结合频谱与曲轴转角域的发动机敲缸异响分析
2020-07-17 09:14洪日昇
传动技术 2020年2期
洪日昇 王 越
(上海大众动力总成有限公司,上海 201821)
0 引言
在发动机NVH中,异响通常是指发动机零部件在工作中发出的非正常噪声[1-2]。发动机异响不仅影响了乘坐汽车的舒适性,同时还是发动机零部件产生故障的标志[3]。发动机异响可主要分为三大类:机械噪声,燃烧噪声及空气噪声[4]。目前阶段,国内发动机厂对于发动机异响的故障诊断主要有人工主观听诊法和基于数据采集及软件算法的数据分析法。人工听诊法非常依赖听诊者的经验和技术,且诊断条件局限,结果非常主观,误差很大[5]。数据分析法中包括模态分析、麦克风声阵列、加速度分析、频谱分析和曲轴角度域分析等多种工具,是现阶段发展的重点。但由于发动机系统复杂,异响激励源繁多,且发动机振动信号具有非平稳性[6],所以针对不同的异响表现和异响类型,需要选择合适的工具来进行分析。
本文的实验对象为某台出现敲缸异响的四冲程发动机。活塞敲击噪声又简称为敲缸,指的是活塞在缸体内进行往复运动时敲击汽缸壁。当活塞在上下行时会对主次推力面产生一个周期性的侧向力,活塞就会产生一个由一侧向另一侧的位移。活塞对于汽缸壁的敲击主要发生在上止点和下至点附近,在压缩行程结束和做功行程开始时最为严重[5]。敲缸声属于机械噪声,与发动机做功冲程相关,并且发生的振动可由汽缸表面传递至空气,随后向外辐射被人耳识别。
针对以上异响特性,本文提出了一种结合频谱分析,加速度信号分析和曲轴转角域分析的方法来对该类故障进行诊断。分析方法如图1所示。

