随焊超声波在火力发电厂焊接的应用
2020-07-28 17:09赵飞徐聪刘广胜华磊
中国电气工程学报 2020年2期
关键词:火力发电厂
赵飞 徐聪 刘广胜 华磊
摘 要:火力发电厂的运行工况复杂,要求受热面及汽水管道焊缝具有良好的焊接质量。本文综述了在火力发电厂常见材质焊接中使用随焊超声波,将超声引入到电弧焊接过程,改善电弧形态、熔滴过渡以及焊缝成型。结果表明,随焊超声波技术可以有效优化SA-210C、12Cr1MoVG、T91和TP347的组织,提高焊接接头的力学性能,降低缺陷存在的比例,提升了焊接一次合格率。最后对随焊超声振动在火力发电厂手工电弧焊接中的应用进行了展望。
关键词:火力发电厂;随焊超声; 电弧形态; 焊缝组织
0.前言
2018年全国发电量6.99万亿千瓦时,火力发电4.92万亿千瓦时,占比70.4%。火力发电厂在工、民用电中承担主要电力供应,并在全国电网中承担着调峰的重要作用[1]。火力发电厂以其巨大的装机总量和强大的调控能力占据着举足轻重的地位。作为火力发电厂安装和检修过程中的重要生产手段,焊接一直是国内外专家不断研究和发展的重要课题。
超声波是一种频率高于20000Hz 的机械波,承载着能量的传递,具有传播性好、振动频率高等特点。研究表明,超声波熔体处理在铸造领域,是对于铸件的晶粒细化的一种简单而有效的方法,基于焊接和铸造在成型阶段有一定的共性,可以通过在熔体中产生的超声传动对焊接进行优化。本文研究了对不同材质施加接触式随焊超声[2]辅助手工电弧焊接,直接或者间接作用于熔池[3],影响焊缝的成型过程,改善焊缝组织,达到了提高焊接质量的作用。
1.接触式超声传入设置
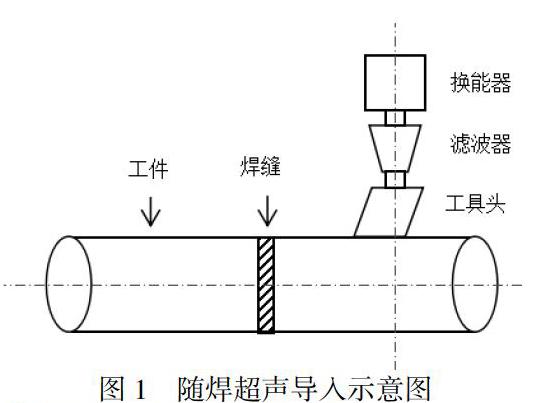
超声波良好的传播性,将超声波施加在工件上,使主声束沿工件向焊缝熔池传播,电源采用12V直流电源,通过换能器产生超声波振动,在滤波器保留22MHz的波,通过工具头作用于工件,工具头有一定的倾斜角度,使主声束沿工件传播到熔池,作用于焊接过程。随焊超声波改善电弧形态、熔滴过渡以及焊缝成型[4],施加随焊超声利用其空化作用产生的过冷形核和破碎枝晶作用,提高形核率,抑制晶粒长大,降低焊接残余应力。焊缝组织从柱状晶转变为等轴晶,提升拉伸强度和拉伸断裂伸长率,提高了抗疲劳性能,同时还可以减少气孔,最终提高焊接接头力学性能。
2.火力发电厂常见金属的超声随焊的研究
火力发电厂常见金属材质包括SA210-C、15CrMo、12Cr1MoVG、T91、T92、SUS304、TP347、HR3C等,主要构件包括水冷壁、包墙、中隔墙、屏式过热器、低温过热器、高温过热器、低温再热器、高温再热器、省煤器、集箱和连接管等,根据材料组织和性能的相似性[5],选取SA210-C、12Cr1MoVG、T91、TP347四种材料的组件进行超声随焊的研究。
2.1 SA210-C施加随焊超声波
SA210-C是电厂常见的材质之一,常用于低温过热器下部、水冷壁下部、省煤器系统和连接管道等,组织为铁素体加珠光体,焊缝硬度值为不大于母材硬度值加100HB,不低于母材的90%硬度值。选取规格Φ60×10,材质SA210-C,2G焊口,采用氩弧焊加电弧焊(GTAW+SMAW)的焊接方式。加载22KHz,功率1.8KW的超声振动。保持其他条件不变,超声随焊与常规焊接相比,晶粒有明显细化,熔深提高了近25%。焊接一次合格率从98.7%提升至99.2%,缺陷出现率从7.5%降低至5.0%,焊缝布氏硬度值225HB。
