度分选段的底面相平行,并且对射传感器的对射光线与分选槽道球度分选段的底面的高度差略大于钢珠的设计直径。分选槽道的进料端设置有控制钢珠单个断续通过的控制挡板,分选槽道的出料端以及重量分选段和球度分选段之间分别设置有用以挡住不合格钢珠的控制闸门。
图1~图5中:100为工作台面;200为分选槽道;210为重量分选段;211为重量传感器;220为球度分选段;230为出料口;240为出料挡板;241为气缸;250为气管;300为料槽;400为对射传感器;500为控制挡板;510为转盘;520为扇形挡板;600为控制闸门;700为步进电机;800为出料槽道
分选槽道的重量分选段内底部设置有重量传感器,控制闸门和控制挡板均由步进电机驱动,重量传感器和对射传感器与控制器电性连接,控制器与步进电机电性连接。控制挡板和控制闸门均包括位于中间的转盘和间隔均布在转盘周部的扇形挡板,分选槽道上开设有供扇形挡板横穿过分选槽道的间隙,步进电机位于分选槽道旁侧,转盘安装于步进电机的主轴上。
两个控制闸门所在位置的分选槽道一侧分别设置有供不合格钢珠滚出的出料口,出料口处连接有出料槽道,出料口处设置有出料挡板,出料口下方设置有控制出料挡板升降的气缸;分选槽道另一侧正对出料口位置连接有将钢珠吹向出料口的气管。
钢珠从料槽中落入分选槽道,控制挡板挡住落下的钢珠并控制钢珠单个断续通过。钢珠通过分选槽道的重量分选段时对钢珠重量进行测定。重量合格的钢珠则通过第一个控制闸门进入分选槽道的球度分选段,而重量不合格的钢珠则被第一个控制闸门挡住,第一个出料挡板下降打开第一个出料口,然后通过第一个气管吹气使其滚入第一个出料槽道进行剔除。重量合格的钢珠通过的球度分选段时,利用对射传感器来感应钢珠是否发生跳动。当超过3个对射传感器被触发时则认定该钢珠球度不合格,球度合格的钢珠则通过第二个控制闸门从分选槽道出料端进行收集,而球度不合格的钢珠则被第二个控制闸门挡住,第二个出料挡板下降打开第二个出料口,然后通过第二个气管吹气使其滚入第二个出料槽道进行剔除,从而完成钢珠的筛选。
与现有技术相比,本高精度钢珠筛选设备使用方便,操作简单,制造成本低,分选效果好,工作效率高,实用性强。
为使本发明的目的、技术方案及优点更加清楚明白,以下将通过相关附图和具体实现案例,对本发明作进一步详细说明。
2 具体实现方法
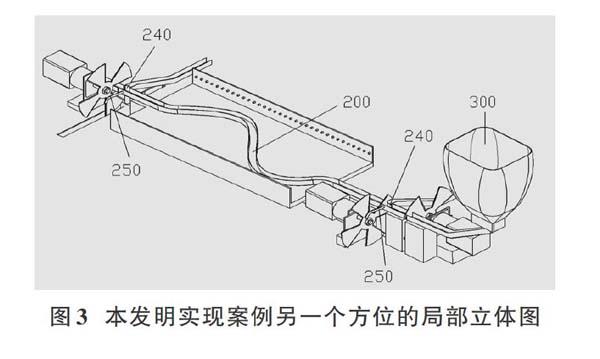
如图3~图5所示,本高精度钢珠筛选设备包括带有斜度的分选槽道200,分选槽道的深度小于球体的设计直径,分选槽道200的进料端上方设置有料槽300,料槽底部开设有下料口,下料口仅允许单个钢珠通过,钢珠从下料口落下后落入分选槽道中,由于分选槽道200具有一定斜度,所以钢珠会自动滚动。所述分选槽道200上具有重量分选段210和球度分选段220,分选槽道200上重量分选段210和球度分选段220斜度为2.5°~3.5°,优选3°,斜度不宜过大。钢珠在分选槽道内先通过重量分选段210完成重量测定筛选后再通过球度分选段220进行球度检测筛选。分选槽道200的球度分选段220呈S形,分选槽道200的球度分选段220旁侧具有一排沿直线排列用以感应钢珠跳動的对射传感器400。分选槽道200的进料端设置有控制钢珠单个断续通过的控制挡板500,分选槽道的出料端以及重量分选段和球度分选段之间分别设置有用以挡住不合格钢珠的控制闸门600。