图1 敲缸异响分析方法Fig.1 Cylinder knocking noise analysis method
该分析法从异响声压信号的FFT频谱图出发,通过降噪滤波和声音回放锁定异响的频率特征,用加速度信号的频谱图进行比对,确认异响声压与异响加速度的吻合。随后再分析加速度原始信号初步判断气缸的振动情况是否正常,最后引入发动机曲轴及凸轮轴信号进行曲轴转角域分析,锁定故障汽缸。该方法简便有效,对该类与做功相关和向外辐射的机械噪声十分有效,同时不受外界非相关噪声的影响,提高了分析的正确率。
1 试验设计
1.1 试验对象
某台四冲程自然吸气式发动机在冷车启动的过程中发出清脆响亮的“嗒嗒”声,人耳可在驾驶舱内听到异响,根据现场工程师判断为敲缸。驻车怠速发动机水温升高后,异响消失。
1.2 测量设备
本次试验使用发动机测试台架复现异响工况,PAK振动分析系统采集异响信号。振动设备系统中包括:
(1) PAK前端数采和数据分析系统,设置采样频率为30 kHz;
(2) PCB电荷型三向加速度计,加速度量程为500 g,频率有效范围为0 kHz~5 kHz;
(3) PCB自由场麦克风,声压量程为0 dB~200 dB,频率有效范围为0 kHz~10 kHz;
(4) 曲轴位置脉冲信号及凸轮轴位置电压信号采集器。
1.3 测点布置
根据判断的异响源,尽可能地贴近异响位置来体现汽缸做功的振动情况,将加速度测点布置于发动机排气侧的缸体表面上,与四个汽缸的位置对应,同时将采集声压信号的麦克风也布置于排气侧,如图2所示。加速度计的三个方向位置定义为:由发动机前端至后端为+x方向,进气侧至排气侧为+y方向,底部至顶部为+z方向,如图3所示。