2.2 12Cr1MoVG施加随焊超声波
12Cr1MoVG是电厂常见的材质之一,常用于水冷壁上部,低温过热器上部,低温再热器下部、集箱以及连接管。组织为铁素体加珠光体[6],焊缝硬度值为不大于母材硬度值加100HB,不低于母材的90%硬度值[7]。选取规格Φ76×16,材质12Cr1MoVG,5G焊口,采用氩弧焊打底加手工电弧焊填充(GTAW+SMAW)的焊接方式。通过加载22KHz,功率1.8KW的超声振动,保持其他条件不变,超声随焊与常规焊接相比,晶粒有明显细化[8],熔深提高了近25%。焊接一次合格率从98.5%提升至99.1%,缺陷出现率从7.5%降低至5.2%,焊缝布氏硬度值236HB。
2.3 T91施加随焊超声波
T91是电厂常见的材质之一,常用于低温再热器上部,高温过热器和连接管道等,组织为回火马氏体[9],焊缝硬度范围185-290HB。选取规格Φ54×7.5,材质T91,6G焊口,采用氩弧焊(GTAW)的焊接方式。加载22KHz,功率2KW的超声振动。保持其他条件不变,超声随焊与常规焊接相比,晶粒有一定程度细化,熔深提高了近15%。焊接一次合格率从97.2%提升至97.7%,缺陷出现率从12.8%降低至8.5%,焊缝布氏硬度值244HB。
2.4 TP347施加随焊超声波
TP347是电厂常见的材质之一[10,常用于屏式过热器、高温再热器等,因其塑性较好,一般无硬度要求。选取规格Φ54×9,材质TP347,2G焊口,采用氩弧焊(GTAW)的焊接方式。加载22KHz,功率1.5KW的超声振动。保持其他条件不变,超声随焊与常规焊接相比,晶粒有明显细化,熔深提高了近23%。整个焊缝区元素分布均匀,从而提高了焊接接头的耐蚀性。焊接一次合格率无明显变化,维持在99.5%,焊缝布氏硬度值144HB。
3. 结论与展望
1.施加随焊超声的焊缝组织有明显的晶粒细化,硬度值符合标准要求。
2.焊接一次合格率有较小程度提升,缺陷出现率有较大幅度降低。
3.由于焊接过程时间短、温度變化快、且熔池体积小,超声作用有限,所以熔池引入超声振动的施加装置和位置还需要进一步研究。
参考文献:
张涛,王成,等,考虑虚拟电厂参与的售电公司双层优化调度模型[J],电网技术,2019 Vol.43,Issue(3):852-960;
范成磊,超声在电弧焊接中的应用[J],精密成形工程,2017年11月,57-66;
刘伟,不同工艺参数对金属熔滴沉积成形影响[J],焊接学报,2018(39)12,82-88;
作者简介:赵飞(出生年1989-), 男, 安徽合肥, 本科, 工程师,安徽电建二公司金属试验室, 研究方向为无损检测和焊接。
猜你喜欢
科技创新导报(2021年31期)2021-05-10
环球时报(2019-11-04)2019-11-04
企业技术开发·下旬刊(2016年11期)2016-12-27
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年18期)2016-12-22
科学与财富(2016年18期)2016-12-22
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
企业技术开发·中旬刊(2016年10期)2016-11-12
企业技术开发·中旬刊(2016年10期)2016-11-12