
数控技术课程中复杂回转体零件数控编程教学改革与实践
2020-07-16 18:19张耀满王振起
教育教学论坛 2020年23期
张耀满 王振起

[摘 要] 在“机床数控技术”课程的实验教学过程中,需要让学生掌握各种数控编程的方法,并了解各种编程方法的特点,以利于学生在实际中灵活應用。该文以复杂回转体零件为研究对象,分别采用手工编程和计算机辅助编程方法实现了其数控加工程序的编制,并对比分析了手工编程和计算机辅助编程的实现过程,分析确定了手工编程和计算机辅助编程的应用场合和实现方法。
[关键词] 手工编程;计算机辅助编程;后置处理;仿真加工
[作者简介] 张耀满(1972—),男,辽宁辽中人,博士,东北大学机械工程与自动化学院副教授,主要从事自动化技术、机床数控技术教学
与研究。
[中图分类号] G642.0 [文献标识码] A [文章编号] 1674-9324(2020)23-0220-03 [收稿日期] 2019-11-25
一、教学改革与实践概述
在机械加工领域,数控加工设备的占有率越来越高,对设备操作使用人员的要求也越来越高。数控机床的工作原理、基本操作和数控编程的基本知识可以通过“机床数控技术”的课堂理论教学和实验教学得以很好的学习。实验教学是培养创新精神和实践能力的重要载体,拓展实验教学内容的广度和深度,对于提升实验教学的质量和水平具有重要意义。
在“机床数控技术”的课堂教学和实验教学过程中,有必要加强学生操作使用数控机床的能力、数控编程的能力,提升学生的创新精神和实践能力。“机床数控技术”课程是一门对学生的实践能力基础要求很强的课程,在课程教学过程中需要采用理论教学和实验教学相结合的方法来完成。实验教学在帮助学生直观认识和理解客观世界的运动、掌握一定的实验知识和能力、提高创造性和综合性动手能力、培养学术素养和实践素养中,具有重要意义。“机床数控技术”课程实验需要熟悉各种常见类型数控机床及其典型功能部件的结构和工作原理、数控机床的基本操作、数控加工程序编制等内容。
目前随着数控机床的应用普及,“机床数控技术”已经逐渐成为机械工程及其相关专业的必选的通识选修课程,选择该课程的学生逐年增加,这就对课程实验教学工作的开展提出了更高的要求。为了更好地完成课程规定的实验教学内容,需要建设一个种类齐全的数控技术实验室。目前学院通过多年的实验室建设,已经配置了很多类型的数控机床,这些设备在“机床数控技术”实验教学过程中发挥了重要作用。“机床数控技术”实验教学方法有理论性比较强的特点,因为数控技术的实验课程需要有很多概念和知识点进行学习,内容比较综合,并且比较复杂。
本文以复杂回转体零件的数控编程和实现过程为研究重点,分别采用手工编程和计算机辅助编程方法实现了零件数控加工程序的编制,分析各种编程方法的特点和主要应用场合,并确定课程实验教学内容的重点和主要方向,进而促进学生对数控编程基本概念、数控编程和机床的操作的深入理解,提升学生的实践能力和创新能力。
二、回转体零件手工编程
用于回转体零件的数控编程方法,根据零件复杂程度的不同,分别采用手工编程方法和计算机辅助编程方法。前者指编制零件数控加工程序的各步骤均由人工来完成,主要用于点位加工或几何形状不太复杂的零件数控编程问题。后者指除了分析零件图样和制定工艺方案由人工进行外,其余工作均由计算机辅助完成。计算机辅助编程主要包括刀位轨迹的生成和后置处理两部分。对于图形交互式自动编程,刀位轨迹的生成是在计算机上利用三维图形技术对生成零件加工的刀位数据文件,并可以使用软件自带的仿真加工软件快速、有效地对数控程序的正确性进行较准确的评估,并可根据仿真结果对数控程序迅速地进行修改。后置处理主要功能是将刀具位置数据转换成具体所使用的数控机床系统可以运行的数控加工程序。
