贴片机控制系统的设计与实现
2020-07-23 09:07谢宝智
机电工程技术 2020年6期
孙 剑,谢宝智
(1.海沃机械(中国)有限公司,江苏扬州 225006;2.常州工业职业技术学院,江苏常州 213164)
0 引言
贴片机(SMT)生产线主要设备包括印刷机、贴片机和回焊炉,辅助设备包括检测设备、返修设备、清洗设备、干燥设备和物料存储设备等。其中,贴片机完成的是SMT生产中的一个关键工序,它通过贴片头吸取-位移-定位-放置等几个动作,把所需元件快速准确地贴到PCB板上涂有锡膏的相应位置[1-2]。贴片机运动控制的方法有很多,其中基于PLC的运动控制开发难度小、稳定性和拓展性好,易于熟悉和掌握,硬件功能组态方便,使用灵活,技术成熟,可靠性高[3-4]。
本文在分析某中低速贴片机控制要求的基础上,提出基于PLC的控制系统软硬件设计思路,并就其中的关键技术进行了阐述。
1 控制系统分析
贴片机控制系统包括运动控制系统与开关量控制系统两部分。运动控制系统有PCB板、贴片头控制与供料控制3部分。具体为PCB板的移动X1方向、贴片头的X2-Y-Z-T方向、卷料与撕料电机控制,共7个动作[5]。开关量控制有电磁阀与指示灯控制。如图1所示,PCB板与贴片头5个轴的运动控制是贴片机控制的核心部分,也是控制设计的重点。
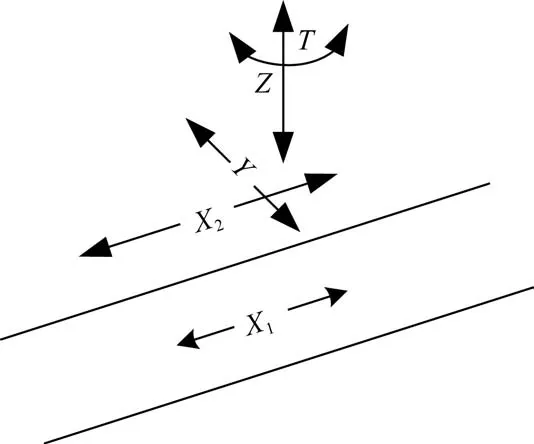
图1 贴片机各轴运动示意图
贴片机的工作流程包括吸片、移动、检测、定位、贴装等。如图2所示,整个贴片过程在PLC控制下是顺序自动执行。首先,贴片头通过X2轴和Y轴的移动,到达供料器的相应料口,Z轴方向移动接触到元件后真空电磁阀得电,贴片头处形成负气压将元件吸牢。然后,经传感器检测吸附成功后,T轴完成旋转,经Y轴和X1轴移动到PCB板上预定的焊接位置。最后,Z轴方向移动接触到PCB板后,真空电磁阀失电,贴片头由负气压变为零气压,元件脱离贴片头在PCB板上,从而完成了一个完整的贴片过程。接着,判断是否所有贴片都已经完成,没有完成则贴片头移动到供料器拾取下一个元件,再重复进行上述的贴片过程;如此循环直到整个PCB板所有元件都贴片完成,贴片头和PCB板都回到零位,等待下一个PCB板的贴片指令[6-7]。

图2 贴片机工作流程
2 运动控制系统组成
贴片机运动控制系统的7个动作,都是由步进电机驱动实现,各轴的硬件设计及控制方法基本相同。图3所示为贴片机运动控制系统硬件框图(以Y轴为例),由上位PC机、控制面板、PLC、Y轴步进电机驱动器、Y轴步进电机、传动机构组成了一个开环控制系统。其他轴的控制结构及控制方法也与之相同,只是电机、电机驱动系统、传动机构有所不同。

图3 贴片机运动控制系统组成
上位机是装有应用软件的计算机,主要负责人机交互、参数设定。PLC根据上位PC机或控制面板发出的控制命令,运行内部程序输出数字脉冲信号给步进电机驱动器,由步进电机驱动器控制步进电机动作。驱动器的功能是进行功率变换,并驱动电机实现正反、转动与停止。贴片机中的执行机构由执行电机、传送机构以及贴片装置等组成,属于最终的被控对象。常用的执行电动机一般有步进电机、数字式交流伺服电机和直流伺服电机,本贴片机系统是中低精度要求,因此采用的是步进电机。
3 控制系统硬件和软件设计
(1)硬件系统设计
根据需要控制的负载种类与数量,选用无锡信捷科技有限公司XCM-60T-E运动控制型PLC,此PLC输入36点/输出24点,晶体管输出,最多可支持10轴脉冲输出,支持MODBUS通讯[8]。上位的工业计算机、可编程逻辑控制器和步进电机驱动器是贴片机控制系统的核心,通过7个步进电机驱动器分别控制7个步进电机运动;此外还控制两个电磁阀与多个指示灯开关量。