1.4 试验步骤
本次试验的具体步骤为:
(1) 将发动机冷机怠速(700 rpm)启动后,发现在水温60 ℃,油温45 ℃时发出强烈“哒哒”声,与抱怨中的异响描述一致,异响复现;
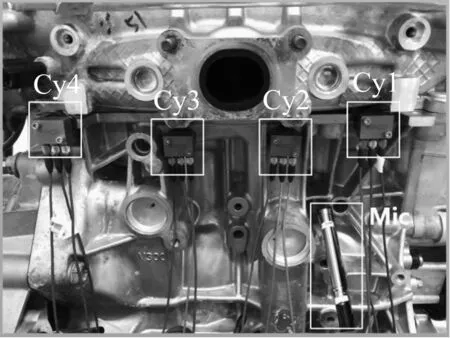
图2 加速度计及麦克风的测点布置Fig.2 Accelerator and mic measuring position
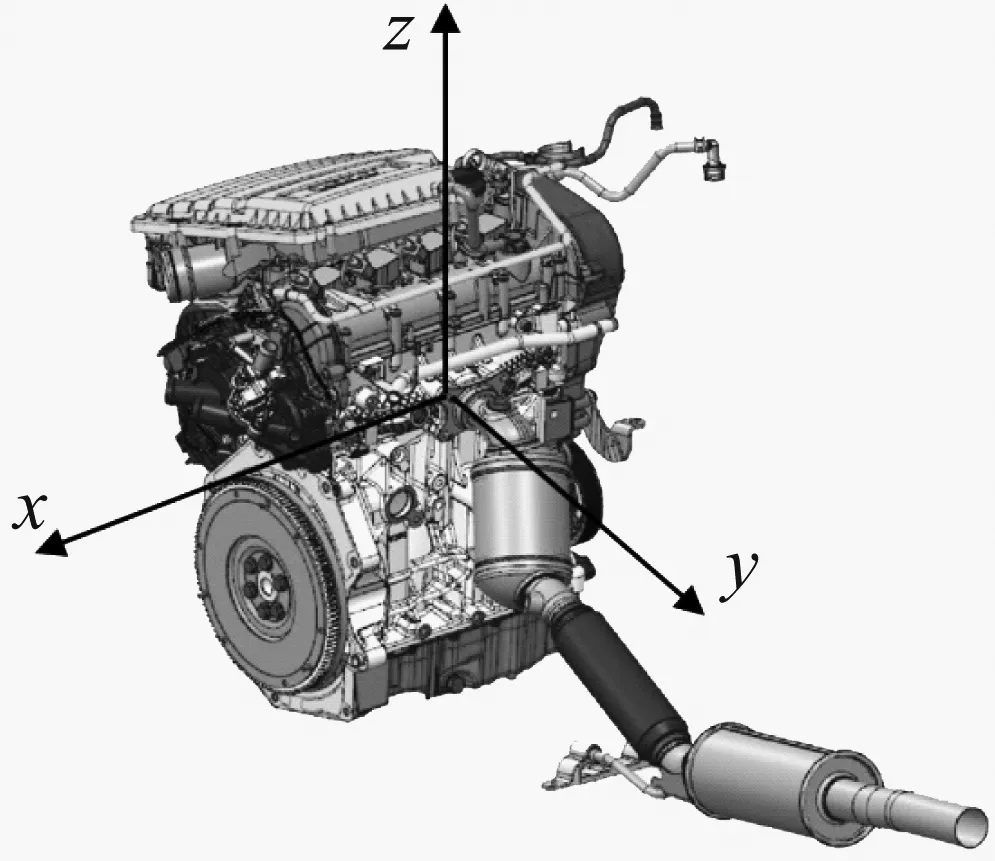
图3 加速度三向位置定义Fig.3 Accelerator 3-axial definition
(2) 采集发动机曲轴转速脉冲信号,凸轮轴位电压信号,三向加速度振动信号及麦克风声压信号;
(3) 根据图1的分析流程,对采集的数据进行分析,确认异响源;
(4) 换装异响零件,验证分析结果。
2 试验数据分析
2.1 异响声压FFT频谱分析
根据试验步骤,发动机异响复现后对麦克风采集到的声压信号进行FFT频谱分析,如图4所示。FFT变换长度为1024个点,频率分辨率为32 Hz,有效量程为0 kHz~10 kHz。声音回放后确认其中存在抱怨异响。
2.2 异响声压FIR滤波降噪
