声源距离对超声辅助水下焊接的影响
2020-07-22 08:32马明豪刘一博王建峰孙清洁
科技创新导报 2020年15期
马明豪 刘一博,2 王建峰,2 孙清洁,2
(1.哈尔滨工业大学(威海)山东省特种焊接技术重点实验室 山东威海 264209;2.哈尔滨工业大学先进焊接与连接国家重点实验室 黑龙江哈尔滨 150001)
水下焊接过程中焊接电压、焊接电流、焊接速度都会对焊缝的组织和性能产生影响[1-2],而在水下超声复合焊接的过程中,还会受到声场状态的影响,如超声频率、振幅、发射端和反射端之间的距离、发射端和反射端的尺寸等,这些因素都会改变焊缝成形、焊缝的接头尺寸以及焊缝的显微硬度。在传统的陆上焊接中和超声复合陆上焊接领域中[3],都对这些参数进行了研究,而水下超声复合焊接领域,针对发射端和反射端之间距离对焊接的影响研究较少。本文以控制变量的方法,保持焊接电流、焊接电压、焊接速度等参数不变,只改变辐射端高度,来研究辐射端高度如何改变水下湿法焊接的规律。
1 设备及材料信息
实验设备主要由实验平台、控制器、超声复合焊炬组成。其中实验平台用现成铝型材搭建,运动机构分成X、Y、Z三条运动导轨,由三个伺服电机带动,由实验平台加持超声复合焊炬,通过控制器控制来实现对复合焊炬的精确控制。焊接时,将工件固定在水箱底部,用控制器控制复合焊炬做X轴方向的匀速直线运动进行焊接。由超声电源将50Hz交流电转化为15kHz的脉冲信号,通过超声换能器把来自超声电源的能源转化成机械振动,再将机械振动传递到超声变幅杆上,最终通过超声变幅杆的振动传递到水中,最后作用到焊接电弧与工件表面,来影响焊接过程,达到改善焊缝成形提高焊接质量的目的。
本实验采用的板材为E40钢板,尺寸为200mm×20mm,厚度8mm,焊材选用CHT-T81Ni2药芯焊丝,直径D为1.2mm。焊丝成分与母材成分的比较如表1所示。
2 试验方案及结果
2.1 焊接工艺参数设计