(2)软件设计
控制系统软件包括PLC程序设计和上位机应用程序设计。PLC程序编写与调试采用信捷XCP Pro编程软件和梯形图语言。根据控制原理,设计的PLC程序共分4个部分:初始化及各轴回零、各轴点动与长动、参数保存、自动循环贴片。在上位机参数设定结束后,贴片机可脱离上位机在操作面板控制下,由工人发出具体的控制命令经由PLC、步进电机驱动器驱动步进电机独立完成自动贴片。上位机应用程序采用.NET框架设计,包括程序界面、系统管理、参数设定和操作控制等功能模块。通过开发的用户程序界面可实现贴片机各参数的输入和修改,显示贴片过程中出现的异常。基于MODBUS通讯协议,上位机可以读写PLC控制程序或实时监控PLC的执行过程[9]。
4 系统关键技术与实现
(1)各轴回零控制
贴片机的贴片动作速度快、频率高,如果不能精确回零,一定时间后因误差的积累,将会大幅降低贴片的精度。因此,每个动作都必须设置零位,在启动机器和每个动作的结束都要实现精确回零。一般选择非接触式的光电传感器作为回零传感器,如透光型光电开关。这类传感器的体积小、灵敏度高;只接受红外光,不会受外界其他光线信号的干扰而导致回零失败或不精确回零[10]。此外,各轴回零还要考虑开机时各轴在零点的特殊情况,以免不能正确将累计脉冲寄存器清零,由于零点的不统一造成精度降低,甚至发生碰撞等严重的意外事故。
(2)步进电机控制
步进电机具有不要反馈就能对位置和速度进行控制、位置误差不累积、快速启停和保持制动等优点,是自动控制系统中常用的执行部件。但是在具体设置步进电机驱动器时需要兼顾高速性、平稳性、发热和噪音等指标,选择合适的电压与电流;细分数的选择以避开电机的共振频率;脉冲指令中起动频率设定不能超过牵入转矩曲线,以免失步;设定好加减速时间,以免过冲。
(3)供料控制
贴片机的供料由拨料电机与卷料电机配合实现。拨料电机通过凸轮机构实现下压-前移-上抬-后退动作;卷料电机通过连续转动带动齿轮机构卷绕料带的薄膜,由于在卷动过程中直径在不断变化,需要在一定的时候打滑上抬空转,否则会拉断薄膜或误拨料。在设计时拨料电机的脉冲数需要多次调试,才能准确实现4个动作。卷料电机的工作频率的选择要使得力矩小于卷好料带后的阻力矩,实现上抬空转;脉冲数要根据直径最小时需要转过的角度来换算得到。只有这样,两个电机才能准确协调地实现供料动作。
(4)贴片速度与精度的提高
为提高贴片的速度,贴片机7个轴都需要在不失步与不过冲的前提下,采用最大的启动频率、最高的工作频率和最小的加减速时间。各个轴的负载不一样,步进电机不完全相同,所以需要逐一调试确定。此外,还需要进行贴片过程的优化,解决好速度与精度的矛盾。
5 结束语
目前我国贴片机的保有量已位居世界前列,但是由于没有掌握贴片机的核心技术,几乎全部来自进口。研制开发具有自主知识产权的高性价比的贴片机,可以节约大量外汇、打破国外的技术垄断、推动电子产业的发展。本文设计并实现了基于PLC和步进电机的中低速贴片机运动控制系统,样机测试表明能够达到贴片要求的预期精度和速度。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
北华大学学报(自然科学版)(2021年3期)2021-07-13
电脑爱好者(2020年6期)2020-05-26
江西化工(2020年2期)2020-05-18
东西南北(2019年6期)2019-04-30
橡塑技术与装备(2018年23期)2018-12-11
基础医学与临床(2018年11期)2018-02-13
小康(2017年34期)2017-12-08
北京航空航天大学学报(2017年5期)2017-11-23
制造业自动化(2017年2期)2017-03-20