发动机叶片机器人精密砂带磨削精度检测技术
2020-08-03 01:49李娜娜
计算机测量与控制 2020年7期
李娜娜,万 中
(1.西安交通大学 城市学院,西安 710018;2.西安昆仑工业集团有限公司,西安 710000)
0 引言
在工业与科技快速发展的背景下,发动机叶片的曲面构造越来越复杂,对于其曲面精度的要求越来越高,为进一步达到工业要求及使用标准,在发动机叶片机器人制作过程中注重对其精密砂带磨削精度的提高,然而如何设计出效率较高、精准度较高、柔韧性较高的磨削系统成为砂带磨削行业急需解决的问题,需进一步对其精度进行检测,以便减少系统硬件影响,提升砂带磨削的磨削性能[1]。
近几年以来,机器人精密砂带磨削技术逐渐受到工业加工行业的重视,由于人工磨削的效率较为低下,制作出来的产品质量较差,耗费的时间较长,同时需要投入大量物资,对于资源的浪费较为严重,且所处工作环境恶劣。而数控磨削机由于自身体积问题,使用不便,扩展性较低,且资源消耗同样较多,与此相比之下,机器人精密砂带磨削技术具备较高的自身控制能力,能够较好地完成产品的磨削与加工,提升产品的制作效率,携带方便,使用灵活,具备较高的扩展性以及柔韧性,设备完工率较高,系统制造所需成本相对较低,系统构造的复杂程度也随之降低[2]。
一台发动机中的叶片所占比重较大,在成型后其表层曲面精度较高,但对于其边缘部位等磨削构造的精度控制较差,为此,工业各部门不断加强对发动机叶片机器人精密砂带磨削精度进行研究。但传统精度检测技术对于砂带磨削精度数据的掌握较差,无法准确利用精度数据进行研究,导致最终的精度检测效率较低,检测准确率难以提升,基于上述问题,本文研究一种新式发动机叶片机器人精密砂带磨削精度检测技术,在研究其精度数据的基础上对以上问题进行分析与解决[3]。