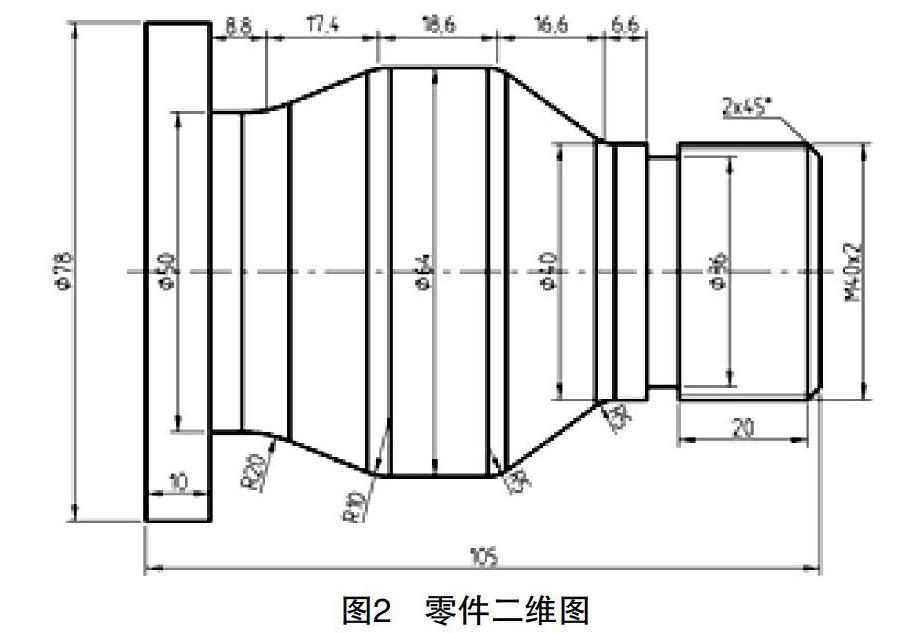
本文所编制数控加工程序用于HTC1635i数控车床,该机床使用FUNAC 0i-T数控系统,配置RS232、USB和CF接口用于数据和数控加工程序的传输,机床外形及其主要结构如图1所示。本文以某较为复杂回转体零件为研究对象,该零件主要尺寸如图2所示。分别采用手工编程和计算机辅助编程的方法实现了该零件数控加工程序的编制,进而研究不同编程方法适应的零件类型。
手工编程主要包括采用单一指令和复合循环指令编程。单一指令编程主要指采用G00、G01、G02和G03等指令进行编程,单一指令简单好学,有助于编程人员更好地理解刀具在加工过程中的运动轨迹。但使用单一指令编程时每一个动作的执行都要写一个程序段,程序编制起来很烦琐。复合循环指令编程主要指采用G70、G71、G73和G76等指令编程,在复合循环指令中只需设定每次的切削深度、退刀量、精加工余量、程序段号等参数以及最终走刀轨迹和重复次数,数控系统便根据循环指令的走刀路线自动进行重复切削直到加工完为止,复合循环指令执行的走刀路线都是规定好的动作,灵活性差。
手工编程前需要进行加工工艺分析,包括毛坯选取、刀具选择、加工步骤和切削参数确定等。选取直径为?准78mm,长度为150mm的圆柱体作为零件加工毛坯;目前车床已安装了4把车刀,分别为1号刀-外圆车刀、3号刀-刃宽2mm的切槽刀、5号刀-60°螺纹刀和7号刀-端面车刀。零件安装和加工过程如下:首先将零件采用液压三爪卡盘安装定位;设置加工过程中所使用刀具的刀具偏置;采用工件坐标系预置寄存的方式,建立工件加工坐标系;考虑到毛坯的形状,采用G73循环加工指令实现轮廓粗加工;使用切槽刀具完成螺纹加工退刀槽的加工;使用G76螺纹加工循环指令完成螺纹部分数控加工程序的编制。根据加工步骤和数值计算,综合考虑切削三要素,编写的零件加工程序如下。
O1234
N10 G50 X100.00 Z100.0
N20 T0101
N30 M03 S1000
N40 G00 X80.0 Z5.0
N50 G73 U21.0 W0 R22;
N60 G73 P70 Q190 U0.4 W0.2 F0.1
N70 G01 X36.0 F0.1
……
N360 T0505
N370 G00 X42.0 Z2.0
N380 G76 P30160 Q80 R0.1
N390 G76 X38.052 Z-23.0 R0 P974 Q400 F2
N400 G00 X100.0 Z100.0
N410 M05
N420 M30
三、回轉体零件计算机辅助编程
计算机辅助编程就是在计算机上使用一些CAD/CAM软件实现零件加工轨迹和程序编制的过程。随着制造业的高速发展,越来越多形状复杂的零件随处可见,包括加工零件的轮廓是样条曲线或是三维曲线组成的,手工很难推算出曲线的数学表达式,显然手工编程已经适应不了生产的需求,而采用计算机辅助编程软件可以实现复杂零件数控加工程序的编制。目前,能实现计算机辅助编程的软件有UG,PRO/E,Mastercam等。充分利用计算机辅助编程软件,不仅可以减少大量计算量,实时观测刀具轨迹,发现问题及时修改,提高生产效率,缩短了编程时间,还能在教学过程中,充分展现虚拟仿真技术在复杂回转体零件数控编程教学过程中的应用,使学生深入了解零件从建模、仿真加工到程序编制、机床加工整个过程,提高他们的创造性和实践能力。
