杜马气刀在钒热镀锌机组板面质量提升中的作用
2020-07-19 05:21廖嘉豪杨晓敏
设备管理与维修 2020年13期
廖嘉豪,杨晓敏
(攀钢集团攀枝花钢钒有限公司,四川攀枝花 617000)
1 升级改造项目背景
随着攀枝花钢钒有限公司镀锌产品定位的持续升级,2#镀锌机组计划生产高品质家电板,对表面质量的要求随之升高,而气刀决定了镀锌产品镀层精度、平整度,并对锌疤、锌粒等产品缺陷的产生有着较大影响。
2#镀锌机组目前使用的DAK(Dynamic Air Knife,动态气刀)刀年限超长且修复困难,原设计控制能力较弱。受制于气刀性能,在来料板型浪形缺陷等诸多客观因素下,产品质量难以达到高端家电板的要求。主要问题:①薄锌层生产时,刮锌能力弱,出现气刀飞渣结瘤、边厚等缺陷,锌耗高且影响机组速度;②厚锌层生产时,易产生锌流纹等缺陷;③镀层厚度均匀性控制能力差,易产生色差、用户冲压掉锌粉等质量问题。
因此,结合产品定位的升级,需求对2#镀锌机组进行气刀升级改造,该项目引进一套包含杜马(DUMA)Jet-Pro 气刀与易安基(EMG)eMASS 电磁稳定装置的集成系统(以下简称杜马气刀),目前项目已处于设备制造阶段。
2 气刀工作原理及基本组成
气刀布置在锌锅与冷却段之间,它的功能是将风机产生的气流通过成对的气刀先后经腔体、刀唇吹出,将运行带钢上多余的锌液刮掉,以达到满足工艺要求的厚度与平整度(图1)。气刀工作时,需要沉没辊、稳定辊和校正辊的配合来减少带钢的偏移和抖动(图2)。
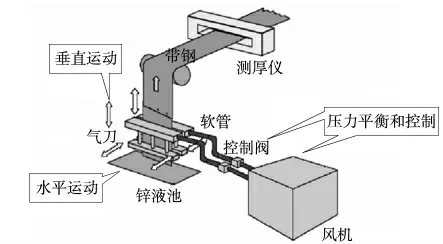
图1 气刀设备布置示意
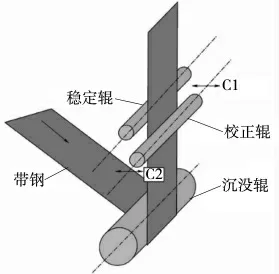
图2 气刀工作位置示意
与此同时,边部挡板也是不可缺少的部分,由于带钢边部气流对撞会形成紊流,其不稳定性和流速的非线性对镀层均匀性产生十分大的负面影响(图3、图4)。

图3 边部气流对撞示意

图4 边部挡板工作位置
3 杜马气刀工作原理
3.1 气刀工作原理
如图5 所示,杜马气刀采用4 腔式设计,气流进入位于中间的最小管道(第一腔),接着从内、外管壁上的孔重合形成的通路进入方形腔右半部分(第二腔),再通过下方带孔的分隔板上进入方形腔左半部分(第三腔),最后通过层流孔板进入刀唇腔(第四腔)经刀唇吹出。
空气由2 台三叶容积式鼓风机(罗茨式)分别供应至两侧气刀的,鼓风机上单独配备有过滤器,并且在每台风机上都配备有一个10.50 MPa(1050 mbar)的安全阀和旋转式止回阀。
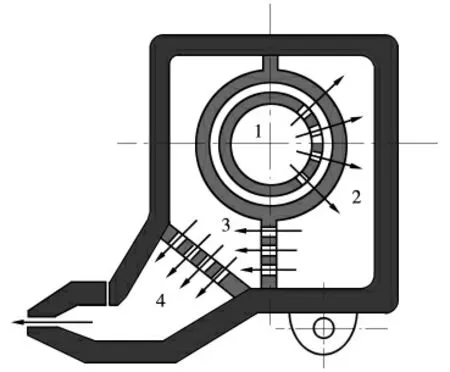
图5 杜马气刀剖面
压力由内置在气刀内部中心位置的径向控制器(专利)进行自动动态调节,气刀角度调节、刀唇间隙高度调节以及稳定辊与校正辊刮辊器为手动功能,气刀间隙宽度调节、刀唇清洗以及沉没辊刮辊器均为自动功能。
3.2 非接触式边部挡板工作原理