本文通过对发动机叶片机器人精密砂带磨削精度数据进行查找与算法加工,检测坐标轴及矩阵数据问题,强化系统自动处理功能,进一步推动精度检测的研究操作,以实现对其的精度检测技术研究。
该检测技术在一定程度上缩减了检测所需时间,提升检测效率,同时降低干扰因素的影响,使用较为灵活,便于操作,具备更佳的发展空间。
1 发动机叶片机器人精密砂带磨削精度数据采集
在进行叶片机器人精密砂袋磨削精度检测技术研究时,本文首先对其精度数据进行采集,将采集出的系统数据作为基础信息来源,以便精度检测操作的实施。
在对第一叶片进行加工的过程中,判断此叶片的精铣结果是否符合合格标准,并将其精度测量坐标数据进行获取操作,进一步掌控机器人根据离线编程程序组成的路线进行产品加工操作,同时将此数据作为后续相同型号与格式的叶片矫正夹的数据基准[4]。其发动机示意图如图1。
为进一步获取坐标系数据,首先对叶片零部件的点云信息进行采集,即对机器人的工作主坐标系进行初步处理,并对叶片机器人进行三维激光扫描以便获取准确信息,同时配以打磨剖光操作,其打磨剖光图如图2。

图1 发动机示意图 图2 打磨剖光机器人示意图
由于首次安装机器人尾部叶片部件时,叶片与机器人的尾部相应位置数据难以得到确认,为此,需先进行手动扫描获取坐标系操作,在获取相关云点数据后,将处理后的云点数据与CAD模型的离散点数据进行相关性符合配置,由此获得一个大概的机器人坐标系数据,其电晕数据图如图3。

图3 点云数据图