为了给工件提供更大的热输入量,本实验选择直流反接,直流反接也叫反极性接法,实验参数的设计是根据药芯焊丝官方推荐使用参数进行选取的,直径1.2mm。本实验采用控制变量法,焊接电流、焊接电压、焊接速度设为定量,只有辐射端高度一项作为变量进行研究。焊接电压为32V,焊接电流为160A,焊接速度为150mm/min。辐射端高度从30mm到150mm逐次增加10mm进行实验。具体的实验工艺参数如表2。
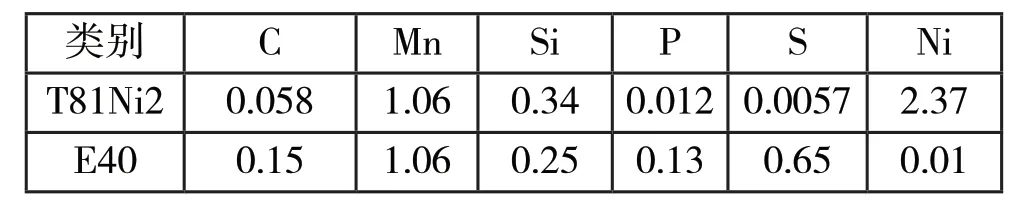
表1 焊丝成分对比表
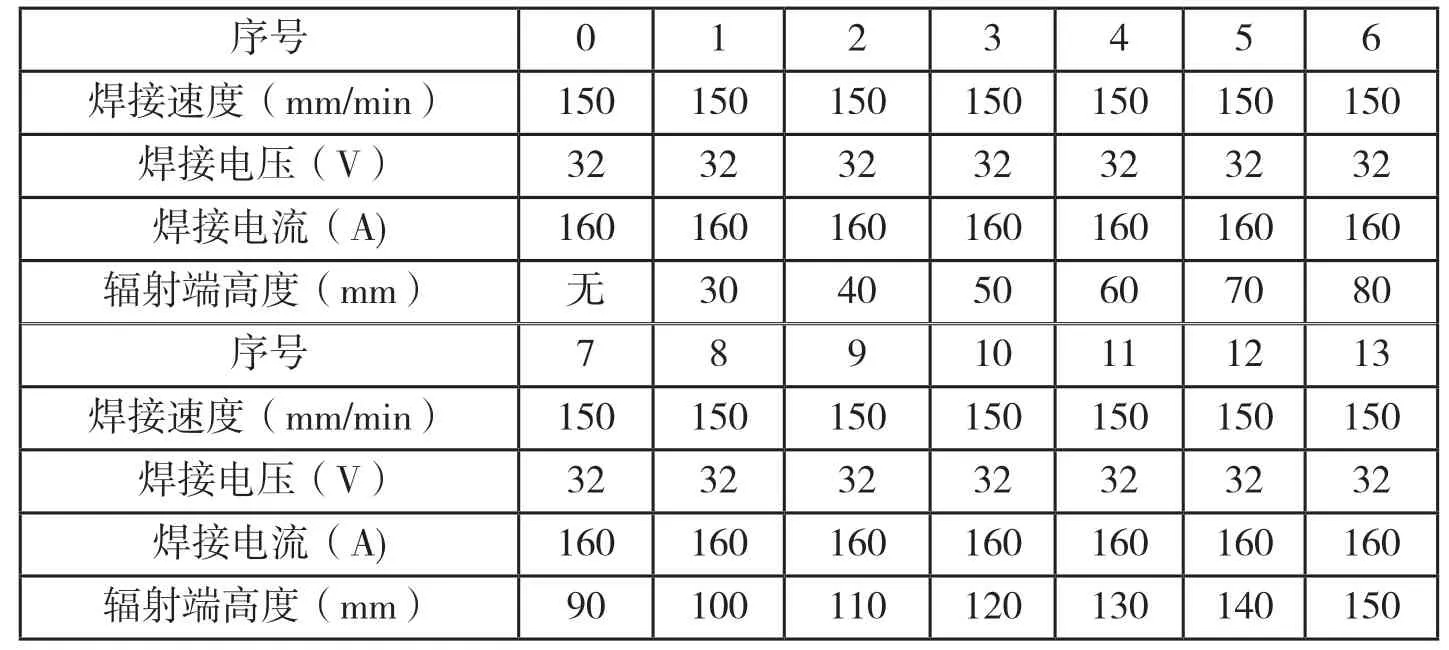
表2 实验参数表

图1 辐射端高度30~150mm焊缝宏观图
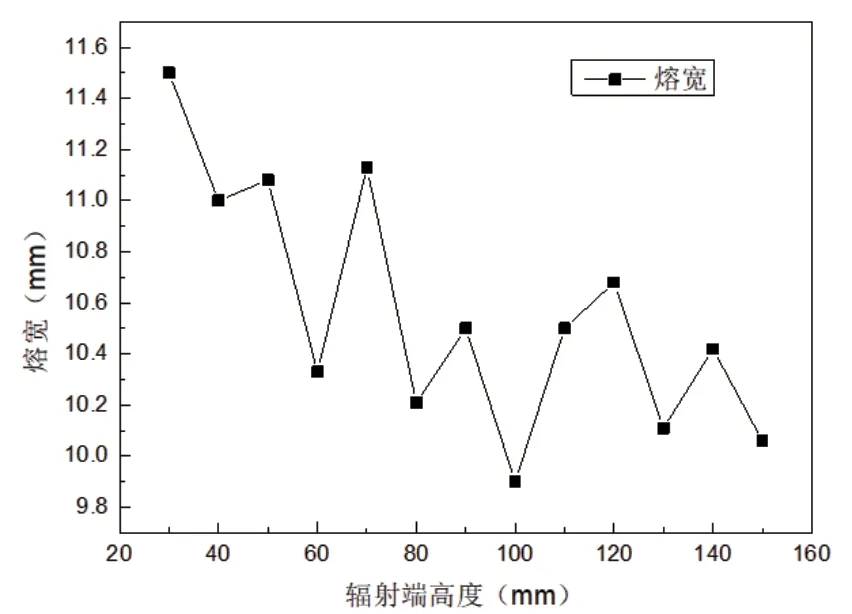
图2 高度对熔宽的影响

图3 高度对对熔深的影响
2.2 焊接接头宏观成形
辐射端高度30~150mm的宏观焊缝如图1所示。通过对焊缝表面成形的连续性和堆高、熔宽的稳定性进行评价来划分不同的焊缝表面成形得分区间。由外观图可以看出随着辐射端高度从最低点升高,焊缝成形得到改善,因为辐射端高度过低时,实验观察时发现,电弧燃烧不稳定,焊缝成形差,随着辐射端高度升高,焊缝成形得到改善,鱼鳞纹变细,辐射端高度过高时,超声作用很弱,焊缝成形效果下降。

图4 高度对余高的影响
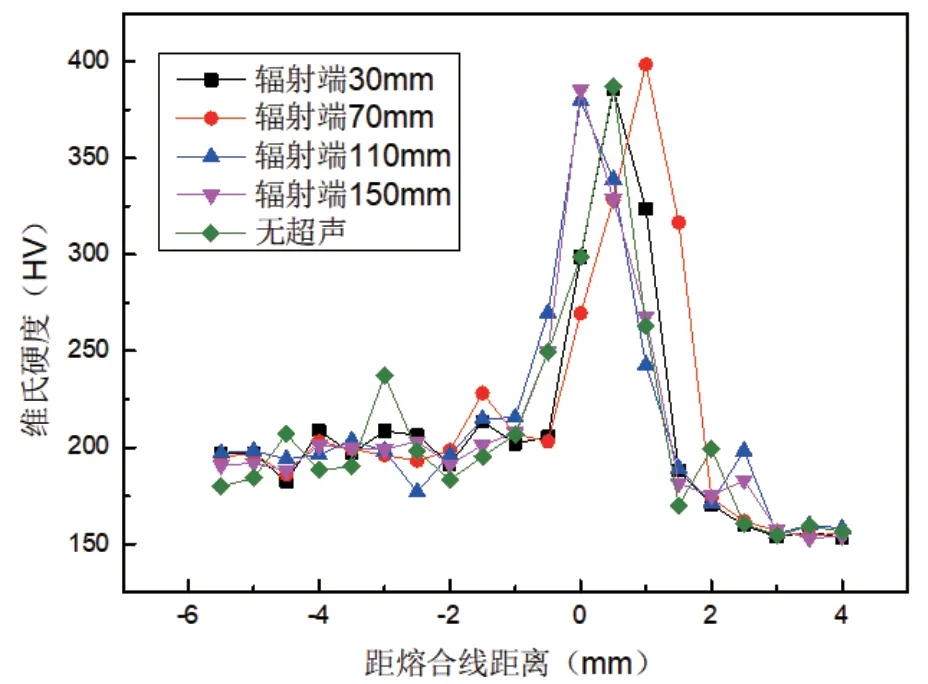
图5 辐射端高度对焊缝硬度的影响
通过分析图2可以看出辐射端高度的变化对熔宽的影响不大,并无明显规律,但是总体呈现下降趋势,主要是由于辐射端高度过低时,超声不利于电弧的稳定燃烧,导致电弧出现断弧或者爆裂,导致熔宽较大,而辐射端高度过高时,由于超声声场能量沿高度递减,弧柱变细,从而熔宽显示为逐渐下降趋势。由图3熔深的影响可以看出,熔深随辐射端高度变化出现了明显起伏波动,而不是单调变化,具有典型的声场作用特征。辐射端高度决定了入射波和反射波之间的相位差,当相位差达到π的奇数倍时,此时声场能量密度最小,而当相位差达到π的偶数倍的时候,声场密度最高,超声作用效果最强。而在这之间的位置,有些位置的声辐射力向上,有些则向下,当声辐射力向上的时候熔深减小,当声辐射力向下的时候熔深增加。