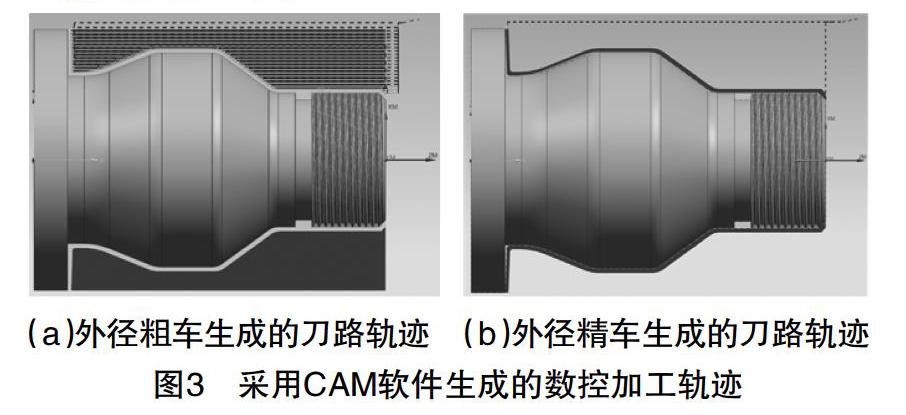
进行计算机辅助编程前也需要工艺分析,同手工编程。实现计算机辅助编程,需要经过三维建模、加工过程仿真和后处理三部分。首先根据图纸采用CAD/CAM软件建立零件三维模型;然后在应用模块中选择车削加工进入加工环境,创建几何体:创建机床坐标系、部件几何体、车削工件和避让几何体;根据实际使用的刀具,在CAM系统中创建外圆车刀、外沟槽车刀、外螺纹车刀;之后按照指定的零件加工工艺创建程序,创建外径粗车操作:创建工序→切削区域设置→刀轨设置参数设定→生成刀路轨迹并3D仿真。对于我们要进行数控编程的零件所生成的粗车、精车加工轨迹如图3所示。
CAM软件数控编程能力强大,但使用默认的FUNUC后处理文件,生成的程序不规范也不正确;需要构建适合我们所采用的FUNAC 0i-T数控系统的专用后处理器文件。通过修改CAM后处理构造器模块参数,生成后处理配置文件,通过新生成的后处理文件生成的数控代码,不需要编程人员做任何修改,即可直接用于零件加工。选择经过后处理构造器修改过的后处理文件,生成经过后处理的G代码程序如下。
O1245
N0010 G50 X100.000 Z100.000
N0020 T0101
N0030 M03 S1000
N0040 G00 X82.000 Z5.000
……
N2970 X100.000 Z100.000
N2980 M05
N2990 M30
四、回转体零件数控编程结果分析
对如图2所示的回转体零件,分别采用手工编程和计算机辅助编程的方法实现了零件的数控编程。当零件的精加工轨迹比较简单的情况下,采用手工编程中的固定循环编程可以达到很好的效果,具有程序量比较少代码42为行,并且编程走到轨迹比较清晰。如果零件的精加工轨迹更为复杂,采用手工编程方法就很难实现类似零件的数控编程。采用计算机辅助编程方法实现如上零件的数控编程,所生成的代码达到299行,对于所选择的零件更适合采用手工编程的方法来进行数控编程。
如果编制零件形状更复杂形状的数控加工程序,采用计算机辅助编程方法的优势明显,零件计算机辅助编程的难度不受零件复杂程度的影响。采用计算机辅助编程方法,计算机辅助编程软件的具有各种加工方式的模板,方便编程人员根据实际需求选择合适的走刀形式。虽然所生成的程序比较复杂,但计算机辅助编程系统都配有相应的加工轨迹仿真功能,使编程人员可以清晰地判断走刀轨迹的合理性。
对于结构复杂的零件,采用计算机辅助编程的编程周期远远小于手工编程。手工编程时编程人员往往还要考虑刀具轨迹是否干涉,刀具副切削刃是否对零件已加工面产生干涉等问题。当零件比较复杂时,是否过切削和干涉在零件试切时才能发现,需要识别错误程序重新编辑,耗费时间较长。计算机辅助编程使用计算机辅助编程人员完成大部分工作,编程人员可及时检查程序的正确性,大大缩减编程时间,解决了手工编程无法解决的许多复杂零件的编程难题。
综上所述,手工编程和计算机辅助编程各有利弊,针对复杂回转体零件,为了缩短开发周期,提高效率,降低成本,优先推荐计算机辅助编程。
五、结语
目前在“机床数控技术的课堂和实验教学过程中,以讲解和实践采用手工编程方法为主,进而让学生理解数控机床的基本概念和工作原理、实际操作过程。考虑到在实际的生产加工过程中所用到的数控编程方法的实际,需要对课程教学内容的重点进行必要的调整。在手工编程的讲解过程中,增加固定循环和复合循环指令的讲解。固定循环指令和复合循环指令是手工编程指令中最接近自动编程的编程思想的指令。