在此基础上通过对离线编程程序设置路线的研究,进一步提取出路径信息,并对路径信息进行基础扫描,经过点云匹配信息获取坐标系准确数据,由于叶片及机器人的尾部偏转力量以及偏移角度相对较大,若直接使用算法进行计算将无法实现对数据的精准计算,算法在收敛过程中所需耗费的时间较长,并且会产生仅得到局部最优解的状况[5]。为此,需对采集的数据进行初步粗计算,在获得所需计算结果后,进行二次精细计算,加强对数据的精度计算力度,为初始算法提供良好的位置服务,有利于最终的算法匹配操作,并将匹配过程的精度数据传输,如图4。
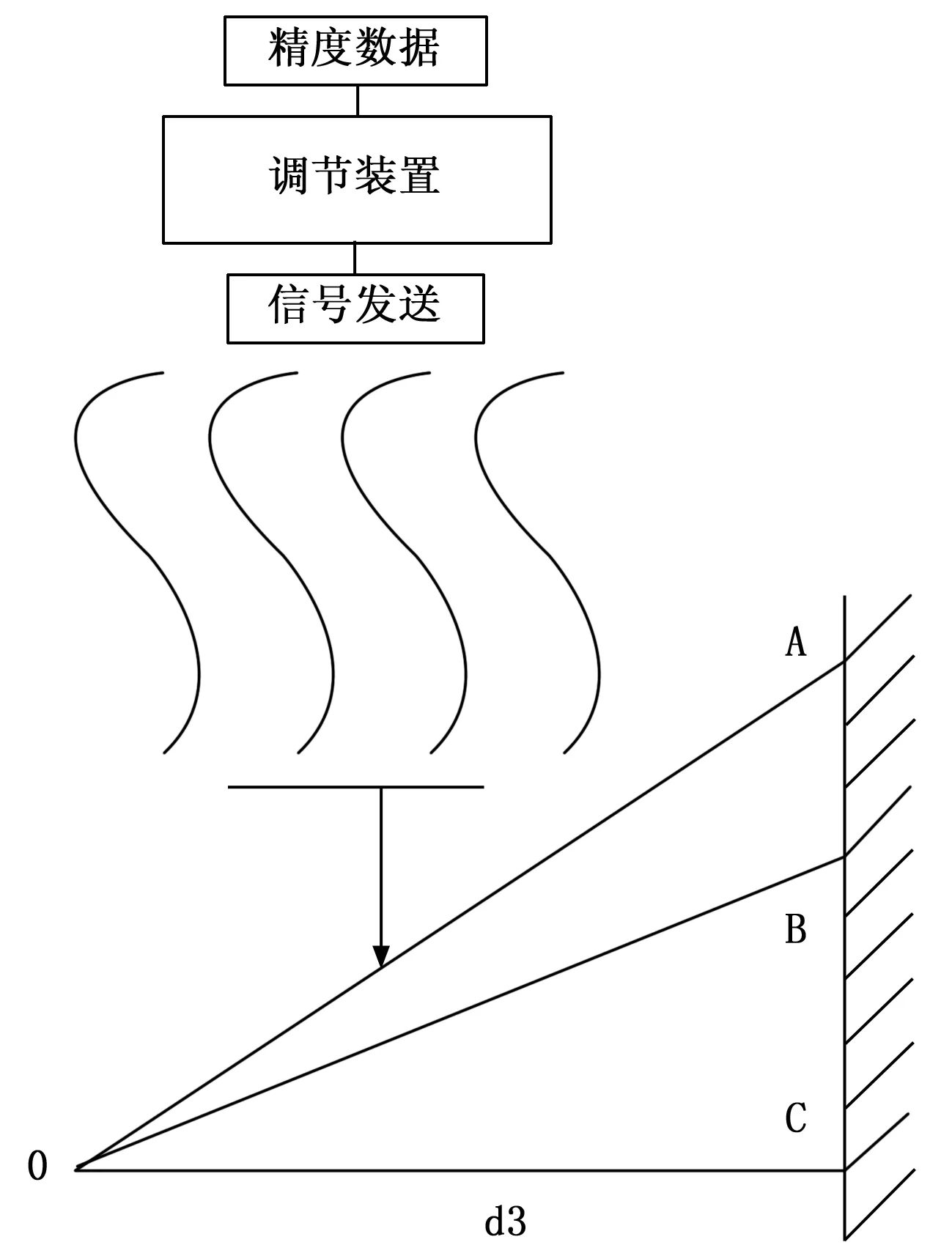
图4 精度数据传输图
将计算后的数据分离,同时存储至中心储存系统中,在获取精度坐标系数据后,仍需对精度计量的目标点具体位置进行矫正处理,由于实验操作模型与实际模型存在一定程度上的数据偏差,为此,将离线编程程序中的工具点坐标系全部替换为扫描机器坐标系,并由三坐标测量仪对扫描数据进行测量,判断其是否能够达到所需标准,若符合标准,则采集的数据能够作为叶片机器人砂带精度检测数据进行后续步骤操作,并将此数据作为批量加工的数据基础,在机器人运作过程中同时注重完成对其精度的装夹的偏差矫正操作。通过以上操作,获取所需的检测精度数据,进一步促进后续研究的发展[6]。
2 发动机叶片机器人精密砂带磨削精度数据算法加工
在完成对发动机叶片机器人精密砂带磨削精度数据的获取后,进一步加强对获取数据的系统化处理,完成其算法加工操作[7]。
本文将获取数据进行PCA算法解析,进一步将数据集简化,根据数据主要分布规律选择合适的算法加工位置与范围,在三维空间中,将点分别对应坐标轴中的点进行点点匹配,由于坐标轴具有较大的任意性,其坐标空间同时具备相应的相关性,为此,利用PCA算法将正线相交变换线查找出来,并将点数据转化到新的数据阵中,获取新的数据阵坐标系中的最大方向数值,并设置此最大方向为第一主方向,坐标系数值方差第二大的方向数值为第二主方向,与第一主方向及第二主方向相垂直的方向为第三主方向,3个方向分别与坐标系的数轴相对应。