杜马气刀同样配有边部挡板来防止带钢边部紊流带来的边部过镀锌缺陷,但与传统边部挡板不同,杜马采用的是非接触式边部挡板,通过带钢边部的2 个感应传感器及其伺服驱动器来实现边部挡板对带钢边部的跟踪移动,而类似传统边部挡板上的接触辊仅作为控制系统故障引起带钢超限时的保护装置,正常情况下不参与工作。
4 杜马气刀与DAK 气刀的工作性能对比研究
4.1 工作压力调节
4.1.1 杜马气刀——径向控制器(专利)
杜马气刀中心布置一大一小的内、外管结构,分隔杜马气刀的第一腔与第二腔,这组管壁上分布着狭隙的内、外管结构即为径向控制器,是DUMA 的专利技术。当转动内管时,内、外管狭隙的闭合程度随之改变,进行压力调节。
其闭合程度通过内管转动角度表征,范围在0°~120°,可以在气刀外部侧面的机械指针进行读数。
由于径向控制器到刀唇的距离非常短,因此杜马气刀可以在5 s 内实现压力的改变。同时,由于径向控制器与气刀空间结构的巧妙设计,杜马气刀还能够保证空气沿气刀间隙分布的精度<1%。因此,杜马气刀的镀层精度保证值非常高。带钢平直度<20 I 时,分别可达到±0.6%(单面110~200 g/m2±0.75%,单面60~110 g/m2)。
4.1.2 DAK 气刀——风机调节
DAK 气刀在气刀侧面布置有电磁阀,通过调节电磁阀来对气刀风机进行压力与流量的调节,进而实现工作压力调节。
由于调节是通过气刀风机实现,风机距离刀唇较远,因此压力调节过程需要耗时15~20 s,这种传统的压力调节方式会导致较多的废品产生。
4.2 气刀刀唇抗污染能力
4.2.1 杜马——自动清理及涂层刀唇
气刀刀唇可能会由于不可避免的锌液飞溅发生部分堵塞,因此,该系统配备了刀唇自动清理装置。该装置由无杆气缸驱动一个带金属薄板的小车沿刀唇宽度方向导轨移动,使金属薄板穿过缝隙刮下堵塞刀唇的锌液凝块,实现对刀唇的自动清理。与此同时,刀唇特别涂有Innowear B2 防粘连涂层以减少与液态锌和铝合金的粘连。
4.2.2 DAK——手动清理及碳化钨涂层
DAK 气刀采取操作工手动清理的方式对刀唇间隙中飞溅锌液产生的结瘤等污染进行清理,这种方式需要停机离线,对生产影响较大。
DAK 气刀同样采取对刀唇进行碳化钨涂层的措施,以减少与液态锌的粘连。
4.3 气刀间隙宽度调节
4.3.1 杜马气刀——间隙宽度自动调节
杜马气刀间隙可以自动调节工作宽度,针对不同宽度规格的带钢,两个伺服电机会根据带钢宽度信息来动态地驱动集成在气刀刀唇内的挡块,挡块的移动距离与带钢宽度匹配,将带钢宽度以外的刀唇口关闭,进而完成气刀间隙宽度的自动调节。气刀间隙宽度自动调节可以显著降低气刀工作噪声与气体介质的消耗量。
4.3.2 DAK 气刀——间隙宽度无法调节
DAK 气刀的间隙宽度是固定不可调节的,因此在对噪声及介质消耗的优化上不具备先进性。
4.4 气刀间隙高度及角度调节
4.4.1 杜马气刀——间隙高度及角度高精调节
在杜马气刀的刀唇内,有着以一定间隔放置的连接上下刀唇的调节螺钉,通过旋转螺钉可以使上刀唇上下移动,从而调节间隙高度。每侧气刀刀唇均放置有12 个调节螺钉,调节精度为±0.03 mm。
杜马气刀的角度调节通过旋转布置在气刀上方的手轮实现,角度调节的回转轴被设计与刀唇水平线重合,目的是在调节角度时使带钢与刀唇的距离保持不变。杜马气刀的角度调节范围为0°~5°,精度为±0.1°。