因实验室为非消声环境,存在发动机正常噪声与其余无关噪声过多的问题(如设备工作声,测功机变频器噪声等),频谱分析中的高亮带不一定由异响噪声贡献,所以需要对该频谱图进行FIR带通滤波将无关声音过滤。随后使用声音回放功能加上听诊确认,逐步缩小带通范围,可将异响特征频带定位在2.6 kHz~4.8 kHz。即在该带通范围内进行声音回放,人耳可听到最清晰的异响声,异响在该范围的声强不一定最大,但占主要成分。FIR的带通滤波降低2.6 kHz~4.8 kHz以外的dB值,设置如图5所示。滤波后的异响频谱如图6所示。

图4 麦克风声压信号的频谱图Fig.4 Mic sound pressure spectrum
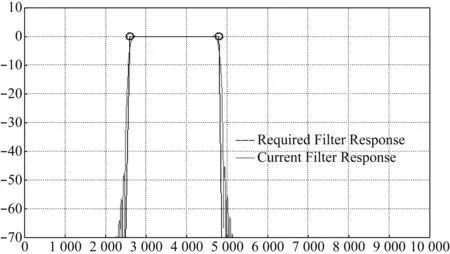
图5 FIR带通滤波器Fig.5 FIR bandpass filter

图6 FIR带通滤波后的结果Fig.6 After FIR filter result
2.3 加速度FFT频谱分析
4个三向加速度计同时采集到了振动信号,同样对其作FFT频谱分析,结果如图7。FFT变换长度为1024个点,频率分辨率为32 Hz,有效量程为0~5 kHz,幅值的自适应量纲为±1 m/s2。Cyl为汽缸缩写,Cyl1_x即代表1缸缸体表面的x方向的加速度信号,其余以此类推。发动机缸体为四个活塞做功振动时共同的传递路径,所以1缸表面的加速度计并不仅指1缸的振动,而是在1缸缸体表面位置采集到的所有振动。
根据图7频谱分布的结果,可以看出发动机缸体中的确存在较大激励源,且Cyl1_x,y,Cyl2_x,y,z,Cyl3_x,z,Cyl4_x,y,z在异响特征频段(2.6 kHz~4.8 kHz)内出现明显的高亮带。对以上所有的加速度信号再次进行FIR带通滤波并进行声音回放,异响声同样明显。证明所有加速度计都采集到了异响振动信号,声压信号与加速度计测得的振动信号有良好的对应性。