重量分选段210分选出符合重量的钢珠,根据密度ρ=[mv],v=([43])πR3可以分选出符合一定直径范围的钢珠。这一步骤是为了提高对钢珠球度筛选效率。重量合格的钢珠进入S形的球度分选段220,钢珠在球度分选段220中滚动。如果钢珠的球度不合格就会发生跳动,球度误差越大,钢珠在滚动过程中跳动幅度就越大。当跳动幅度超过一定值时便会被对射传感器感应到,被感应到的钢珠便是球度不合格的钢珠,不合格的钢珠被剔除掉,合格钢珠则会被收集,从行筛选出球度精度高的钢珠。
对射传感器400排列所在的直线与分选槽道200球度分选段220的底面相平行,并且对射传感器400的对射光线与分选槽道球度分选段的底面的高度差略大于钢珠的设计直径。对射传感器400的对射光线与分选槽道球度分选段的底面的高度差比钢珠的设计直径大0.1~0.3 mm,值越小,筛选出的钢珠球度精度就越高。为了保证分选结果的准确度,可以选择多个对射传感器感应到钢珠跳动时才将其认定为不合格品,例如可以选择3个,只有超过3个对射传感器被触发时才认定为该钢珠的球度不合格,以排除其中存在的偶然性。
分选槽道200的重量分选段210内底部设置有重量传感器211、控制闸门600和控制挡板500均由步进电机700驱动、重量传感器211和对射传感器400与控制器电性连接,所述控制器与步进电机700电性连接。
控制挡板500和控制闸门600的结构相同,控制挡板500和控制闸门600均包括位于中间的转盘510和间隔均布在转盘周部的扇形挡板520,分选槽道上开设有供扇形挡板横穿过分选槽道的间隙,步进电机位于分选槽道旁侧,转盘安装于步进电机的主轴上。控制挡板500上的扇形挡板的作用是阻隔前一个钢珠和后一个钢珠的作用,当需要下一个钢珠分选时步进电机以一定转动速度使控制挡板放开一个钢珠,随后对后一个钢珠进行切断阻隔。由此来控制钢珠单个断续通过,前、后两个钢珠间隔约10 s的时间,当前一个钢珠完成分选工作后,后一个钢珠开始分选。
两个控制闸门600所在位置的分选槽道200一侧分别设置有供不合格钢珠滚出的出料口230。出料口230位于控制闸门600朝向分选槽道进料端一侧,出料口230处连接有出料槽道800。出料口230处设置有出料挡板240,出料口230下方设置有控制出料挡板240升降的气缸241,气缸的供气管路上连接有第一电磁阀。分选槽道另一侧正对出料口位置连接有将钢珠吹向出料口的气管250,气管250上连接有第二电磁阀,第一电磁阀和第二电磁阀均与控制器电性连接,不合格的钢珠被控制闸门挡住,气缸驱动出料挡板240下降,然后气管吹气使不合格的钢珠经出料口滚入出料槽道中进行剔除。还包括工作台面100,分选槽道、出料槽道、步进电机、气缸、料槽等部件都是安装在工作台面上,料槽通过支架(图中未示出)固定在工作台面上。工作台面100上具有用以安装对射传感器的槽形板,分选槽道的球度分选段从槽形板中穿过,对射传感器安装在槽形板的两侧侧板上。对射传感器的数量为20~35个,对射传感器为对射型光电传感器,其型号为E3Z?R61。控制器的型号为FX1N?40MR?001,第一电磁阀和第二电磁阀的型号为2V025?08。重量传感器的型号为FH02,步进电机型号为110H2P1255A4。