相同物体在各个坐标系中的坐标表示数值不相同,但其基本分布规律大致保持一致,各个主方向相对应的坐标系在三维空间中的位置是固定的[8]。其三维空间转向角示图如图5。

图5 三维空间转向角示意图
由此获取主方向中心坐标位置数值,并进行空间平移转换,利用PCA算法将初始坐标系数值与转换后的坐标系数值计算出来,获得所需的数据变换关系信息,进而完成对精度数据的算法匹配加工。
各数值变量之间的关系需要依靠协方差进行调节计算,将所选定的坐标系中的坐标变化以协方差的方式进行度量操作,方差作为协方差的个别存在方式,对其进行具体研究,并辅助数学分析基础理论,进一步加强精度检测系统的自主计算性能,设计其转换图如图6。
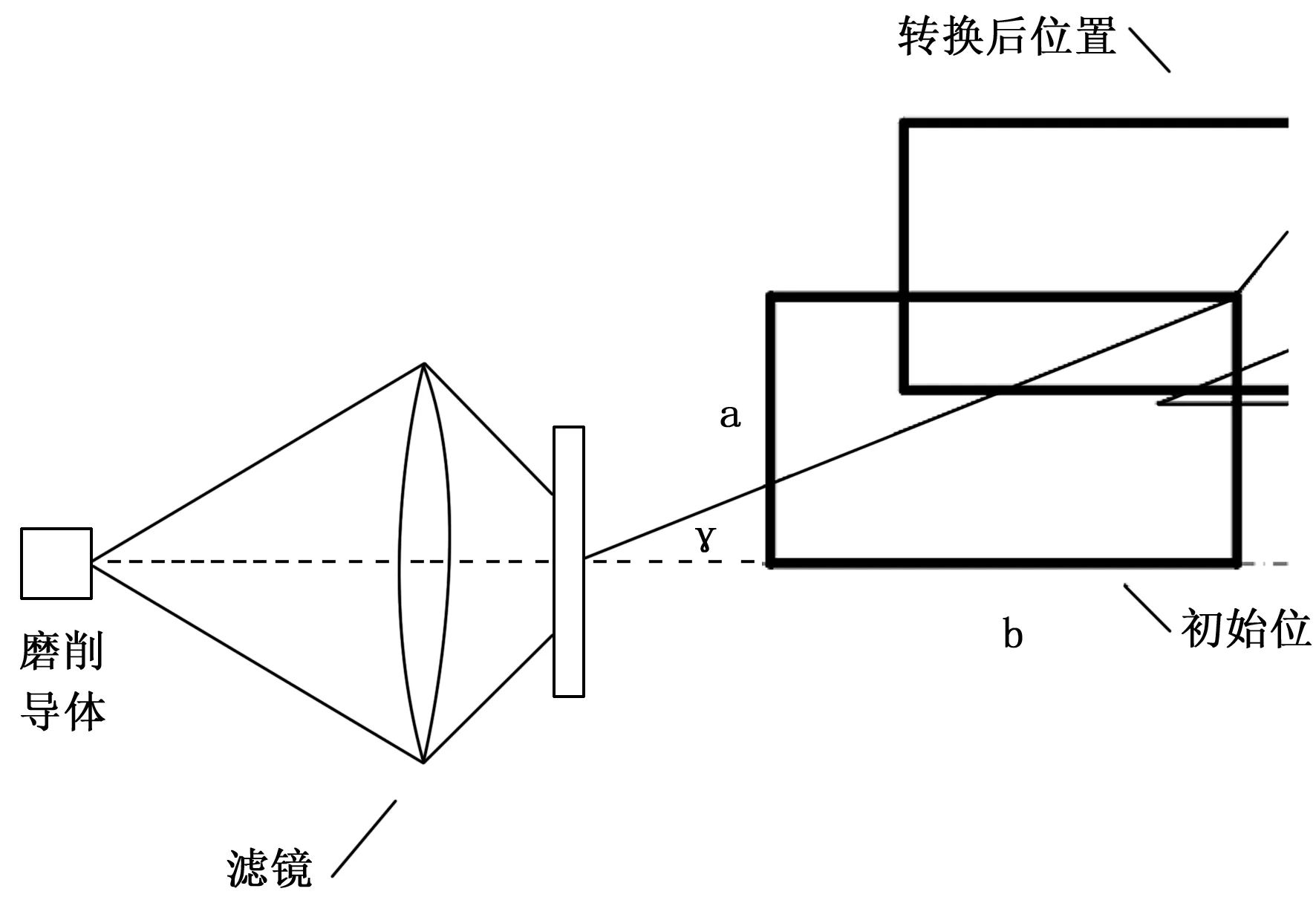
图6 精度计算转换图
设置k个三维空间数据点Q,并将坐标系中的坐标数值提取出来,其主要的方差运算公式如下所示:
(1)
并具体计算坐标系数据均值,由于方差能够反应数据均值扰动状况,将方差与均值进行对比操作,同时加强扰动计算,利用多维数据间的相关性原则将数据进行关系联接,并加大对二维数据的处理,提升系统自动处理功能,在获取的数据维数比2大时,用协方差对此数据进行表示,同时对应坐标系数值获取相应的协方差矩阵:
(2)
以此获取最终的对称矩阵,以实现对精度检测数据的算法加工研究。并进一步通过对矩阵的对角化操作实现对对角线元素的处理,提升新坐标系的坐标轴转化力度,构建云点矩阵,强化对系统离散点的控制,完成对发动机叶片机器人精密砂带精度数据的精准匹配,促进精度数据的算法加工[9]。