2.4 加速度原始信号分析
选择含有异响特征的Cyl1_x、Cyl2_x、Cyl3_z及Cyl4_x的加速度信号再次进行FIR滤波,取时间长度为1 s,量程为-20 m/ss~20 m/s2,进行原始信号分析。如图8所示。
图8中,1次加速度尖峰即为单缸的做功振动。此时发动机的转速为700rpm,旋转2圈完成一次做功循环的时间约为0.17 s。对应至图中,即每4次尖峰的时间长度稳定即为0.17 s。从图中Cyl1_x、Cyl2_x、Cyl3_z的信号中可以看出在1s内出现多次幅值超过平均水平(8 m/s2-10 m/s2)的锐利尖峰(15 m/s2,如框选),在各信号中的时间点也明显对应,且出现频率并不连续,推测为单个汽缸敲缸异响造成。
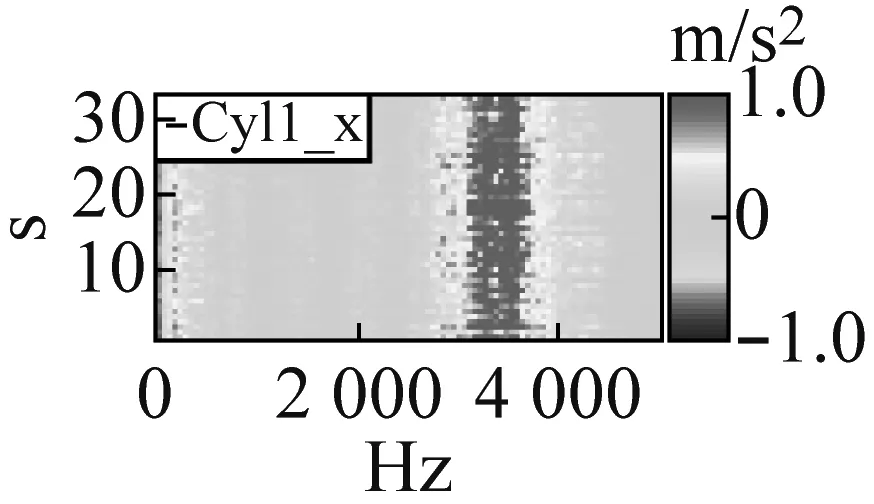
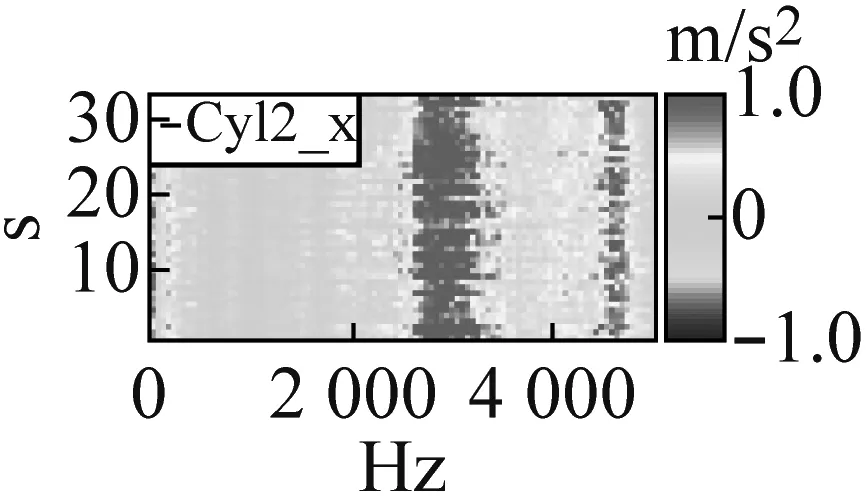
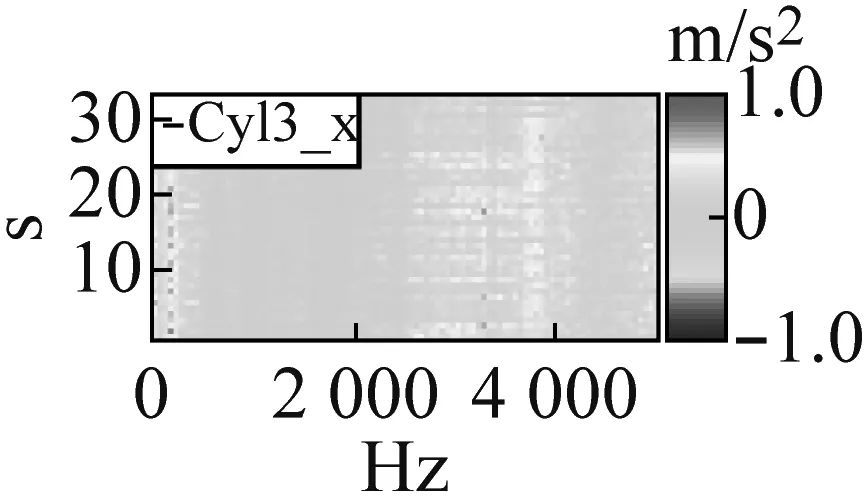
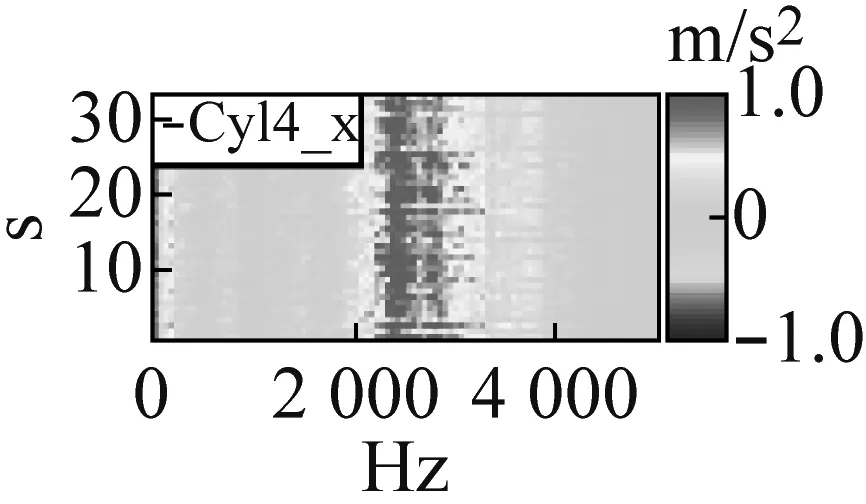
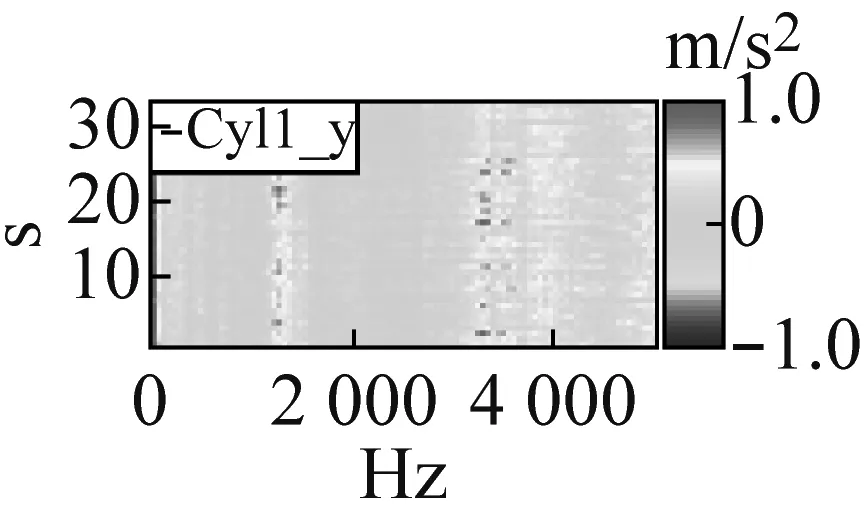
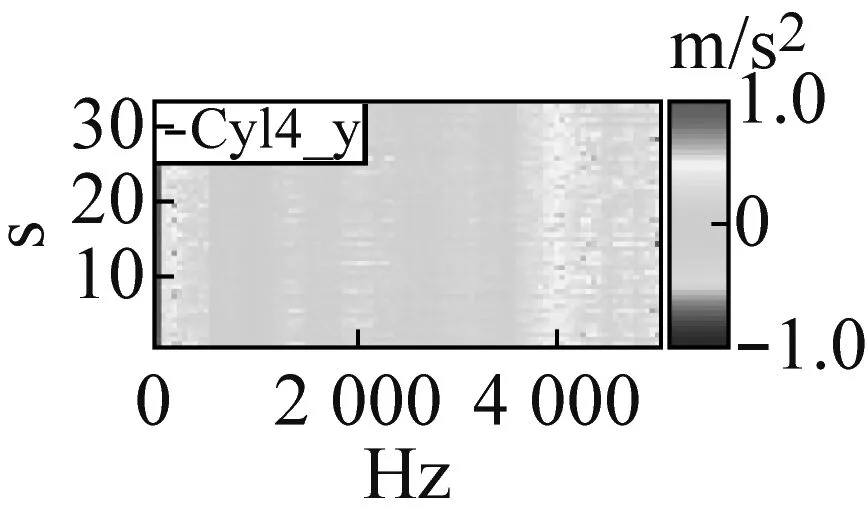
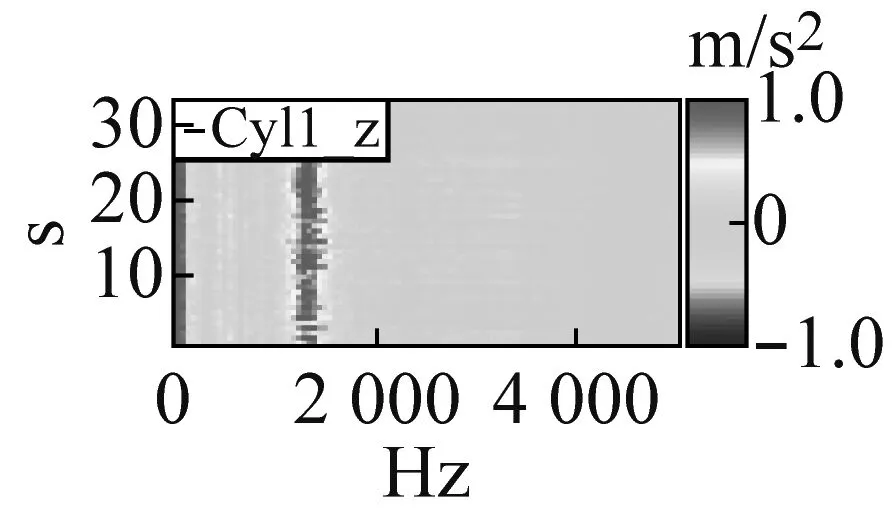