图3中焊缝熔深呈现周期性上下起伏,但整体上下降的趋势,因为声辐射力在水中有损失,随着高度的升高,声辐射力减弱,熔深变化幅度减弱。从图4中辐射端高度对余高的影响中,可以看出随着辐射端的升高余高升高,这是由于辐射端较低时的强度最大,作用效果也最为明显,当熔池金属冷却过程过受到超声的机械力的作用,辐射端越接近熔池,其受到的作用力也就越大,得到的焊缝余高也就越小。
2.3 硬度分布
利用维氏硬度计对电压为32V、电流为160A、焊接速度150mm/min的焊缝进行测试,依次选取辐射端高度30mm、70mm、110mm、150mm和相同参数下不加超声的共5组参数下的焊缝进行测试。得到的所有点的硬度值如图5。
分析普通水下湿法焊接和超声复合水下湿法焊接接头的显微硬度,可以看出焊接接头的硬度分布不均,主要分为四个区:焊缝区、熔合区、热影响区、母材区,其中最大值出现在熔合区,水下焊接过程中冷却速度快,在急冷的条件下晶粒大小分布不均,容易形成淬火组织,比较不同辐射端高度的硬度分布可以看出辐射端高度对淬硬区的影响不大,但是不加超声的曲线大部分点处于其他几条曲线下面。超声复合水下湿法焊接焊缝组织针状铁素体含量多,显微硬度降低;超声复合显微硬度最大值点因此也更靠后。
3 结语
研究了辐射端高度的变化对超声复合水下湿法焊接焊缝成形及其力学性能的影响规律。随着辐射端高度的降低,焊缝表面波纹变细,熔深呈现周期性起伏波动,余高随辐射端高度增加而增加,熔宽呈现降低的趋势,辐射端高度对硬度的影响不大。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
焊接(2020年9期)2020-12-28
海洋信息技术与应用(2020年1期)2020-06-11
铁道通信信号(2020年12期)2020-03-29
电子制作(2019年10期)2019-06-17
家庭影院技术(2018年11期)2019-01-21
统计与决策(2017年2期)2017-03-20
高师理科学刊(2016年8期)2016-06-15
中国当代医药(2015年21期)2015-03-01
振动工程学报(2014年2期)2014-03-01