3 发动机叶片机器人精密砂带磨削精度检测
在经过以上步骤的数据处理后,实现对发动机叶片机器人精密砂带磨削精度的检测。由于叶片机器人砂带在磨削过程中受其表面部件质量以及表面形状精度因素耦合影响较大,对于磨具材料、磨削角度以及磨削时间等参数的细节要求较高,而以上工艺参数与精度检测的关系较为密切,为此,本文通过对磨削接触面的轮廓以及磨削表面完整性进行分析,以实现对发动机叶片机器人精密砂带磨削精度的检测,其磨削面图示如图7。
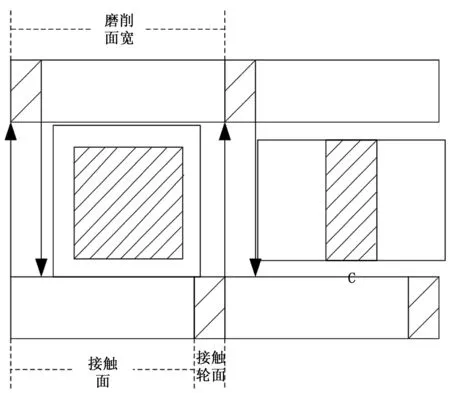
图7 磨削面图
叶片机器人砂带在磨削中其接触轮与砂带存在较好的柔韧性,磨削工具与叶片的接触表面在基础法线中的方向具有较大的形变特性,使接触表面的表层压力分布不均衡,导致系统无法获取较为准确的表层压力与磨具材料的关联模型,为此,进一步建立叶片机器人精密砂带与发动机叶片的接触层模型,进一步增强精度检测系统性能,其发动机涡轮叶片模型图如图8。

图8 发动机涡轮叶片模型图
根据平衡力方程与最小能量法构建一个有限元基础模型,该模型将接触轮与叶片部件之间的接触当作S接触问题,同时对砂带精度在柔性摩擦接触状态下的数据进行检测,初步获取砂带定值磨削接触模型,此模型对于磨具材料的去除具有一定的可行性。接下来利用输入磨削有限元基础模型进行接触面局部表层压力输出操作,由于模型处理过程非简单的物理处理过程,在检测过程中需进一步加强检测计算,在有效数据中加强数据训练,对所需参数进行再次优化,获取优化结果,最终获得支持向量指数,缩减磨削状态时间,检测系统最终检测数据近似误差少于百分之五则为标准检测结果,完成以上操作后系统将自动转向对磨削表面完整性的检测[10]。