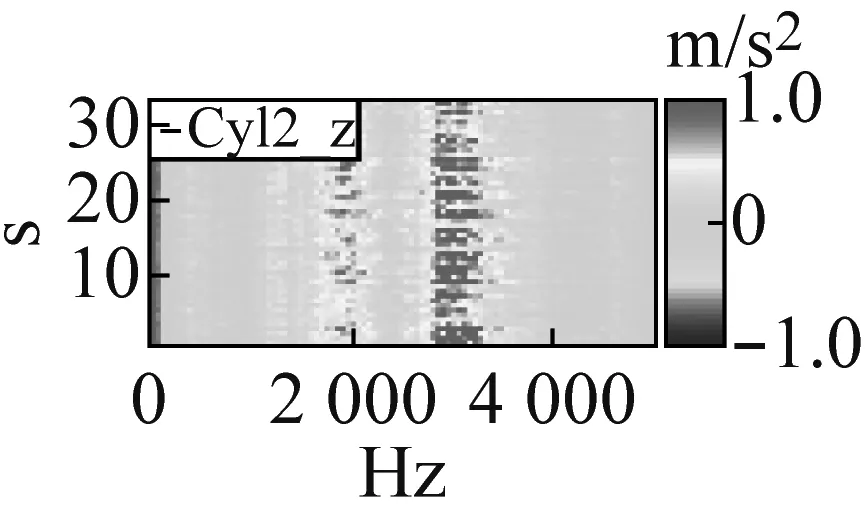
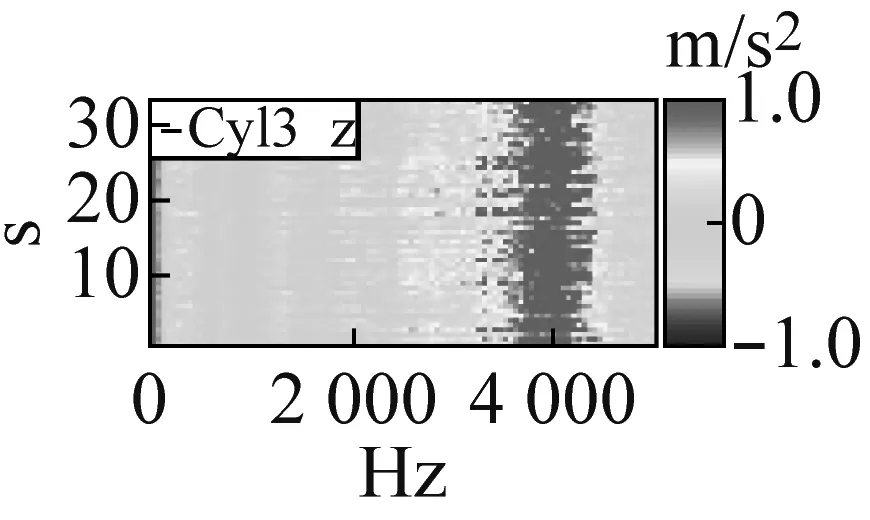
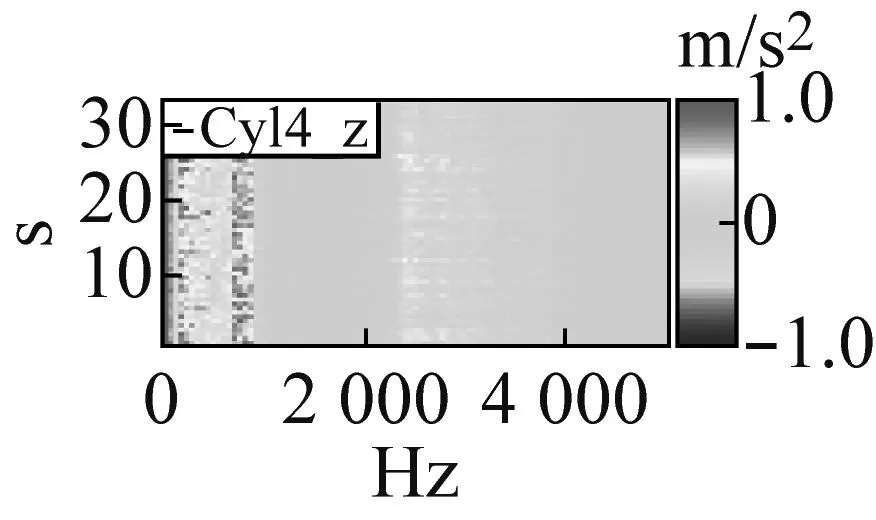
图7 加速度信号的频谱图Fig.7 Accelerator frequency spectrum
2.5 曲轴转角域分析
为了进一步得到异响特征与汽缸做功的关系,需要得到带有判断1缸TDC上止点的曲轴补齿信号进行曲轴转角域分析。在此描述该信号形成的原理:将曲轴缺齿信号与凸轮轴位置信号进行同步计算,并根据该款发动机型号,设定曲轴缺齿后的第13齿为1缸压缩上止点位置。如图9所示,曲轴缺齿后的第13个齿与凸轮轴的窄高电平重合的时间点即为1缸上止点。将两个信号同步计算可在振动分析仪中生成一个带TDC信号的曲轴补齿脉冲,用于曲轴转角分析时的判缸。
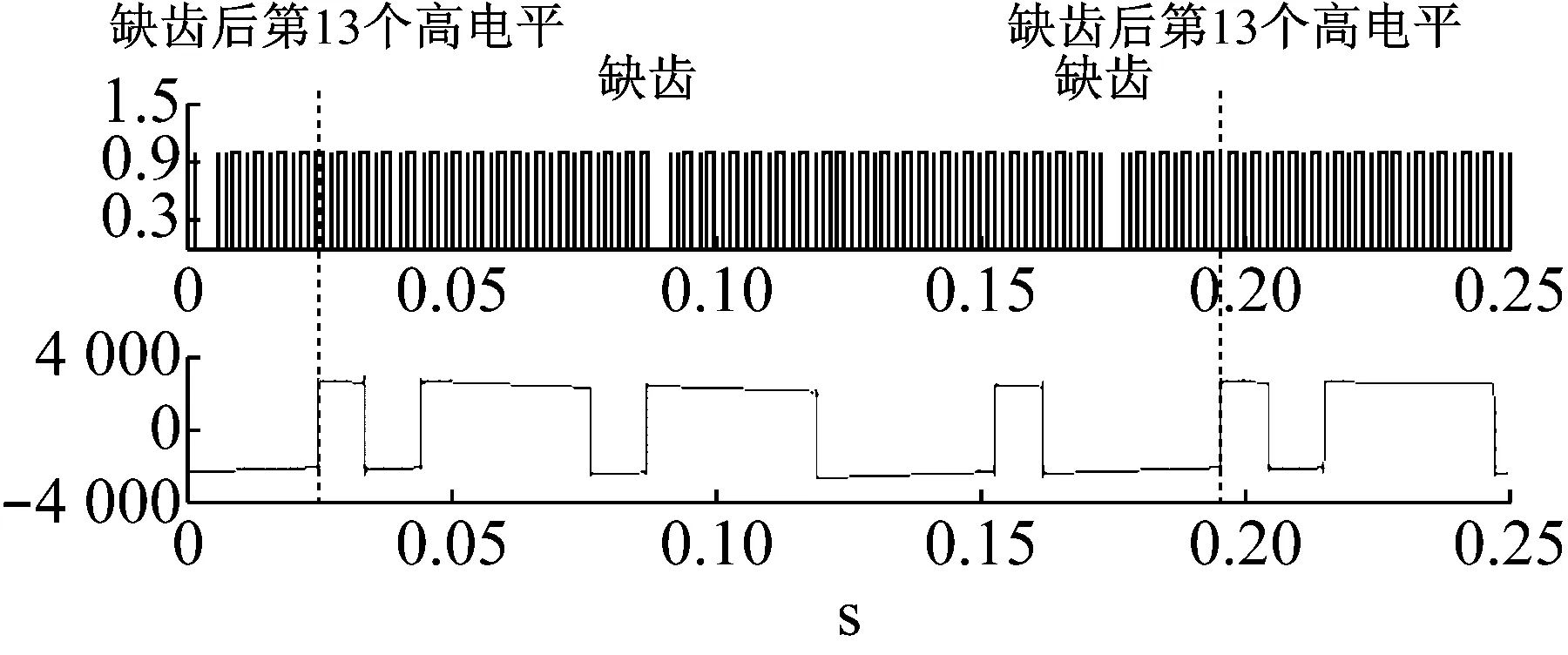
图9 发动机怠速时的曲轴位置(CRA)与凸轮轴位置(Cam)信号Fig.9 Engine leerlauf crankshaft positon (CRA) and camshaft (Cam) signal
选择含有异响特征的Cyl1_x、Cyl2_x、Cyl3_z及Cyl4_x的加速度信号再次进行FIR滤波,随后使用上述的带TDC曲轴转速信号进行跟踪,如图10所示。0°为1缸压缩上止点(TDC),角度分辨率为0.5°,幅值的自适应量纲为±5 m/s2,将振动信号与曲轴旋转角度0°~720°(即曲轴旋转两圈)对应。