采用如上所述的高精度钢珠筛选设备,钢珠从料槽中落入分选槽道,控制挡板挡住落下的钢珠并控制钢珠单个断续通过,钢珠通过分选槽道的重量分选段时,通过重量传感器对钢珠重量进行测定,重量合格的钢珠则通过第一个控制闸门进入分选槽道的球度分选段,而重量不合格的钢珠则被第一个控制闸门挡住,第一个出料挡板下降打开第一个出料口,然后通过第一个气管吹气使其滚入第一个出料槽道进行剔除;重量合格的钢珠通过的球度分选段时,如果钢珠球度不合格,会出现不规则的滚动,利用对射传感器400来感应钢珠是否发生跳动,当超过3个对射传感器被触发时(即钢珠出现超过3次跳动)则认定该钢珠球度不合格,球度合格的钢珠则通过第二个控制闸门从分选槽道出料端进行收集,而球度不合格的钢珠则被第二个控制闸门挡住,第二个出料挡板下降打开第二个出料口,然后通过第二个气管吹气使其滚入第二个出料槽道进行剔除,从而完成钢珠的筛选。图6为本发明的工作流程图,图7为本发明实现案例工作原理框图。
3 结 语
本文提出一种使用方便,制造成本低,工作效率高的高精度钢珠筛选设备及方法。该设备带有斜度的分选槽道,分选槽道上具有重量分选段和球度分选段,其旁侧有一排对射传感器;分选槽道的出料端以及重量分选段和球度分选段之间分别设置用以挡住不合格钢珠的控制闸门,从而完成钢珠的筛选。实验结果表明,本高精度钢珠筛选设备使用方便,操作简单,制造成本低,分选效果好,工作效率高,实用性强。
参考文献
[1] 谢良华,王启东,巫荣昌.钢珠分选输送装置:CN109455493A[P].2019?03?12.
[2] 张志军.一种矿用分选设备:CN205816177U[P].2016?12?21.
[3] 张云行.一种五金钢珠移动摇摆式分选设备:CN108543699A[P].2018?09?18.
[4] 贾正刚.一种脐橙分选设备:CN107350141A[P].2017?11?17.
[5] 朱代根,殷昕,张存猛.一种洋葱清洗运输分选生产设备:CN205797735U[P].2016?12?14.
[6] 崔维军.滚轮自动分选检测装置:CN204294518U[P].2015?04?29.
[7] 王振,鲍蟠虎,赵勤俭.自动分选装置:CN207170283U[P].2018?04?03.
[8] 田丰,魏坚,张李军.轴承钢珠自动分选机构:CN206028164U[P].2017?03?22.
[9] 俞雄飞.钢珠分选机:CN105170442A[P].2015?12?23.
[10] 龚发云,汤亮,潘明铮,等.一种钢珠多级分选装置:CN205289018U[P].2016?06?08.
[11] 沈丹,王磊,郑鹏,等.水下混输增压泵检测控制技术应用研究[J].船舶与海洋工程,2018(3):45?49.
[12] 张国城,王斌,徐明风,等.光互补供电技术在城市燃气阀井监控中的应用研究[J].科技创新与应用,2018(22):30?33.
猜你喜欢
科学与财富(2016年29期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科学与财富(2016年18期)2016-12-22
科学与财富(2016年18期)2016-12-22
现代企业文化·理论版(2016年19期)2016-12-21
科学与财富(2016年26期)2016-12-01
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
科技视界(2016年18期)2016-11-03
科学与财富(2016年28期)2016-10-14
科技视界(2016年8期)2016-04-05
