吸阻平衡控制器在滤嘴棒成型机的应用
2020-07-19 05:21朱振宏高逸芸
设备管理与维修 2020年13期
陈 磊,朱振宏,高逸芸
(红塔烟草(集团)有限责任公司玉溪卷烟厂,云南玉溪 653100)
0 引言
滤嘴棒吸阻是衡量烟支质量水平的重要质量参数之一,是影响卷烟过滤效率的关键因素,也是滤嘴棒检验中的重要指标。滤嘴棒生产过程中由于丝束开松时丝束面随着其消耗变低,丝束面和导丝臂之间的距离加长,丝束张力和摆动幅度过大,滤嘴棒吸阻经常发生较大波动,因此增加滤嘴棒吸阻稳定性是滤嘴棒生产过程中需要攻克的难点之一。杨晓光[1]等设计了一种液压式醋酸纤维吸阻平衡装置,但使用中可能出现液压系统泄漏及挥发而污染现场环境。王向东[2]设计了一种新型丝束定高平衡机系统,该系统具有较高实用性,但机体过于庞大。因此,本文介绍了一种使用伺服控制和丝杆传动方式实现剪刀叉平台升降的吸阻平衡控制器,用以保持丝束包表面与导丝臂距离恒定。根据邓莉[3]等对剪刀叉升降平台的受力分析结果来看,剪刀叉臂足强度足以承受丝束包重量。
1 吸阻平衡控制器硬件组成
1.1 电控系统关键部件及功能
(1)吸阻平衡控制器采用西门子S7-300 系列315-2 DP 作为主控制器,负责数据的采集和运算,并根据运算结果控制运动部件按设定要求动作,检测元件、执行元件和上位机控制系统通过Profibus-DP 总线进行通信。
(2)上位机选用西门子MP277 触摸屏作为操作终端,利用Wincc flexible 工程软件编写人机窗口并通过接口连接到ProfiBus 总线上与主控制器通信,用于查询所管辖的工艺流程段中设备的状况,并可对控制设备进行故障诊断、故障报警和信息参数维护,同时,提供手动—自动控制运行模式选择,便于系统的调试和维护,可以完成管辖范围内控制设备的上料、下料、前进、后退、上升、下降、停止、报警、复位、消除报警、手动归零等功能。
(3)称重模块选用Eilersen SD 系列称重传感器与MCE2035变送器组合对丝束包重量进行实时检测,并将数据通过总线接入通信网络。
(4)张力检测器选用Montalvo 公司ES 系列检测器,对进入导丝臂的丝束条抽拉张力实时进行检测并接入控制系统形成反馈控制。
(5)伺服系统选用松下A5 系列驱动器对升降电机行程进行精准控制,电机选用松下MSME 系列和MDME 系列分别对平台输送和升降进行控制。
1.2 放料平台
放料平台分为输送区和工作区:输送区由双链辊筒、方形框架、支撑脚、电机和减速器等关键部件构成,工作区由无动力双链辊筒、方形框架、支撑底板、剪刀叉、丝杆、滑道、电机和减速器等关键部件构成;输送区用于存放备用丝束包,当丝包消耗完后,输送区可以将备用丝束包输送至工作区;工作区用于丝束包称重和吸阻平衡(图1~图2)。
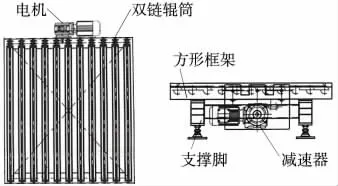
图1 输送区结构

图2 工作区结构
2 吸阻平衡控制器工作过程
2.1 送料过程
叉车先将丝束包送至输送区,输送线自动检测工作区是否有剩余丝束包,若工作区空出,则备用丝束包直接输送至工作区,若工作区处有未用完丝束包,则输送区备用丝束包进入等待状态。当工作区丝束包剩余量达到设定值时,系统将发出声光报警对操作人员进行提醒,当工作区丝束包用完后,工作区升降平台快速的下降至低位,待丝束包底壳移开后,输送区的备用丝束包自动输送至工作区,达到快速更换丝束,提高生产效率的目的,在工作区域前端设有检测开关,用于检测丝束包是否输送至正确位置。
2.2 吸阻平衡控制过程
当备用丝束包输送到位后,4 组称重传感器先对新丝束包进行称重,取平均值得新丝束包重量m,开始生产后,若设定丝包离地高度为h,则可以计算丝束包每减少单位重量,升降平台需要上升h/m。称重传感器实时对不断消耗的丝束进行称重,并将数据传送至PLC 计算丝束包当前重量与原始重量之差,根据差量控制伺服电机运行设定行程,将升降平台提升到设定高度,使丝束包表面与导丝臂始终保持恒定距离。同时,设置在导丝臂处的张力传感器对丝束所受张力实时的进行检测,当检测张力持续高于或低于设定范围一定时间后,PLC 则根据结果操作平台升和降至张力在设定范围内为止。
平台运动时,伺服电机运转经过减速控制丝杆转动,丝杆上传动机构带动滑道内滚轮做平移运动,同时带动剪刀叉向上闭合或张开以此来控制平台升降,滑道宽度决定平台纵向升降极限行程。

图3 升降平台上升示意
3 吸阻平衡控制器优点
(1)采用伺服电机来控制升降平台运动,传动精度、定位精度高,工作稳定。
(2)通过丝杆传动来实现平台升降,避免了液压系统的有泄漏及挥发给环境带来的污染,其工作可靠,安装维护方便。
(3)通过采用称重传感器和张力传感器的检测数据共同对丝束提升高度进行控制,精确地保证了丝束抽拉张力的稳定,确保了滤嘴棒产品的吸阻稳定性。
(4)系统使丝束包在生产过程中可以实现新丝束包向工作位自动运送,可以提高生产效率;采用西门子面板式PC 作为上位监控可以显示系统运行画面及实时参数,并可查询机台丝束包实时重量、机台丝束包净重、分班次丝束用量等数据。
(5)选用基于电容测量技术的Eilersen SD 系列称重传感器,它可将受力情况直接转换为RS-485 数字信号,即插即用无需现场进行重量标定,且出厂已经过信号补偿处理,可以消除模拟电子单元带来的信号漂移和测量误差问题。
(6)选用ES 系列张力检测器,其检测灵敏度高、输出信号强、线性度好、滞后性低,独特的链接设计可以弥补因轴膨胀、偏心和弯曲引起的测量误差。
4 结语
吸阻平衡控制器主要有丝束条抽拉张力平衡、电子计量两种,主要功能和备用丝束输送作为辅助功能,其电控技术已较为成熟,能够满足滤嘴棒生产时对丝束包抽拉面与导丝臂距离恒定的要求。在此基础上又引入丝束条抽拉张力检测及控制功能,能够较好地降低丝束张力波动范围,从而间接控制滤嘴棒吸阻的稳定性。同时,该控制系统结构简单、体积小、噪声小、检测及控制精度高、机体强度大、寿命长,对于滤嘴棒的生产应用有较高的实用价值。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
江苏安全生产(2022年12期)2022-02-06
有色金属材料与工程(2021年4期)2021-11-27
装备维修技术(2021年40期)2021-11-22
烟草科技(2021年7期)2021-07-28
装备维修技术(2020年4期)2020-11-23
文苑(2020年6期)2020-06-22
筑路机械与施工机械化(2014年2期)2014-03-01
中国造纸(2014年1期)2014-03-01
诗潮(2014年7期)2014-02-28