4.4.2 DAK 气刀——间隙高度动态调节、角度无法调节
DAK 气刀英文全称为Dynamic Air Knife,意为动态气刀,其动态就表现在间隙高度调节上。DAK 气刀的上刀唇同样是可以上下移动的,通过控制隔热板内的交流电机带动调节螺母旋转,从而动态地调节气刀间隙高度。
DAK 气刀角度是固定的,无法调节,因此,在镀层均匀性不好或出现锌液飞溅时,解决手段较杜马少。
4.5 电磁稳定装置的集成
4.5.1 杜马气刀——eMASS 电磁稳定装置集成
杜马气刀能够与eMASS 电磁稳定装置进行集成,集成设计使得电磁稳定装置可以在距带钢两侧各20 mm 的位置近距离进行工作。
eMASS 电磁稳定装置是由5 对包含电磁执行器和非接触式带钢位置传感器的小型系统组成的,在钢带的两侧分别有一对钢梁支撑着两个空气冷却管道和可移动的外壳,而5 对小型系统分别安装在两个外壳内。
非接触式带钢位置传感器负责测量带钢与最佳位置之间的偏差量,电磁执行器依据传感器测量的偏差量成对控制相对应的电磁执行器移动到工作位置,电磁执行器会将带钢从偏差位置拉回到合理位置并固定,这样可以显著降低“C 翘”,并有效改善了攀枝花钢钒有限公司长期以来由于来料板型问题导致带钢振动引起质量波动的现状。
另外,eMASS 电磁稳定装置会根据带钢宽度自动调整参与工作的电磁执行器数量及其位置。例如,带钢宽度低于1000 mm 时,将只使用3 或4 个执行器,以小组形式对称工作,而未参加工作的执行器移动到一旁,但其位置传感器仍然持续提供测量数据。
4.5.2 DAK 气刀——无法集成电磁稳定装置
目前,尚未发现有关DAK 气刀集成电磁稳定装置的资料文献,即便使用非集成化电磁稳定装置,受限于工作位置及布置空间,实施难度大的同时,电磁稳定装置的功效也会受到影响。
5 结束语
通过对杜马气刀与DAK 气刀在工作压力调节、气刀刀唇抗污染能力、气刀间隙宽度调节、气刀间隙高度及角度调节、电磁稳定装置的集成等5 个工作性能方面的对比研究,可以得出:攀枝花钢钒有限公司2#镀锌机组升级改造项目引进的包含杜马(DUMA)Jet-Pro 气刀与易安基(EMG)eMASS 电磁稳定装置的集成系统,能满足高品质家电板生产的表面质量需求,并能在提高表面质量的同时降低锌耗成本。
猜你喜欢
资源信息与工程(2021年5期)2022-01-15
中学生天地(A版)(2021年9期)2021-10-25
中国生物医学工程学报(2019年4期)2019-07-16
读者·校园版(2018年15期)2018-07-19
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16
发明与创新·大科技(2017年1期)2017-01-14
智能建筑电气技术(2015年5期)2015-12-10
初中生世界·七年级(2014年2期)2014-03-24
俄罗斯问题研究(2011年1期)2011-03-25
青年文摘·上半月(1995年9期)1995-01-01