磨削表面完整性对于叶片的使用时长影响较大,在磨削检测过程中,要注意对磨具材料与磨削表面接触状况的监控,防止其他因素侵入对检测结果造成影响。根据磨削表面完整性工艺与工艺参数之间的关系对磨削精度加强掌控操作,同时将掌控规律记录下来,结合辅助抛光处理技术,构建磨削表面完整性精度检测模型,其模型图如图9。
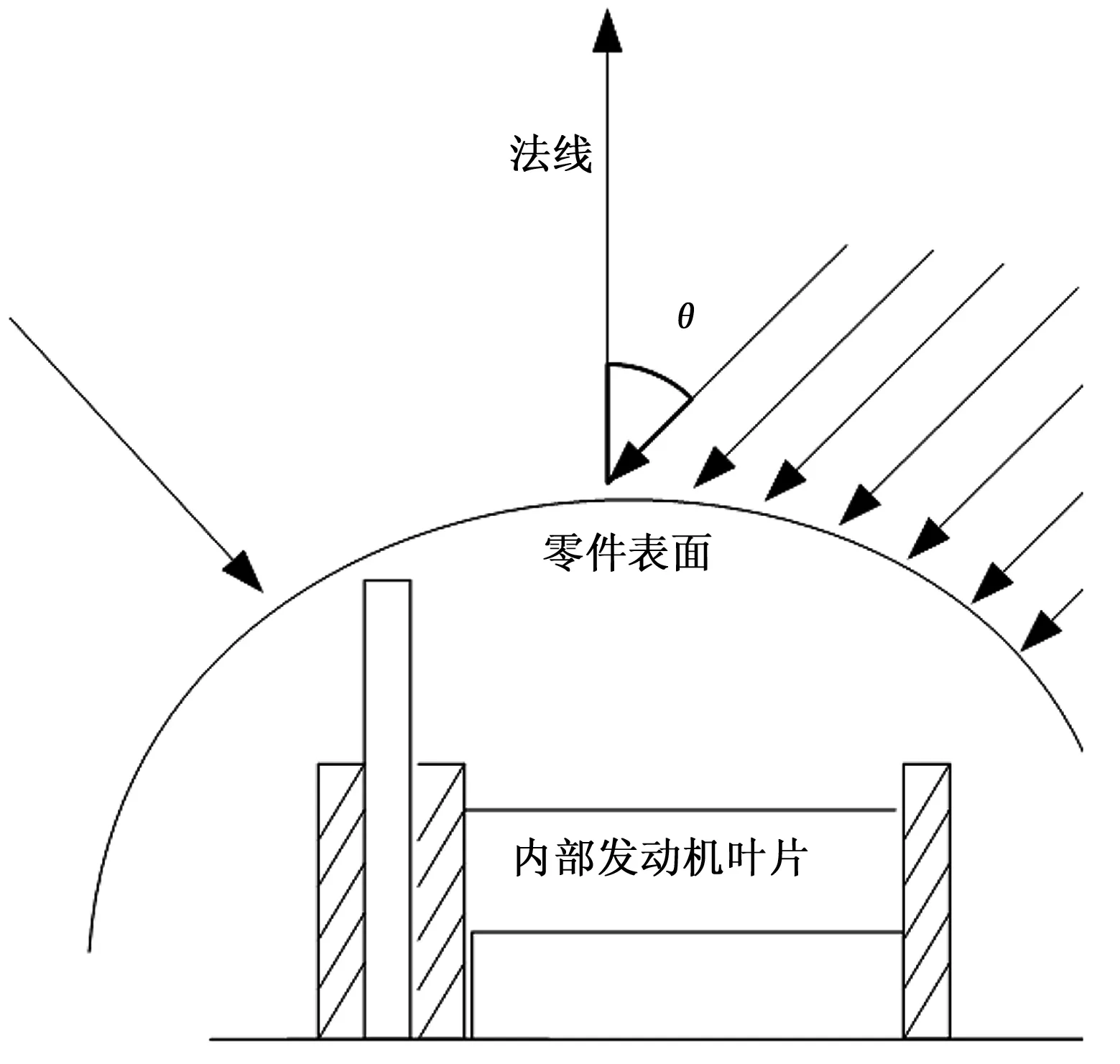
图9 磨削表面完整性精度检测模型图
按照相关检测标准实施检测实验,若最终检测结果误差小于百分之十五,则代表检测技术的检测系统性能良好。经过以上操作,最终完成对发动机叶片机器人精密砂带磨削精度的检测研究。
4 实验研究
4.1 实验目的
为了检测本文发动机叶片机器人精密砂带磨削精度检测技术的检测效果,与传统检测技术进行对比,并分析实验结果。
4.2 实验环境和实验参数
针对发动机叶片的结构复杂性以及机器人精密砂带磨削精度检测操作的特殊性,需对其进行系统分析。使用的发动机叶片机器人精密砂带磨削精度检测仪如图10所示。

图10 发动机叶片机器人精密砂带磨削精度检测仪
输出系统实验环境如图11所示。
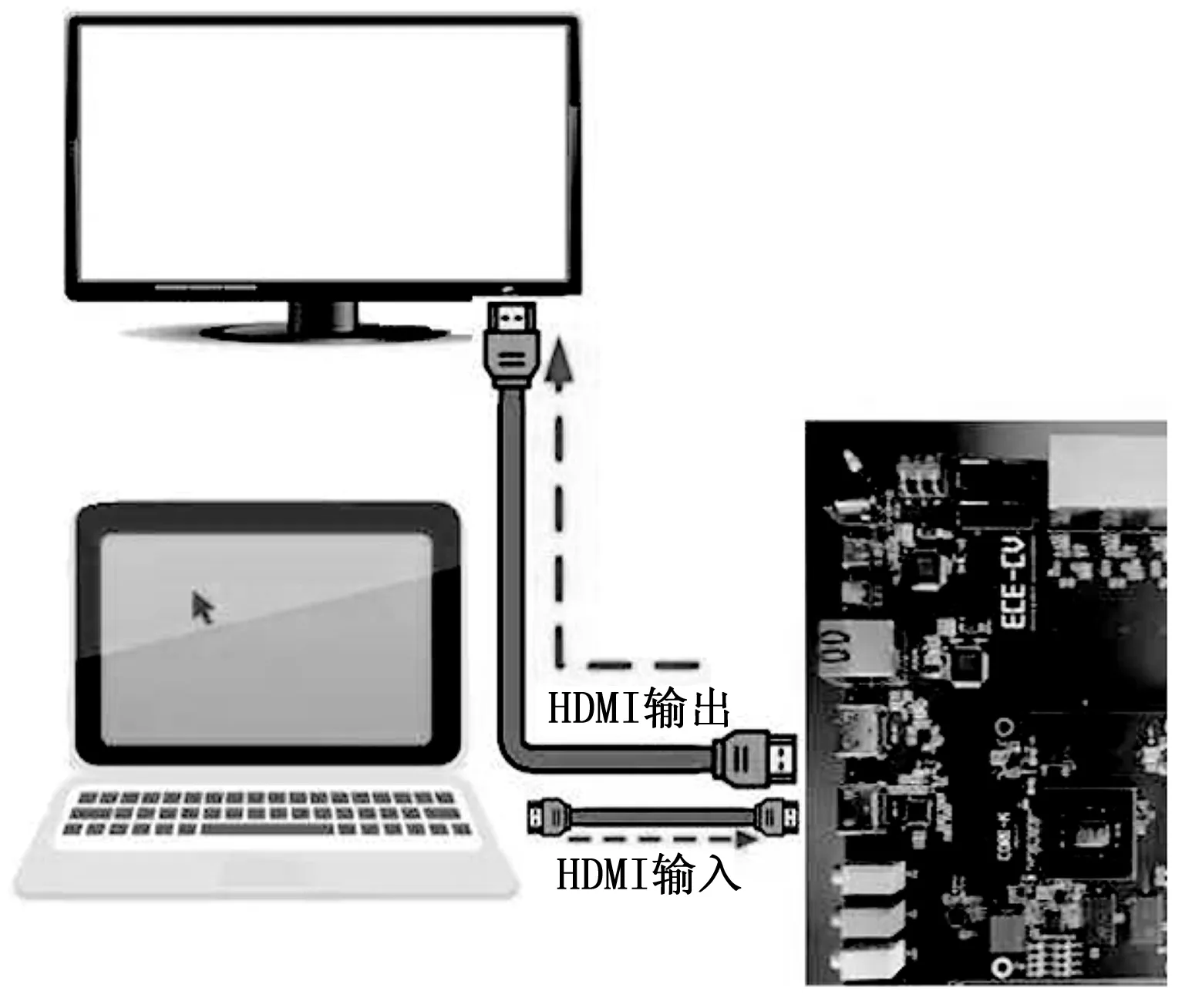
图11 输出系统实验环境
根据上述实验模型的建立,进行实验参数的设定,如表1所示。
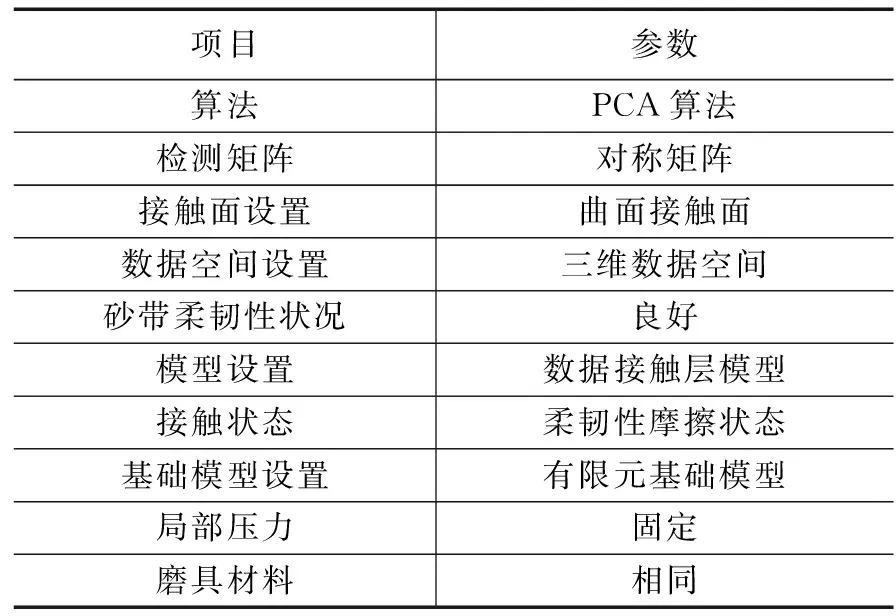
表1 实验参数表
4.3 实验结果与分析
根据上述构建的模型进行对比实验,将本文发动机叶片机器人精密砂带磨削精度检测技术的检测效果与传统发动机叶片机器人精密砂带磨削精度检测技术的检测效果进行比较,得到的检测准确率对比图及精度检测效率对比图如图12所示。
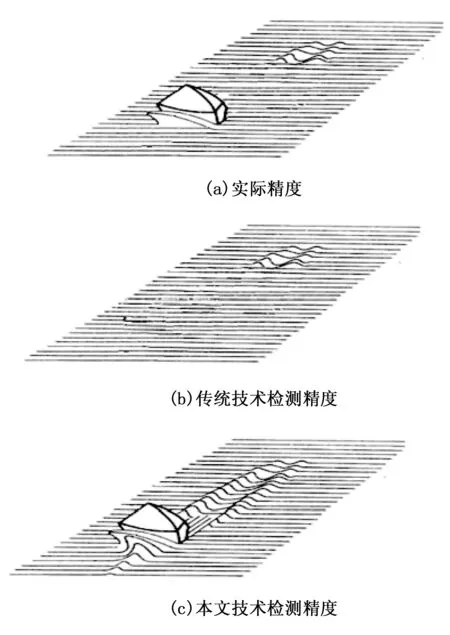