某些数控系统提供了类似于自动编程思想的编程工具,如西门子数控系统提供的Shop Mill和Shop Lathe等,在教学实验过程中也可以加强该方面的讲解和学习。在课堂和实验教学过程中,增加数控自动编程及其相关内容的讲解和学习。使学生掌握影响数控自动编程应用的关键技术,为学生开展创新性实验奠定基础,适应新时代和新工科对数控方面人才的需求。
参考文献
[1]潘东,姜慧芳.数控车削加工技术[M].北京:北京理工大学出版社,2014.
[2]王利峰.FANUC數控机床计算机辅助编程在实践中的应用[J].无线互联科技,2019,16(04):155-156.
[3]罗应娜,易军.虚拟仿真技术在数控技术专业实训教学中的应用[J].河北农机,2018(03):49.
[4]窦沙沙,夏建生,周海等.数控车削虚拟仿真实验教学研究[J].科技资讯,2018(06):204-206.
[5]腾凯.数控虚拟仿真实验辅助系统的设计[J].实验室研究与探索,2015(12):69-72,85.
[6]林晓鹰,侯亮.网络化虚拟数控机床仿真实验系统的研究与开发[J].组合机床与自动化加工技术,2008(11):52-55.
Teaching Reform and Practice of NC Programming for Complex Rotating Parts in NC Technology
ZHANG Yao-man,WANG Zhen-qi
(School of Mechanical Engineering and Automation,Northeast University,Shenyang,Liaoning 110819,China)
Abstract:In the experimental teaching process of Machine Tool NC Technology,students need to master various NC programming methods and understand the characteristics of various programming methods so as to facilitate the students' flexible application in practice.This article takes complex rotating parts as the research object to discuss manual programming and computer-aided programming methods used to achieve the compilation of its NC machining program.The comparative analysis is made between the realization process of manual programming and computer-aided programming,and the different application situations and realization methods of manual programming and computer-aided programming are defined in the paper.
Key words:manual programming;computer-aided programming;post-processing;simulation processing