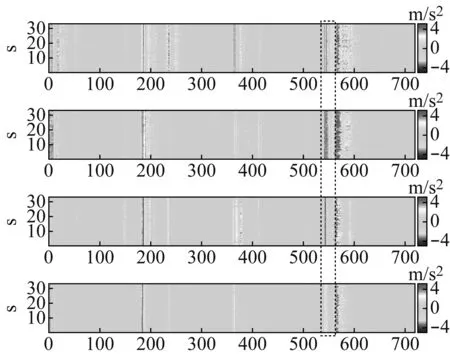
图10 曲轴转角域分析Fig.10 Crankshaft rotation angle analysis
根据任务发动机的机型,4个汽缸的做功顺序为1-3-4-2。在图10中各个汽缸在各个角度的冲程如表1所示。
结合表1与图10可得,在0°、180°、360°与540°附近出现的加速度高亮带为汽缸燃烧做功爆发压力引起,属于发动机本身的正常振动。对比4个信号,可发现在560°~580°的范围内每个汽缸均存在宽角度的幅值高亮带,说明该角度带内的振动几乎与燃烧做功相近,且在缸体表面各个位置均有强烈响应。根据敲缸异响的特性,活塞敲击最易发生在压缩结束和做功开始的冲程。根据表1,可得560°~580°恰为2缸的做功冲程,在压缩上止点后20°~40°。由此得出结论,2缸为敲缸异响的唯一激励源,其余汽缸工作正常。异响发生在做功冲程,曲轴转角560°~580°之间。
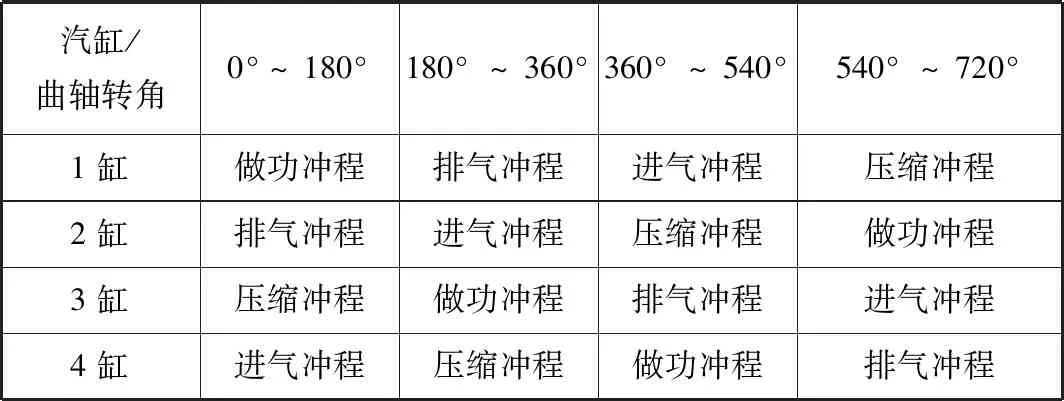
表1 4个汽缸冲程与曲轴转角的关系Table 1 4 Cylinder stroke-crankshaft angle
3 换装验证
为了验证以上分析方法的结果,同时研究2缸的异响是否是与2缸的活塞连杆组有关,将2缸(异响缸)的活塞连杆组与1缸(正常)的活塞连杆组进行对调,再次重复试验得出曲轴转角分析谱,如图11。
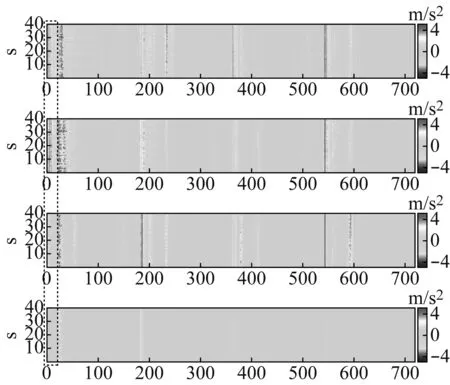