图12 检测精度对比结果图
分析图12可知,本文研究的检测方法检测精度远远高于传统方法,造成此种差异的主要原因在于本文对精度数据进行算法加工处理,利用三维空间对收集的数据进行综合分析,采用PCA算法提升系统算法强度,以此获取坐标轴主方向数值信息,根据初始坐标系与转换后坐标系之间的关系对精度数据进行研究,进一步提升系统的研究处理性能,降低无关因素影响率,缩减精度检测所需时间,同时提高系统在精度检测时的效率,并完善了检测算法系统,促使检测系统能够可持续发展。
在此后的检测中,随着检测时间的增加,本文检测技术的精度检测效率不断提升,且一直位于传统检测技术之上。除以上原因外,本文检测技术对机器人在磨削过程中的砂带与接触轮的接触面进行细致研究,获得相关的摩擦接触信息,进一步减少摩擦在精度检测中的影响,进而提升系统的检测效率,为后续检测操作提供操作基础。而传统检测技术不具备此项功能,对于精度检测的数据研究不够细致,无法达到高质量的检测效果,最终的精度检测效率较低。
本文检测技术能够在较高的程度上提升检测系统的检测性能,降低不必要因素影响率,具备更加完善的检测流程,能够提供更好的检测服务。
对比图13可知,本文检测技术的检测误差低于传统检测技术的检测误差。本文对发动机叶片机器人精密砂带磨削精度数据进行查找,将最终查找数据作为精度检测数据基准,加强对系统的自主保护,同时降低不必要因素的干扰程度,利用坐标数据对机器人磨削精度进行掌控,加强对检测系统的总体数据查询,通过提升离线编程程序的路径设置功能来增强检测系统的数据查找能力,利用三维激光进行扫描操作,能够更好地实现对查找数据的准确定位,进一步完善系统检测查找机制,强化系统管理,不断推动系统的初始处理性能向更好的方向发展,达到较高的检测准确率标准。

图13 检测误差对比图
相较于传统检测技术,本文检测技术能够在短时间内提升系统的检测性能,同时增强检测系统的自主防护能力,降低风险因素的存在率,提升检测的精度,并更好的为使用者服务,具有更高的使用价值。
5 结束语
本文在传统检测技术的基础上研究了一种新式发动机叶片机器人精密砂带磨削精度检测技术,该技术的检测效果优于传统技术的检测效果。
本文检测技术首先对发动机叶片机器人精密砂带磨削精度进行数据收集,查找相关的有效精度检测数据,根据标准在叶片加工过程中加强查找处理,减少数据在后续处理中可能产生的不必要操作麻烦数量,进一步对发动机叶片机器人精密砂带磨削精度数据进行算法加工操作,利用三维数据空间及矩阵建立的方法提升加工基础,根据坐标系主方向位置向量加强算法计算,获取所需的计算后数据,在以上基础上,对精度进行检测操作,集中处理磨削过程中的接触问题,同时通过构建接触层模型实现对发动机叶片机器人精密砂带磨削精度的检测。
猜你喜欢
导航定位学报(2022年5期)2022-10-13
机械工业标准化与质量(2022年8期)2022-10-09
导航定位学报(2022年2期)2022-04-11
农业工程学报(2022年1期)2022-03-25
英语文摘(2021年3期)2021-07-22
语数外学习·高中版中旬(2021年11期)2021-02-14
小星星·阅读100分(低年级)(2019年10期)2019-11-26
安徽文学(2019年6期)2019-06-28
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
考试周刊(2018年15期)2018-01-21