图11 1缸与2缸对调活塞连杆组后的曲轴转角分析谱Fig.11 1st cylinder & 2rd cylinder after replacement crankshaft rotation angle
通过图11与图10的对比,可以明显看出560°~580°的高亮带消失,转移至20°~40°附近,即2缸做功冲程时的异响消失,转移至了1缸的做功冲程。1缸的压缩上止点为0°,换装后的异响特征依然为压缩上止点后20°~40°左右。由此验证了换装试验的敲缸异响是来自于2缸,且异响与活塞连杆组有关,换装试验后异响振动随着2缸的活塞连杆组转移至了1缸。
4 结论
(1) 本次试验使用图1的分析方法,结合了频谱分析,加速度分析及曲轴转角跟踪分析对故障发动机进行了故障诊断,判断敲缸异响来自2缸;
(2) 通过活塞连杆组的换装试验,验证了2缸为敲缸异响源,并且发现异响与2缸的活塞连杆组相关;
(3) 本文针对发动机的敲缸异响,提出了一种有效的诊断分析方法,具有简便,快速,准确性高的优点。
猜你喜欢
机械工程师(2022年1期)2022-01-22
装备制造技术(2019年12期)2019-12-25
佛山陶瓷(2018年8期)2018-11-07
人间(2016年13期)2016-07-07
汽车维护与修理(2015年5期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
中国水运(2015年1期)2015-02-02
科技视界(2014年7期)2014-08-15
汽车维修与保养(2014年12期)2014-04-18